
Как измерить овальность сосуда
12.03.2015, 17:22 | |
Новичок Регистрация: 25.08.2014 Сообщений: 3 Благодарил(а): 9 раз(а) Поблагодарили: 0 раз(а) Репутация: 1 | Измерение диаметра сосуда Уважаемое сообщество. Простой вопрос, большая проблема. В СО 153-34.17.439-2003 сказано , что овальность сосуда не должна превышать 1,5%. Дана формула подсчета. Но как измерить диаметр , например баллона. Понятно, что измерить окружность и поделить на “пи”. Но в данном случае надо измерить в двух перпендикулярных плоскостях. Штангенциркуль не подходит, т.к. короткие губки. Проще всего , кронциркуль и линейка. Но нашелся проверяющий , которого это не устроило. Какой есть инструмент или метод? |
|
13.03.2015, 03:21 | |
Дефектоскопист всея Руси Регистрация: 24.10.2013 Сообщений: 5,457 Благодарил(а): 619 раз(а) Поблагодарили: 1,229 раз(а) | Цитата: Сообщение от Уильям Проще всего , кронциркуль и линейка. Но нашелся проверяющий , которого это не устроило. А Вы прикидывали погрешность измерения? Дело в том, что необходимо получить точность не хуже 1/3 от величины допуска. Если измерение линейкой с ц.д., напр. 0.5 мм (а кронциркуль – только средство переноса размера) удовлетворяет этим условиям, тогда можно измерять и доказывайте это проверяющему. Если не удовлетворяет, тогда он прав и надо искать другие способы. Измерение возможно только по наружному диаметру, или внутренний тоже доступен? |
|
13.03.2015, 05:01 | |
Специалист Регистрация: 07.12.2012 Сообщений: 635 Благодарил(а): 18 раз(а) Поблагодарили: 152 раз(а) Репутация: 145 | Цитата: Сообщение от Уильям как измерить диаметр , например баллона Если в данном конкретном случае речь идет об измерении диаметра стандартного баллона на 40 л, то он имеет диаметр 219 мм. Для измерения таких диаметров можно использовать штангенциркуль (см. гост 166-89). |
|
13.03.2015, 06:37 | |
Свой
Регистрация: 21.12.2012 Сообщений: 234 Благодарил(а): 17 раз(а) Поблагодарили: 45 раз(а) Репутация: 40 | Есть микрометры до 600 мм. |
|
13.03.2015, 10:38 | |
Дефектоскопист всея Руси Регистрация: 24.10.2013 Сообщений: 5,457 Благодарил(а): 619 раз(а) Поблагодарили: 1,229 раз(а) | Цитата: Сообщение от kvn505 Есть микрометры до 600 мм. Как говорит многоуважаемый Колян2 “А нахрена?”. При диаметре 600 овальность 1,5% это разность около 9 мм, Треть – соответственно 3 мм – вот минимально необходимая точность измерения. Зачем сотки ловить? Цитата: Сообщение от kivin штангенциркуль (см. гост 166-89) Да, в ГОСТе есть исполнения с длинными губками, но ИМХО редко встречаются в практике. |
|
13.03.2015, 13:20 | |
Новичок Регистрация: 25.08.2014 Сообщений: 3 Благодарил(а): 9 раз(а) Поблагодарили: 0 раз(а) Репутация: 1 | Пока по наружному |
|
13.03.2015, 13:31 | |
Дефектоскопист всея Руси Регистрация: 24.10.2013 Сообщений: 5,457 Благодарил(а): 619 раз(а) Поблагодарили: 1,229 раз(а) | Ну а диаметр какой? Сосуд с продольным швом или нет? |
|
16.03.2015, 15:06 | |
Новичок Регистрация: 16.03.2015 Адрес: Челябинск Сообщений: 16 Благодарил(а): 0 раз(а) Поблагодарили: 1 раз в 1 сообщении Репутация: 2 | На баллоны, теперь в ФНП, отдельные требования. Мы используем кронциркули до 800мм vogel + линейка или рулетка, соответственно повереные. Все что больше обычным лазерным дальномером изнутри. Ну уж если доступа совсем нет (тепловая изоляция, маленькие лазы) тогда включаешь грамотного специалиста по нк. |
|
16.03.2015, 16:47 | |
Дефектоскопист всея Руси Регистрация: 24.10.2013 Сообщений: 5,457 Благодарил(а): 619 раз(а) Поблагодарили: 1,229 раз(а) | Цитата: Сообщение от Алексей чб + линейка или рулетка Линейка предпочтительнее. Цитата: Сообщение от Алексей чб Все что больше обычным лазерным дальномером изнутри. Тут есть методические проблемы с определением пары точек – базирования лазерного дальномера и цели мишени. Как Вы эту пару определяете? |
|
16.03.2015, 17:05 | |
Новичок Регистрация: 16.03.2015 Адрес: Челябинск Сообщений: 16 Благодарил(а): 0 раз(а) Поблагодарили: 1 раз в 1 сообщении Репутация: 2 | Согласен. С горизонтальными сосудами в этом плане проблем море. Но тебе же надо оценить соотношение, главное твердая рука и немного опыта. Есть еще нутромеры, но размеры разные. Как с микрометрами, поверить надо, настроить и иметь необходимое количество. А любой измерительный прибор не подогнан под кривизну внутренней поверхности, так что норма браковки 1,5% по СО тема сомнительная. Погрешность таких измерений нигде не задается, чувствуешь что ерунду намерил перепроверь. |
|
| Быстрый переход |
Внимание, коллеги! В целях нормальной работы форума администрация оставляет за собой право на обработку персональных данных зарегистрированных пользователей. В случае вашего несогласия просьба написать жалобу на defektoskopist.ru@gmail.com
Источник
3.2.5 овальность (out-of-roundness): Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
3.4 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном коси трубы.
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси прутка.
3.3 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.19 овальность: Нарушение формы поперечного сечения трубы, характеризующееся ее
отклонением от идеально кольцевой.
Примечание – Численно овальность сечения определяется в зависимости от значений наибольшего и наименьшего наружных диаметров в рассматриваемом сечении трубы.
3.1 овальность (отклонение от круглой формы): Разность между наибольшим и наименьшим значениями диаметра, измеренными в одном поперечном сечении, перпендикулярном к оси трубки.
3.1 овальность: Разница между измерениями диаметра, выполненными перпендикулярно и параллельно слою роста коры.
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
3.2 овальность (отклонение от круглой формы): Половина разности наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном коси катанки.
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
3.1 овальность: Отклонение формы, при котором поперечное сечение круглого проката имеет овалообразную форму.
Смотри также родственные термины:
3.2 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси проволоки.
3.7 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
3.7 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
3.5 овальность (отклонение от круглости), мм: Разность между измеренными максимальным и минимальным наружными диаметрами в одном и том же поперечном сечении трубы.
3.31 овальность высадки (upset ovality): Разность между наибольшим и наименьшим диаметрами в плоскости, перпендикулярной коси тела бурильной трубы.
3.25 овальность О (ovality), %: Отклонение от окружности поперечного сечения трубы.
(1)
где Dmax – максимальный наружный диаметр, мм;
Dmin – минимальный наружный диаметр, мм;
D – номинальный наружный диаметр, мм.
Определения термина из разных документов: овальность О
3.25 овальность О (ovality), %: Отклонение от окружности поперечного сечения трубы.
(1)
где Dmax – максимальный наружный диаметр, мм;
Dmin – минимальный наружный диаметр, мм;
D – номинальный наружный диаметр, мм.
Определения термина из разных документов: овальность О
3.1.20. овальность обечайки : Отклонение от круглости, при котором реальный профиль представляет собой неправильную окружность, наибольший и наименьший диаметры которой могут не находиться во взаимно перпендикулярных направлениях;
3.1.7. овальность раструбного конца детали, мм : Разность между максимальным и минимальным внутренними диаметрами раструбного конца в одном и том же поперечном сечении, параллельном торцу детали, на расстоянии не более L1 (расчетная глубина захода).
49. Овальность ствола
Овальность
Форма поперечного сечения торца круглого лесоматериала, у которого больший диаметр не менее чем в 1,5 раза превышает меньший
3.2 овальность труб, мм: Разность между максимальным и минимальным наружными диаметрами у торца трубы (детали).
3.1.6. овальность трубного конца детали, мм : Разность между максимальным и минимальным наружными диаметрами свариваемого конца, измеренными в одном и том же поперечном сечении, параллельном торцу детали на расстоянии не более L2 (длина трубного конца) от торца.
Словарь-справочник терминов нормативно-технической документации.
academic.ru.
2015.
Источник
Наиболее простой способ контроля овальности — измерение детали прибором на обычной стойке или с по-.мощью скобы. При этом деталь необходимо провернуть не менее чем на 1/2 оборота и вычислить разницу между наибольшими и наименьшими показания.ми прибора.
[c.112]
Ультразвуковую дефектоскопию осуществляют после визуального осмотра, измерения овальности, измерений толщины стенки и магнитно-порошковой дефектоскопии.
[c.255]
Объемы геометрических тел — Вычисление 863, 865 Овальность — Измерение 730 Огранка — Измерение 730 Окружности — Длины 846
[c.895]
Выполнение работы Измерить внутренний диаметр изделия. Для определения отклонений от параллельности и прямолинейности образующих (конусность, бочкообразность и др.) измерения производить в трех сечениях — АД, ББ, ВВ, равномерно расположенных вдоль оси отверстия (фиг. 61). Для определения отклонений от правильной окружности (овальность) измерения в каждом сечении производить в двух направлениях, расположенных под углом 90° (/—/
[c.72]
При ремонте двигателя измерены размеры а мм) пальца 19,854, отверстий поршня 19,858 и втулки головки шатуна 19,865. Измерения показали, что конусность и овальность всех деталей находятся в допустимых пределах.
[c.27]
Объемные тахометрические счетчики позволяют вести измерение количества жидкостей в широком диапазоне вязкостей с допустимой погрешностью не более 0,5 %. При прохождении жидкости через прибор его рабочим элементом (ротором, овальными шестернями и др.) отсекаются заведомо известные объемы измеряемой среды, число которых суммируется счетным механизмом и передается на счетный указатель.
[c.212]
Тахометрические объемные счетчики с овальными шестернями используют для измерения расходов жидкостей с вязкостью от 0,7 до 300 сСт, рабочим давлением до 4 МПа и температурой от 233 до 353 К- Вязкость измеряемой жидкости отражается на потерях полного давления в счетчиках, значение которого не должно превышать 0,05 МПа, а также на номинальном расходе счетчика. Диапазон охватываемых расходов от 0,8 до 36 м ч.
[c.212]
По интервалу времени между импульсами II—III измеряют расстояние от экрана до трубы I = 0,5 (/щ — /ц), где /щ и /ц — время прихода импульсов III и //. Небольшое значение /, равенство амплитуд и идентичность форм эхо-сигналов И и /// повышают точность измерения. Интервал между эхо-сигналами III и IV используют для измерения толщины стенки трубы. По измерениям, выполненным с помощью преобразователей / и 3, 2 я 4, автоматически выполняется расчет диаметров трубы в двух взаимно перпендикулярных направлениях. Например, диаметр в горизонтальном направлении D = — I — где — диаметр экрана / и / — расстояние от экрана до трубы слева и справа от нее. Сопоставление результатов измерения всеми четырьмя преобразователями дает возможность оценить форму трубы, выявить возможную овальность. С учетом результатов измерения толщины стенки трубы измеряют ее внутренний диаметр, определяют разностенность трубы по сечению. Таким образом, с помощью приведенной схемы можно оценить все геометрические характеристики поперечного сечения изделия и даже вычислить массу 1 м трубы.
[c.409]
Связь точности измерений параметров деталей с неровностями поверхности. Неровности опорной и измерительной поверхностей объекта и неподвижной опорной и контактной поверхностей средства измерений оказывают существенное влияние на точность измерений [11, 49 [. Ускорение технического прогресса, связанное с возрастанием требований к точности, усиливает значение этого влияния. Несмотря на малые величины силовых нагрузок при малых фактических площадках контакта шероховатых поверхностей и высоки-х требованиях к точности измерений контактные деформации играют заметную роль. Значительно большую роль играют добавочные перемещения, вызываемые выступами неровностей при взаимном перемещении измерительного наконечника и объекта измерений. Если в процессе измерений геометрического параметра измеряемому объекту, контактирующему с измерительным наконечником, дают полный оборот, например для выявления овальности, огранки и т. п., то показания средства измерения прослеживают профиль неровностей измеряемого объекта, по-разному отражая случайные выбросы профиля при повторных измерениях.
[c.50]
Измерение и регулирование действующих на образец нагрузок при испытании на растяжение и сжатие осуществляются с помощью силоизмерительных упругих элементов 1 я 2 (рис. 97), имеющих овальную форму. Сечение рабочей части этих элементов обеспечивает при максимальных нагрузках работу материала в упругой области. Упругие элементы работают на сжатие под действием возникающей в испытываемом образце силы, кото-
[c.178]
Центральная лаборатория автоматики черной металлургии создала установку для регулирования и контроля технологических параметров процесса прокатки — бесконтактное измерение толщины и ширины прокатываемой полосы, диаметра и овальности проволоки, температуры прокатываемого металла и т. д. Разработана система программного управления электроприводами прокатных станов, а также система автоматического регулирования толщины полосы на станах горячей и холодной прокатки.
[c.279]
При измерении отдельного экземпляра детали можно получить несколько различных значений измеряемой величины за счет конусности, овальности, эксцентричности или пестроты твердости.
[c.171]
При абсолютных методах измерения (например, при проверке отклонений от заданной геометрической формы — конусности, овальности, биения, огранки, непараллельности поверхностей и т. п.) на контрольных приспособлениях, оснащенных индикаторами часового типа, миниметрами и тому подобными измерительными устройствами с заранее градуированной шкалой, установ или образцовые детали к приспособлениям, как правило, не требуются.
[c.230]
Контроль валов состоит из следующих операций измерение диаметров, длин, овальности, конусности, бочкообразности, вогнутости, огранки, смещения и непараллельности осей отдельных элементов вала, изгиба общей оси вала. У валов с фланцами измеряют отклонения положения поверхности фланца по отношению к геометрической оси вала.
[c.465]
Овальность валов по наружному диаметру обнаруживается при измерениях в сечении, перпендикулярном к оси вала. Величину овальности определяют как разность наибольшего и наименьшего показаний прибора. Обычно овальность определяют одновременно с измерением диаметра. Величина овальности должна укладываться в поле допуска диаметра в том случае, если в чертеже нет специальных оговорок.
[c.466]
Конусность, овальность, бочкообразность и вогнутость образующих поверхностей отверстий определяются одновременно с измерением диаметра измерительными инструментами с отсчетной шка-
[c.473]
Гильзы загружаются в вертикальном положении фланцем вниз на ленточный конвейер, входящий в состав измерительной машины. По две гильзы пропускаются отсекателем и заталкиваются на загрузочную позицию измерительной машины. Гидравлическим толкателем две гильзы подаются одновременно с загрузочной позиции на рабочую. На рабочей позиции измерительной машины с помощью вертикальных головок, установленных на подвижных столах, измеряется диаметр отверстия в гильзе в трех сечениях. В процессе измерения гильза поворачивается на два полных оборота. Одновременно с помощью других измерительных головок контролируются диаметр и овальность центрирующих поясков со стороны юбки, а также толщина фланца.
[c.12]
При контроле наружные размеры валов (диаметр и длину) проверяют универсальными измерительными средствами — линейкой, штангенциркулем, микрометром, калибром (скобой) и др. Овальность и конусность выявляются при измерении диаметра в нескольких местах по длине детали. Для проверки обработанных валов на биение применяется специальное проверочное приспособление с индикатором. При этом вал устанавливают в центрах и по показаниям индикатора судят о величине биения. Изгиб оси вала определяется при помощи контрольной плиты, щупа, индикатора на стойке и т. д.
[c.363]
Зависимость /Сд от л и 2а приведена в табл. 42. Овальность может. быть выявлена тем же способом, что и огранка с нечетным числом граней, при условии применения призмы с углом 2а = 130°. Применение призм с другим углом (например, 2а = 90°) не выявит овальности при ее наличии [22, 28], если направление измерения совпадает с биссектрисой угла призмы. Если же направление измерения расположить перпендикулярно какой-либо стороне призмы, то овальность детали будет выявлена при любом угле призмы (рис. 79) и определяется она наибольшей разностью в показаниях прибора.
[c.183]
Овальность и огранка с четным числом граней может быть выявлена при измерении диаметра детали в трех направлениях через 60 , пользуясь универсальными двухконтактными измерительными прибо-
[c.183]
| Рис. 79. Схема измерения огранки (а) и овальности (б) при помощи призмы и отсчетной головки | 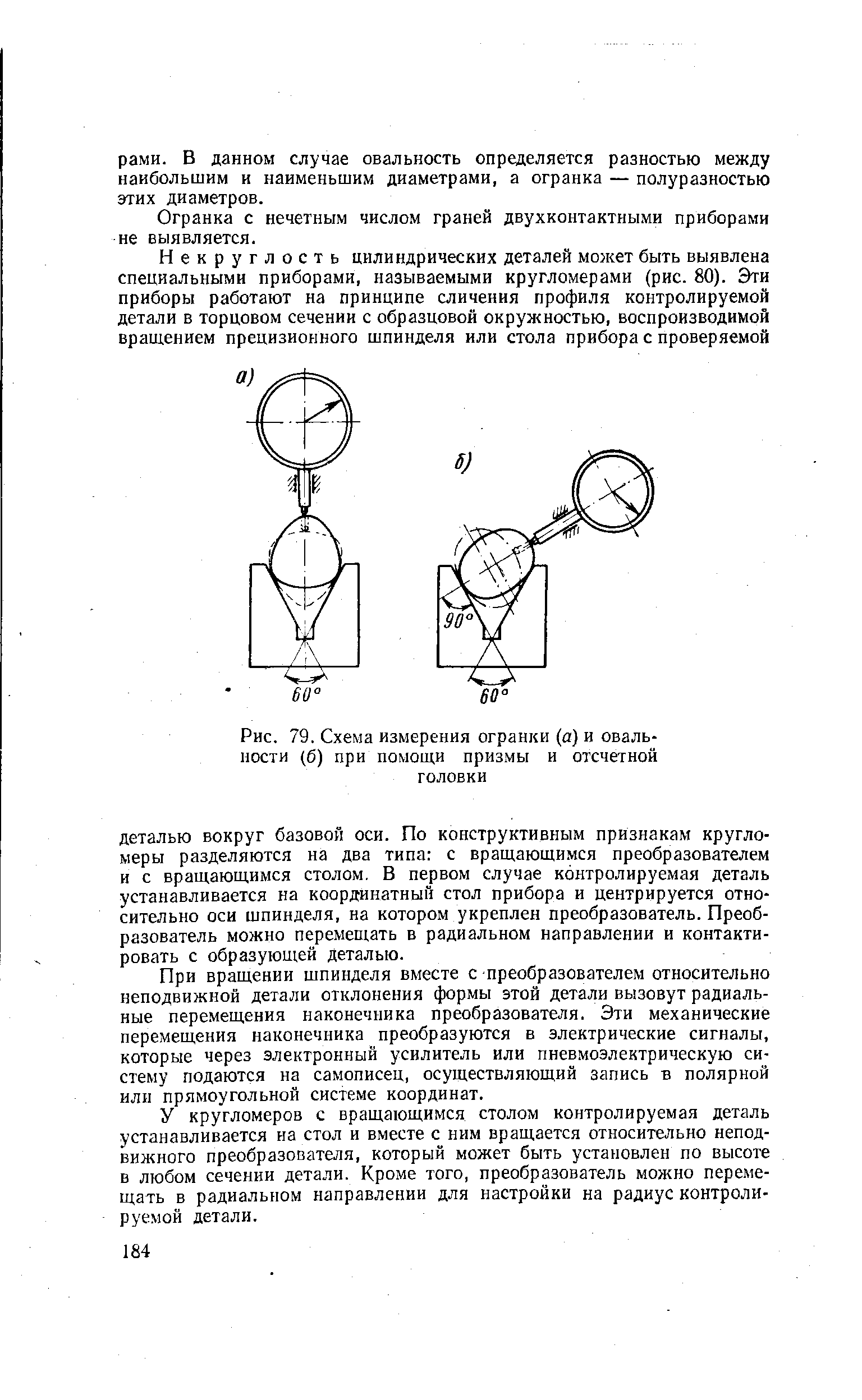 |
Передаточное отношение схемы при измерении овальности имеет другую величину
[c.129]
Передаточное отношение такой схемы к овальности, огранке практически равно передаточному отношению при измерении диаметра
[c.129]
Овальностью называется разность между наибольшим и наименьшим диаметрами в одном сечении (фиг. 25 и 26). Контроль овальности производится измерением диаметров инструментами и приборами для абсолютных
[c.28]
Методы измерений, осуществляемые с помощью этих средств, в производственной практике разделяют на абсолютный метод измерения, при котором производится отсчёт всей измеряемой величины (например, с помощью штангенциркуля), и относительный или сравнительный метод, при котором производится отсчёт отклонений измеряемой величины от эталона (например, измерение с помощью индикатора часового типа, предварительно установленного по концевым мерам). Приборы, предназначенные в основном для относительных методов измерений, можно использовать для абсолютных методов измерений во всех тех случаях, когда значение измеряе.мой величины не превышает предела измерения по шкале прибора. Так, например, к абсолютным методам измерений относится проверка малых диаметров с помощью индикатора, без предварительной установки его по концевым мерам, а также проверка отклонений от правильной геометрической формы (конусность, овальность, биение, огранка и др.) с помощью любых рычажных приборов.
[c.171]
Лазерные интерферометры позволяют эффективно решать задачи контрольно-измерительной техники на производстве, такие, как обеспечение точного контроля и проверки средств, воспроизводящих меры длины, например штриховых шкал, контроля перемещений в процессе позиционирования, оценки точности подачи в металлообрабатывающих станках, коррекции температурной погрешности в процессе работы станка, определения толщины и овальности деталей и т. д. [167]. Указанные измерения могут осуществляться как в статическом, так и в динамическом режиме.
[c.246]
Измерения овальности труб до и после укладки трубопровода были произведены на 23 трубах. Статистическая обработка этих измерений показывает, что в процессе укладки в траншею овальность труб возрастает на 0,7 %,
[c.211]
Внешний осмотр и измерения производят невооруженным глазом или с применением лупы с увеличением до 10-кратного при этом необходимо применение переносного источника света, специального инструмента или шаблона для контроля швов. По результатам внешнего осмотра и измерений составляют карту измерений, на которой фиксируют отклонения от прямолинейности образующей корпуса барабана котла, сосуда и овальность в сечениях, отстоящих друг от друга на расстоянии не более 2000 мм.
[c.586]
Для более точных измерений используются микрометрические головки с тремя расположенными по окружности выдвижными измерительными стержнями (осваиваются заводом Калибр ). При расположении стержней под 90 и 135° можно контролировать овальность и огранку.
[c.109]
Фиг, 87. Дп( )ференц.иальное контактное измерение овальности.
[c.114]
На электростанциях Минэнерго проводится проверка гибов необогреваемых труб котлов и иаропроводов с наружным диаметром 76 мм и более (независимо от угла ги-ба) визуальным осмотром, ультразвуковой дефектоскоппсй с замером фактической толщины стенки и пзмеренпе, овальности. Измерение овальности проводят в средней час-иг гиба, а ультразвуковому контролю подвергают поверхности гиба, включая растянутую при гибке зону и обе боковые нейтральные зоны.
[c.104]
Первая позиция устройства предназначена для контроля размера отверстия большой и малой головок. Последующие позиции служат для измерения конусности и овальности отверстий, расстояния между ними 136 , параллельности торцов и взвещивания большой и малой головок и их маркировки. Производительность установки 700 деталей в час.
[c.439]
При дифференциальном методе измеряемую величину сравнивают с известной величиной, воспроизводимой мерой. Этим методом, например, определяют отклонение контролируемого диаметра детали на оптиметре после его настройки на ноль по блоку концевых мер длины. Нулевой метод — также разновидность метода сравнения с мерой, при котором результирующий эффект воздействия величин на прибор сравнения доводят до нуля. Подобным методом измеряют электрическое сопротивление по схеме моста с полным его уравновешиванием. При методе совпадений разность между измеряемой величиной и величиной, воспроизводимой мерой, определяют используя совпадения отметок шкал или периодических сигналов (например, при измерении штангенциркулем используют совпадение отметок основной и ноннусной шкал). Поэлементный метод характеризуется измерением каждого параметра изделия в отдельности (например, эксцентриситета, овальности, огранки цилиндрического вала). Комплексный метод характеризуется измерением суммарного noi asa-теля качества, на который оказывают влияния отделыгые его составляющие (например, измерение радиального биения цилиндрической детали, на которое влияют эксцентриситет, овальность и др. контроль положения профиля по предельным контурам и т. п.).
[c.111]
Широко применяют трубки с овальным или эллипсным сечением (рис. 29.13, б). Для измерения высоких давлений применяют трубки и других сечений.
[c.364]
Поясним сказанное на примере измерения площади сечения цилиндра, который мы считаем круговым, но в действител1зНости он имеет овальное сечение. Если будем измерять диаметр АВ (рис. 5), то получим большие значения, чем при измерении диаметра А в, Измерив ряд диаметров и взяв среднее из полученных значений, можно определить число, лучше характеризующее размер цилиндра. Если же измерять только один диаметр и считать цилиндр круглым, то вычисленное по этим измерениям значение будет содержать систематическую погрешность, определяемую степенью овальности цилиндра и выбранным для измерения диаметром.
[c.21]
Механизм служит для контроля диаметрл и овальности цилиндрических изделий, требующего поворота изделия в процессе измерения. Изделие а подается на вращающийся барабан 6, в котором имеется магнит d в внде сектора. Барабан 6 получает вращение от электромотора 1 посредством червячной передачи 10, II и пары зубчатых колес 12, 13. Скатываясь по барабану 6, изделие а задерживается из.мерительными губками 3, укрепленными на рычаге 2. Под действием магнитного сектора d вращающегося барабана 6 изделие а поворачивается между губками, перемещающими рычаг 5, который контактирует с винтами 4. По окончании контроля изделия а рычаг 2 поднимается, и в зависимости от результатов контроля электромагнит 7, действуя на заслонки 8 и S, направляет изделие в тот или иной канал. Подача изделия а из бункера регулируется при помощи рычага 14, приводимого в кача-тельное движение кулачком 15, вращающимся вместе с барабаном 6.
[c.221]
Овальность контролируется измерением детали индикатором на обычной стойке или с помощью скобы, при этом деталь необходимо повернуть на /г оборота и вычислить разницу между наибольщим и наименьшим показаниями.
[c.608]
Гильза, обработанная окончательно на автоматической линии МЕ732ЛО, показана на рис. 59,. г. Твердость гильзы HR 45—50, в зоне бурта — не более HR 25 овальность и кону-сообразность поверхности Д при измерении в сечениях /—I, И—//, III—III не более 0,025 мм вне зоны сечений в направлении торцов допускается плавное увеличение диаметра отверстия с допуском до 0,051 мм, а овальности и конусообразности — до 0,035 мм бочкообразность и седло-образность поверхности Д при измерении в сечениях /—/, //—II, 111—
[c.121]
Контроль диаметров шеек, их овальности, ко-нусообразности, толщины, отклонений от соосности, параллельности, цилиндричности, круглости и т. д. Предусмотрена связь с ЭВМ для статического анализа качества обработки. Погрешность измерения по каждому параметру 0,001 —
[c.236]
Отклонения формы цилиндрических деталей могут быть выявлены либа путем измерения постоянства диаметра детали (диаметральный критерий), либо измерением постоянства радиуса вектора этой детали (радиусный критерий). В силу того что некоторые виды погрешностей формы цилиндрических деталей (например, огранка с нечетным числом граней, или изогнутость) не могут быть обнаружены при измерении диаметра детали, радиусный критерий оценки погрешностей формы является универсальным. Он выявляет все виды погрешностей формы цилиндрических деталей. Так как для данного метода требуются специальные измерительные средства, ГОСТом допускается применять для выявления элементарных видов погрешностей формы овальности, ко-нусообразности, бочкообразности и седлообразности диаметральный критерий, при котором используются универсальные средства измерения.
[c.146]
Ввиду пониженной кольцевой жесткости многослойных труб значительное место было уделено исследованию овализации труб на всех этапах строительства, а именно при транспортировке в железнодорожных вагонах и на трубовозах, складировании, укладке трубопровода в траншею, навеске утяжеляюш их грузов и засыпке грунтом. Определение овальности труб на каждом этапе строительства осущ,ествлялось путем измерения внутреннего диаметра в пятнадцати поперечных сечениях. По данным измерений определялась величина овальности
[c.211]
Машина для измерения ходовых винтов МИВ-2 Измерение диаметра, шагя, угла профиля, овальности, биения резьбы По длине — от 900 до 2000 мм, по диаметру — от 23 до 60 мм 0,00 мм П 00X400X3300 Винт во избежание прогиба располагается вертикально. Измерение осуществляется интерференционным и теневым способами
[c.342]
Справочник металлиста Том 1
(1957) — [
c.454
,
c.455
]
Источник