
Какие требования предъявляются к сосудам

Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
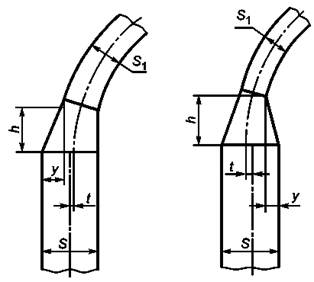
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
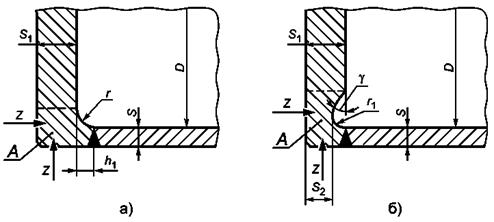
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник
Производственные объекты, эксплуатирующие сосуды под давлением, относятся к опасным из-за высоких рисков возникновения взрывов и, как следствие, несчастных случаев и производственных травм. Наиболее частые причины аварий и взрывов сосудов связаны с нарушениями их обслуживания – превышением предельно допустимого давления, несоблюдением температурного режима и т. д. Поэтому их эксплуатация должна проходить в строгом соответствии с существующими нормами в области промышленной безопасности. А ответственный за данное оборудование персонал обязан иметь необходимую квалификацию.
В нашей статье мы поговорим о том:
- какое оборудование относится к сосудам под давлением и где оно применяется,
- каким образом законодательство регулирует работу с данным оборудованием,
- какие требования предъявляются к обучению персонала, работающего с сосудами под давлением,
- какие программы обучения предлагает наш центр в этой области.
О чем речь?
Сосуд под давлением – это закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществ. Может быть передвижным или стационарным.
Такие сосуды широко используются в различных отраслях промышленности, предприятиях торговли и общественного питания, медицинских учреждениях и даже в быту. Области их применения разнообразны – от ядерных реакторов до паровых котлов, которыми отапливаются помещения.
Что предписывает закон?
Требования к размещению, монтажу, оснащению, ремонту, обеспечению безопасных условий работы сосудов под давлением, а также подготовке персонала, обслуживающего данное оборудование, регламентированы «Правилами промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением» (Приказ Федеральной службы по экологическому, технологическому и атомному надзору от 25 марта 2014 г. № 116).
Правила обязательны к исполнению всеми организациями, которые применяют в своей деятельности сосуды под давлением, независимо от формы собственности.
Правила направлены на обеспечение промышленной безопасности, предупреждение аварий, инцидентов и производственного травматизма на объектах при эксплуатации оборудования под давлением более 0,07 мегапаскаля (МПа):
- пара, газа (в газообразном, сжиженном состоянии);
- воды при температуре более 115 градусов Цельсия (°С);
- иных жидкостей при температуре, превышающей температуру их кипения при избыточном давлении 0,07 МПа.
Действие Правил распространяется на следующее оборудование (при условии, что сосуды отвечают одному или нескольким признакам, указанным выше):
- паровые котлы, автономные пароперегреватели и экономайзеры;
- водогрейные, пароводогрейные, электро- и энерготехнологические котлы;
- котлы-утилизаторы (паровых и водогрейных);
- передвижные котлы и транспортабельные установки;
- котлы, работающие с высокотемпературными органическими и неорганическими теплоносителями;
- трубопроводы пара и горячей воды;
- трубопроводы технологические для транспортирования газообразных, парообразных и жидких сред;
- баллоны, цистерны, бочки, предназначенные для сжатых, сжиженных и растворенных под давлением газов;
- сосуды для сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых избыточное давление создается периодически для их
- опорожнения;
- 0барокамеры.
При этом правила не регулируют работу с сосудами:
- атомных энергетических установок,
- работающими с радиоактивной средой;
- вместимостью не более 0,025 м3 (25 л) независимо от давления, используемыми для научно-экспериментальных целей.
Существует ряд других отраслевых документов, которые нормируют работу с сосудами под давлением в конкретных областях. Например, «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок», «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, для объектов использования атомной энергии» и другие.
Также важно отметить, что до пуска в работу все сосуды, которые учтены в Правилах, подлежат регистрации и техническому освидетельствованию. В зависимости от типа оборудования его регистрация и учет происходит в органах Ростехнадзора или ведется надзорным отделом предприятия.
Кто отвечает за безопасное обслуживание оборудования в организации
На предприятии, где используются сосуды под давлением, должен быть назначен сотрудник, ответственный за их исправное состояние и безопасную работу, и специалист, осуществляющий надзор за их техническим состоянием и эксплуатацией. Как правило, это персонал инженерно-технических подразделений.
Обслуживать сосуды могут только лица, достигшие 18-летнего возраста и прошедшие специальное обучение и аттестацию. Необходимую квалификацию можно получить в учебном центре, у которого есть лицензия на образовательную деятельность в этой области.
В дальнейшем у персонала, ответственного за обслуживание сосудов под давлением, нужно проверять знания не реже одного раза в год.
Программы обучения по эксплуатации сосудов под давлением в «Юнитал-М»
В нашем учебном центре можно пройти необходимые курсы повышения квалификации по безопасной эксплуатации сосудов, работающих под давлением, чтобы получить допуск к работе с данным оборудованием и успешно выполнять функции по его обслуживанию.
Кроме того, на базе «Юнитал-М» можно пройти обучение по курсу «Ответственный за исправное состояние и безопасную эксплуатацию сосудов, работающих под давлением (не регистрируемых в органах Ростехнадзора)» и профессиональную подготовку по программе «Оператор котельной» для лиц, претендующих на должности, связанные с работой с паровыми котлами. По итогам ее успешного окончания слушателям выдается свидетельство о профессии.
Содержание программы обучения
Остановимся подробнее на содержании программы обучения по безопасной эксплуатации сосудов, работающих под давлением – обязательного вида обучения для всех работников, обслуживающих оборудование под давлением.
Программа составлена в соответствии с действующими законодательными требованиями и покрывает весь спектр вопросов по безопасной работе с оборудованием под давлением, начиная от основ теплотехники и классификации сосудов до действий персонала в случае ЧП:
Программа составлена в соответствии с действующими законодательными требованиями и покрывает весь спектр вопросов по безопасной работе с оборудованием под давлением, начиная от основ теплотехники и классификации сосудов до действий персонала в случае ЧП:
- основные сведения из физики и теплотехники;
- назначение, виды и группы сосудов, работающих под давлением;
- порядок ввода в эксплуатацию и учета оборудования, работающего под давлением;
- эксплуатация баллонов для сжатых, сжиженных и растворенных газов;
- эксплуатация газификаторов, газгольдеров и газоразрядных ламп;
- эксплуатация стерилизаторов, автоклавов;
- эксплуатация резервуаров, бочек, цистерн, баллонов, барокамер, ресиверов, сосудов Дьюара;
- основные требования, предъявляемые к персоналу, обслуживающему сосуды под давлением;
- порядок допуска персонала к обслуживанию сосудов;
- порядок действий в случаях аварий при эксплуатации оборудования под давлением.
Обучение можно пройти как в очной форме в оборудованных аудиториях учебного центра, так и дистанционно на базе обучающей интернет-платформы. Последний вариант позволит подготовиться самостоятельно в удобное время из любого региона страны.
Для прохождения подготовки нужно иметь документ о наличии среднего общего образования. Слушателям, успешно окончившим обучение, выдается удостоверение установленного образца о повышении квалификации, действующее один год.
comments powered by HyperComments
Источник