
Люки лючки крышки сосудов

OCT 26-2008-83
ОТРАСЛЕВОЙ СТАНДАРТ
КРЫШКИ
ПЛОСКИЕ ЛЮКОВ
СТАЛЬНЫХ
СВАРНЫХ СОСУДОВ И АППАРАТОВ
Конструкция
Предисловие
1.
РАЗРАБОТАН Центральным конструкторским бюро нефтеаппаратуры (ЦКБН)
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ письмом министерства химического и нефтяного
машиностроения от 23 мая 1983 г. № 11-10-4/740
3. ЗАРЕГИСТРИРОВАН
ВНИИКИ ГР № 8297572 от 16 сентября 1983 г.
4. ВЗАМЕН ОСТ 26-2008-77
5. ПЕРЕИЗДАНИЕ 1994 г., июнь С ИЗМЕНЕНИЯМИ № 1; 2; 3; 4: 1 – ИУС
№ 3-1987 г., 2 – ИУС
№ 6-1989 г.,
3 – ИУС № 12-1990
г., 4 – ИУС № 7; 8-1992 г.
6. СРОК ПЕРВОЙ
ПРОВЕРКИ – 1997
г., периодичность проверки – 5 лет.
ОТРАСЛЕВОЙ СТАНДАРТ
КРЫШКИ
ПЛОСКИЕ ЛЮКОВ
СТАЛЬНЫХ
СВАРНЫХ СОСУДОВ И АППАРАТОВ
Конструкция
Дата введения 1994-01-01
Настоящий стандарт
распространяется на плоские крышки люков по ОСТ
26-2002, ОСТ
26-2005, ОСТ
26-2007.
В настоящем стандарте
использованы ссылки на следующие стандарты:
ОСТ
26-2002-83 Люки с плоскими крышками стальных
сварных сосудов и аппаратов. Конструкция.
ОСТ
26-2005-83 Люки с фланцами, приварными встык, с
уплотнительной поверхностью «выступ-впадина» стальных сварных сосудов и аппаратов. Конструкция.
ОСТ
26-2006-83 Люки с фланцами, приварными встык, с
уплотнительной поверхностью «шип-паз» стальных
сварных сосудов и аппаратов. Конструкция.
OCT 26-2007-83 Люки с фланцами, приварными встык, под прокладку восьмиугольного сечения
стальных сварных сосудов и аппаратов. Конструкция.
ОСТ
26-2011-83 Люки стальных сварных сосудов и
аппаратов. Общие технические требования.
3.1. Стандарт устанавливает
конструкции крышек следующих исполнений:
1 – с гладкой
уплотнительной поверхностью;
2 – с уплотнительной поверхностью
типа «шип»;
3 – с уплотнительной
поверхностью типа «выступ»;
4 – с уплотнительной
поверхностью под прокладку восьмиугольного сечения.
3.2.
Конструкция и размеры крышек исполнения 1 должны соответствовать указанным на
рисунке 1 и в таблице 1.
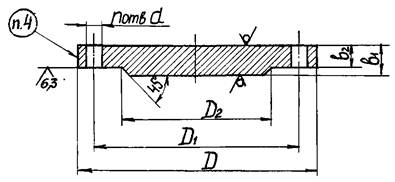
Рисунок 1
Таблица 1
Размеры в миллиметрах
Давление условное | Диаметр внутренний люка | D | D1 | D2 | b1 | b2 | d | n | |
МПа | кгс/см2 | ||||||||
0,1 | 1 | 400 | 510 | 470 | 390 | 10 | 7 | 18 | 20 |
0,6 | 6 | 520 | 480 | 20 | 17 | 23 | 16 | ||
1,0 | 10 | 535 | 495 | 22 | 19 | 20 | |||
1,6 | 16 | 26 | 23 | ||||||
0,6 | 6 | 450 | 570 | 530 | 440 | 20 | 17 | ||
1,0 | 10 | 590 | 550 | 24 | 21 | 24 | |||
1,6 | 16 | 30 | 27 | ||||||
0,1 | 1 | 500 | 610 | 570 | 490 | 10 | 7 | 18 | |
0,6 | 6 | 620 | 580 | 20 | 17 | 23 | 20 | ||
1,0 | 10 | 640 | 600 | 26 | 23 | 24 | |||
1,6 | 16 | 32 | 29 | ||||||
0,1 | 1 | 600 | 710 | 670 | 590 | 12 | 8 | 18 | 28 |
0,3 | 3 | 720 | 680 | 20 | 16 | 23 | 20 | ||
0,6 | 6 | 22 | 18 | 24 | |||||
1,0 | 10 | 740 | 700 | 30 | 26 | 28 | |||
1,6 | 16 | 36 | 32 | ||||||
0,1 | 1 | 700 | 810 | 770 | 690 | 12 | 8 | 18 | 32 |
0,3 | 3 | 820 | 780 | 20 | 16 | 23 | 24 | ||
0,6 | 6 | 26 | 22 | 28 | |||||
1,0 | 10 | 840 | 880 | 32 | 28 | 32 | |||
1,6 | 16 | 40 | 36 | ||||||
0,1 | 1 | 800 | 925 | 790 | 14 | 10 | 28 | ||
0,3 | 3 | 920 | 20 | 16 | |||||
0,6 | 6 | 28 | 24 | 32 | |||||
Пример условного
обозначения крышки исполнения 1 люка диаметром 400 мм на условное давление 1,6 МПа из стали марки Ст3сп5:
Крышка 1-400-1,6-Ст3сп5 ОСТ 26-2008-83.
3.3.
Конструкция и размеры крышек исполнения 2 должны соответствовать указанным на
рисунке 2 и в таблице 2.
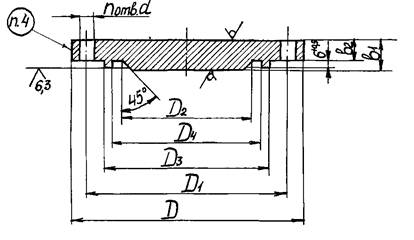
Рисунок 2
Таблица 2
Размеры в миллиметрах
Давление условное | Диаметр внутренний люка | D | D1 | D2 | D3 | D4 | b1 | b2 | d | h | |
МПа | кгс/см2 | ||||||||||
0,6 | 6 | 400 | 520 | 480 | 390 | 443 | 419 | 26 | 17 | 23 | 16 |
1,0 | 10 | 535 | 495 | 457 | 433 | 20 | |||||
1,6 | 16 | ||||||||||
2,5 | 25 | 34 | 25 | 24 | |||||||
4,0 | 40 | 590 | 530 | 429 | 45 | 36 | 33 | 20 | |||
0,6 | 6 | 450 | 570 | 440 | 493 | 469 | 26 | 17 | 23 | ||
1,0 | 10 | 590 | 550 | 513 | 489 | 24 | |||||
1,6 | 16 | 28 | 19 | ||||||||
2,5 | 25 | 36 | 27 | ||||||||
4,0 | 40 | 640 | 580 | 507 | 479 | 50 | 41 | 33 | 20 | ||
0,6 | 6 | 500 | 620 | 490 | 543 | 519 | 26 | 17 | 23 | ||
1,0 | 10 | 640 | 600 | 563 | 539 | 24 | |||||
1,6 | 16 | 32 | 23 | ||||||||
2,5 | 25 | 40 | 31 | 28 | |||||||
4,0 | 40 | 695 | 635 | 557 | 529 | 50 | 41 | 33 | 24 | ||
0,3 | 3 | 600 | 720 | 680 | 590 | 643 | 619 | 26 | 16 | 23 | 20 |
0,6 | 6 | 28 | 18 | 24 | |||||||
1,0 | 10 | 740 | 700 | 663 | 639 | 30 | 20 | 28 | |||
1,6 | 16 | 36 | 26 | ||||||||
2,5 | 25 | 45 | 35 | 32 | |||||||
4,0 | 40 | 795 | 735 | 657 | 629 | 60 | 50 | 33 | 28 | ||
0,3 | 3 | 700 | 820 | 780 | 690 | 743 | 719 | 26 | 16 | 23 | 24 |
0,6 | 6 | 28 | 18 | 28 | |||||||
1,0 | 10 | 840 | 800 | 763 | 739 | 32 | 22 | 32 | |||
1,6 | 16 | 40 | 30 | ||||||||
0,3 | 3 | 800 | 920 | 880 | 790 | 841 | 817 | 26 | 16 | 28 | |
0,6 | 6 | 28 | 18 | 32 | |||||||
Пример условного обозначения крышки исполнения 2 люка диаметром 400 мм на условное давление 1,6 МПа из стали марки Ст3сп5:
Крышка 2-400-1,6-Ст3сп5 ОСТ 26-2008-83.
Пример условного обозначения
крышки исполнения 2 люка диаметром 400 мм на условное давление 4,0 МПа из стали
марки 12X18H10T при применении прокладки из фторопласта:
Крышка 2-400-4,0-12Х18Н10Т-Ф ОСТ
26-2008-83.
3.4. Конструкция и размеры
крышек исполнения 3 должны соответствовать
указанным на рисунке 3 и в таблице 3.
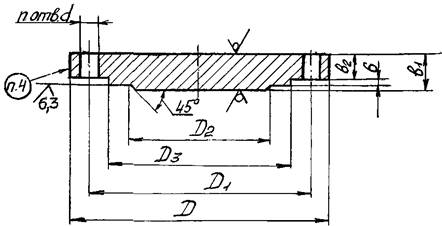
Рисунок 3
Таблица 3
Размеры в миллиметрах
Давление условное | Диаметр внутренний люка | D | D1 | D3 | D2 | b1 | b2 | d | n | |
МПа | кгс/см2 | |||||||||
1,6 | 16 | 400 | 535 | 495 | 457 | 390 | 26 | 17 | 23 | 20 |
2,5 | 25 | 34 | 25 | 24 | ||||||
4,0 | 40 | 590 | 530 | 45 | 36 | 33 | 20 | |||
1,6 | 16 | 450 | 550 | 513 | 440 | 28 | 19 | 23 | 24 | |
2,5 | 25 | 36 | 27 | |||||||
4,0 | 40 | 640 | 580 | 507 | 50 | 41 | 33 | 20 | ||
1,6 | 16 | 500 | 600 | 563 | 490 | 32 | 23 | 23 | 24 | |
2,5 | 25 | 40 | 31 | 26 | ||||||
4,0 | 40 | 695 | 635 | 557 | 50 | 41 | 33 | 24 | ||
1,6 | 16 | 600 | 740 | 700 | 663 | 590 | 36 | 26 | 23 | 28 |
2,5 | 25 | 45 | 35 | 32 | ||||||
4,0 | 40 | 795 | 735 | 657 | 60 | 50 | 33 | 28 | ||
Пример условного
обозначения крышки исполнения 3 люка диаметрам 400 мм на условное давление 2,5 МПа из стали
марки 16ГС:
Крышка 3-400-2,5-16ГС ОСТ 26-2008-83
3.5.
Конструкция и размеры крышек исполнения 4 должны соответствовать указанным на
рисунке 4 и в таблице 4.
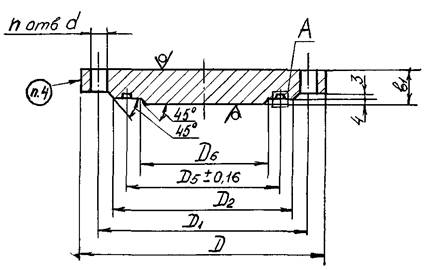
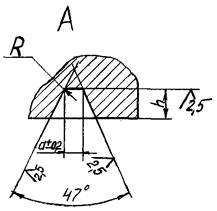
Рисунок 4
Таблица 4
Размеры в миллиметрах
Давление условное | Диаметр | D | D1 | D2 | D5 | D6 | R | а | b1 | h | d | n | |
МПа | кгс/см2 | ||||||||||||
6,3 | 63 | 400 | 590 | 530 | 490 | 430 | 390 | 1,6 | 7 | 50 | 8 | 33 | 20 |
10,0 | 100 | 630 | 565 | 526 | 475 | 70 | 24 | ||||||
16,0 | 160 | 715 | 630 | 578 | 10 | 95 | 12 | 46 | 20 | ||||
6,3 | 63 | 450 | 640 | 580 | 540 | 510 | 440 | 7 | 55 | 8 | 33 | ||
10,0 | 100 | 690 | 625 | 586 | 525 | 9 | 75 | 24 | |||||
16,0 | 160 | 775 | 690 | 638 | 2,4 | 12 | 100 | 13 | 46 | 20 | |||
6,3 | 63 | 500 | 695 | 635 | 590 | 560 | 490 | 1,6 | 7 | 60 | 8 | 33 | 24 |
10,0 | 100 | 750 | 685 | 649 | 575 | 9 | 80 | 10 | 28 | ||||
Пример условного
обозначения крышки исполнения 4 люка диаметром 400 ммна
условное давление 6,3 МПа из стали марки 09Г2С:
Крышка 4-400-6,3-09Г2С ОСТ 26-2008-83
Технические требования и
маркировка по ОСТ
26-2011.
Допускается производить маркировку на
наружной поверхности.
5. Масса крышек указана в
справочном приложении А.
Таблица А.1
Масса крышек
Давление условное | Диаметр внутренний люка, | Масса, кг, при исполнении крышки | ||||
МПа | кгс/см2 | 1 | 2 | 3 | 4 | |
0,1 | 1 | 400 | 14,4 | – | – | – |
0,6 | 6 | 30,2 | 36,4 | |||
1,0 | 10 | 35,1 | 38,3 | |||
1,6 | 16 | 41,9 | 38,3 | 41,9 | ||
2,5 | 25 | – | 51,4 | 52,8 | ||
4,0 | 40 | 81,8 | 83,0 | |||
6,3 | 63 | – | – | 97,1 | ||
10,0 | 100 | 144,3 | ||||
16,0 | 160 | 266,0 | ||||
0,6 | 6 | 450 | 36,5 | 44,7 | – | |
1,0 | 10 | 47,0 | 47,0 | |||
1,6 | 16 | 59,4 | 51,1 | 59,4 | ||
2,5 | 25 | – | 67,5 | 70,9 | ||
4,0 | 40 | 109,8 | 113,9 | |||
6,3 | 63 | – | – | 127,9 | ||
10,0 | 100 | 199,1 | ||||
16,0 | 160 | 338,1 | ||||
0,1 | 1 | 500 | 21,0 | – | – | – |
0,6 | 6 | 43,6 | 53,6 | |||
1,0 | 10 | 60,7 | 56,1 | |||
1,6 | 16 | 75,4 | 70,8 | 75,4 | ||
2,5 | 25 | – | 89,8 | 93,3 | ||
4,0 | 40 | 130,0 | 134,9 | |||
6,3 | 63 | – | – | 164,1 | ||
10,0 | 100 | 252,6 | ||||
0,1 | 1 | 600 | 34,9 | – | – | – |
0,3 | 3 | 58,6 | 72,7 | |||
0,6 | 6 | 64,6 | 78,7 | |||
1,0 | 10 | 93,9 | 88,1 | |||
1,6 | 16 | 114,0 | 108,0 | 113,6 | ||
2,5 | 25 | – | 135,0 | 142,2 | ||
4,0 | 40 | 206,1 | 215,0 | |||
0,1 | 1 | 700 | 45,7 | – | – | – |
0,3 | 3 | 76,7 | 95,8 | |||
0,6 | 6 | 101,0 | 104,0 | |||
1,0 | 10 | 131,0 | 124,0 | |||
1,6 | 16 | 165,0 | 158,0 | |||
0,1 | 1 | 800 | 69,9 | – | – | – |
0,3 | 3 | 97,3 | 122,0 | |||
0,6 | 6 | 138,0 | 132,0 | |||
Примечание –
Масса крышек подсчитана при плотности стали 7,85 г/см3.
СОДЕРЖАНИЕ
Источник
Люки, лючки, крышки
2.2.1 Сосуды должны быть снабжены необходимым количеством люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт сосудов, а также монтаж и демонтаж разборных внутренних устройств.
Сосуды, состоящие из цилиндрического корпуса и решеток с закрепленными в них трубками (теплообменники), и сосуды, предназначенные для транспортирования и хранения криогенных жидкостей, а также сосуды, предназначенные для работы с веществами первого и второго классов опасности в соответствии с государственными стандартами, но не вызывающие коррозии и накипи, допускается изготовлять без люков и лючков независимо от диаметра сосудов при условии выполнения требования пункта 2.1.4 настоящих Правил.
2.2.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки, а с внутренним диаметром 800 мм и менее – лючки.
2.2.3 Внутренний диаметр круглых люков должен быть не менее 400 мм. Размеры овальных люков по наименьшей и наибольшей осям в свету должны быть не менее 325?400 мм.
Внутренний диаметр круглых или размер по наименьшей оси овальных лючков должен быть не менее 80 мм.
2.2.4 Люки, лючки необходимо располагать в местах, доступных для обслуживания. Требования к устройству, расположению и обслуживанию смотровых окон в барокамерах определяются проектной организацией и указываются в инструкции по монтажу и эксплуатации завода-изготовителя.
2.2.5 Крышки люков должны быть съемными. На сосудах, изолированных на основе вакуума, допускаются приварные крышки.
2.2.6 Крышки массой более 20 кг должны быть снабжены подъемно-поворотными или другими устройствами для их открывания и закрывания.
2.2.7 Конструкция шарнирно-откидных или вставных болтов, хомутов, а также зажимных приспособлений люков, крышек и их фланцев должна предотвращать их самопроизвольный сдвиг.
2.2.8 При наличии на сосудах штуцеров, фланцевых разъемов, съемных днищ или крышек, внутренние размеры которых не менее указанных в пункте 2.2.3 настоящих Правил, обеспечивающих возможность проведения внутреннего осмотра, допускается люки не предусматривать.
Днища сосудов
2.3.1 В сосудах должны применяться днища: эллиптические, полусферические, торосферические (коробовые), сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные.
2.3.2 Эллиптические днища должны иметь высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища. Допускается уменьшение этой величины по согласованию со специализированной организацией.
2.3.3 Торосферические (коробовые) днища должны иметь:
высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра;
внутренний радиус отбортовки не менее 0,1 внутреннего диаметра днища;
внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
2.3.4 Сферические неотбортованные днища могут применяться с приварными фланцами, при этом:
внутренний радиус сферы днища должен быть не более внутреннего диаметра сосуда;
сварное соединение фланца с днищем выполняется со сплошным проваром.
2.3.5 В выпуклых сварных днищах, за исключением полусферических, состоящих из нескольких частей с расположением сварных швов по хорде, расстояние от оси сварного шва до центра днища должно быть не более 1/5 внутреннего диаметра днища.
Круговые швы выпуклых днищ должны располагаться от центра днища на расстоянии не более 1/3 внутреннего диаметра днища.
2.3.6 Конические неотбортованные днища должны иметь центральный угол не более 45°. По заключению специализированной организации по аппаратостроению центральный угол может быть увеличен до 60°.
2.3.7 Плоские днища с кольцевой канавкой и цилиндрической частью (бортом), изготовленные механической расточкой, должны изготовляться из поковки. Допускается изготовление плоского отбортованного днища из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
2.3.8 Для отбортованных и переходных элементов сосудов, за исключением выпуклых днищ, компенсаторов и вытянутых горловин под приварку штуцеров, расстояние l от начала закругления отбортованного элемента до отбортованной кромки в зависимости от толщины s стенки отбортованного элемента должно быть не менее указанного в табл. 1.
Источник