
На пластинчатые теплообменники являются сосудами под давлением

Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 6 августа 2019; проверки требуют 11 правок.
Концептуальная схема пластинчатого теплообменника
Отдельная пластина пластинчатого теплообменника
Пластинчатый теплообменник – устройство, в котором осуществляется передача теплоты от горячего теплоносителя к холодной (нагреваемой) среде через стальные, медные, графитовые, титановые гофрированные пластины, которые стянуты в пакет. Горячие и холодные слои перемежаются друг с другом.
Первый агрегат пластинчатого теплообменника в близком к современному виде был изобретён доктором Ричардом Селигманом, основателем компании Aluminium Plant & Vessel Company Limited в 1923 году. Согласно другим источникам, создателем первого современного пластинчатого теплообменника была шведская компания Густава де Лаваля, выпустившая первую модель, предназначавшуюся для пастеризационного оборудования, в 1938 году.[источник не указан 1718 дней]
Устройство и принцип работы[править | править код]
- Неподвижная плита с присоединительными патрубками.
- Задняя прижимная плита.
- Теплообменные пластины с уплотнительными прокладками.
- Верхняя направляющая.
- Нижняя направляющая.
- Задняя стойка.
- Комплект резьбовых шпилек.
Такая конструкция теплообменника обеспечивает эффективную компоновку теплообменной поверхности и, соответственно, малые габариты самого аппарата. Все пластины в пакете одинаковы, только развернуты одна за другой на 180°, поэтому при стягивании пакета пластин образуются каналы, по которым и протекают жидкости, участвующие в теплообмене. Такая установка пластин обеспечивает чередование горячих и холодных каналов.
Теплообменные пластины с уплотнительными прокладками[править | править код]
Основным элементом теплообменника являются теплопередающие пластины, изготовленные из коррозионно-стойких сплавов толщиной 0,4-1,0 мм методом холодной штамповки. В рабочем положении пластины плотно прижаты друг к другу и образуют щелевые каналы. На лицевой стороне каждой пластины в специальные канавки установлена резиновая контурная прокладка, обеспечивающая герметичность каналов. Два из четырёх отверстий в пластине обеспечивают подвод и отвод греющей или нагреваемой среды к каналу. Два других отверстия, дополнительно изолированы малыми контурами прокладки предотвращающими смешение (переток) греющей и нагреваемой сред. Для предупреждения смешивания сред в случае прорыва одного из малых контуров прокладки предусмотрены дренажные пазы.
Пространственное извилистое течение жидкости в каналах способствует турбулизации потоков, а противоток между нагреваемой и греющей средой способствует увеличению температурного напора и, как следствие, интенсификации теплообмена при сравнительно малых гидравлических сопротивлениях. При этом резко уменьшается отложение накипи на поверхности пластин.
При большой разнице в расходе сред, а также при малой разнице в конечных температурах сред существует возможность многократного теплообмена сред путём петлеобразного направления их потоков. В таких теплообменниках патрубки для подвода сред расположены не только на неподвижной плите, но и на прижимной, а вдоль пластин-перегородок среды движутся в одном направлении.
Одним из важнейших элементов в конструкции пластинчатых теплообменников являются прокладки. Уплотнители в теплообменнике изолируют и направляют смежные жидкостные потоки и предотвращают протекание. Элементы представляют собой цельную каучуковую прокладку и фиксируются в специальных пазах по контуру пластины.
Система крепления уплотнений к пластинам используется как клеевое, так и безклеевое с помощью специальных замков. Для производства уплотнений используется 4 типа стандартных материалов (NBR, EPDM, Viton I, Viton S), кроме того, используется ряд материалов разработанных специально для нестандартного применения.
Среди наиболее распространенных уплотнений выделяют следующие виды:
– S187 VITON (FPM)
FP71 NBR (NITRIL)
GL-265 VITON (FPM)
XGM032 VITON GF/STEAM
NT 500M VITON (FPM)
ЭТ014С NBR (NITRIL)
S20 VITON GF/STEAM
NT 250M VITON (FPM)
MA30W-FKMS-C/PEAK RING GASKET (MA30W-FKMS-CLIP-кольцевое)
GL-85 NBR (NITRIL)
ЭТ004C NBR (NITRIL).
Выбор подходящего материала значительно влияет на срок службы прокладок. Но существуют и другие факторы, от которых зависит пригодность уплотнений: температурный режим, перепады давления, агрессивность среды, естественное старение. Установлено, что температура с показателями меньше, чем максимально допустимые, продляет срок эксплуатации.
Схема теплообмена[править | править код]
В процессе теплообмена жидкости движутся навстречу друг другу (в противотоке). В местах их возможного перетекания находится либо стальная пластина, либо двойное резиновое уплотнение, что практически исключает смешение жидкостей.
Вид гофрирования пластин и их количество, устанавливаемое в раму, зависят от эксплуатационных требований к пластинчатому теплообменнику. Материал, из которого изготавливаются пластины, может быть различным: от недорогой нержавеющей стали до различных экзотических сплавов, способных работать с агрессивными жидкостями.
Материалы для изготовления уплотнительных прокладок также различаются в зависимости от условий применения пластинчатых теплообменников. Обычно используются различные полимеры на основе натуральных или синтетических каучуков.
Виды пластинчатых теплообменников[править | править код]
Пластинчатые теплообменники бывают следующих видов:
- разборные пластинчатые теплообменники;
- паяные пластинчатые теплообменники;
- сварные и полусварные пластинчатые теплообменники.
Основные параметры[править | править код]
Для разборных пластинчатых теплообменников характерны следующие параметры:
- материал пластин: тонколистовые стали (AISI304, AISI316), Титан, Hastelloy, 254SMO и др.;
- температура в пластинах носителя не превышает 200°;
- давление в пластинах носителя не превышает 25кгс/см2;
- поверхность теплообмена одного аппарата может значительно колебаться(0,1 и 2100 м2) в зависимости от назначения;
- число пластин также колеблется от самых малых значений(практикуют от 7-10 пластин) и до самых больших.
Литература[править | править код]
- Г. С. Борисов, В. П. Брыков, Ю. И. Дытнерский и др. Основные процессы и аппараты химической технологии: Пособие по проектированию / Ю. И. Дытнерский. – М.: Химия, 1991. – 496 с. – 24 000 экз. – ISBN 5-7245-0133-3.
Источник
Введение
Пластинчатый теплообменник – один из видов рекуперативных теплообменных аппаратов, в основе работы которого лежит теплообмен между двумя средами через контактную пластину без смешения.
Типы, устройство и принцип работы пластинчатых теплообменников
Принцип работы всех пластинчатых теплообменных аппаратов одинаков:
- На входы ТО подаются теплоносители.
- Теплоносители движутся по внутреннему контуру теплообменного агрегата, который сформирован пакетом пластин.
- В процессе движения, контактируя с поверхностью пластины, более горячий теплоноситель отдает часть тепла нагреваемой среде.
- С выходов теплоносители, с изменившейся температурой, поступают в систему отопления, водоснабжения или вентиляции.
- Входные и выходные отверстия теплообменных аппаратов могут иметь различное сечение (у агрегатов Ридан диаметр достигает 500 мм), и с помощью патрубков подключаются к трубопроводу основной системы.
Данный принцип действия и устройство пластинчатого ТО хорошо продемонстрированы в следующем видео:
Принцип работы пластинчатого теплообменника
Виды пластинчатых теплообменников в зависимости от конструкции:
- разборные;
- паяные;
- сварные;
- полусварные.
Пластинчатые разборные теплообменные аппараты
Пластинчатый разборный теплообменник – устройство, в котором основную функцию теплопередачи между теплоносителями выполняет пакет пластин. Среды не смешиваются между собой благодаря чередованию пластин с плотными резиновыми прокладками, которые образуют два контура движения.
Свое название «разборные» подобный тип агрегатов получил за то, что пакет пластин не только собирается, но и разбирается во время регулярного обслуживания (промывки) или ремонта.
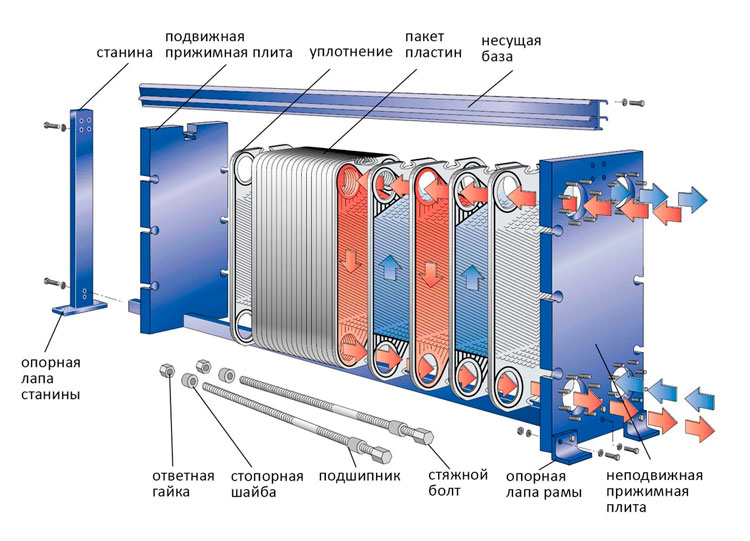
Конструкционная схема разборного теплообменника
Разборный теплообменник состоит из следующих элементов:
- Неподвижная прижимная плита – основной элемент.
- Пластины теплообменного аппарата, выполнены из нержавеющей стали или титана, прижимаются друг к другу с использованием уплотнительных прокладок. Количество пластин зависит от технических параметров и требований к оборудованию.
- Пакет пластин – главный функциональный элемент, который образует внутренний контур устройства и осуществляет теплообмен.
- Несущая база – направляющая балка, на которую надеваются пластины во время сборки агрегата.
- Подвижная прижимная плита – прижимает весь пакет к неподвижной прижимной плите с помощью элементов крепления: стяжных болтов, подшипников, стопорных шайб.
- Опорная станина – вертикальный элемент, к которому прикрепляются направляющие балки (верхняя и нижняя несущие балки).
Благодаря высокой скорости рабочих сред внутри разборных теплообменных аппаратов отложения и засоры скапливаются на его внутренних поверхностях медленнее, чем на поверхностях кожухотрубных агрегатов.
Несомненное достоинство данного вида ТО – возможность полной разборки аппарата, что позволяет производить не только промывку пластин, но и их механическую очистку.
Также стоит отметить, что возможность полной разборки агрегата позволяет не заменять его целиком в случаях протечек, а быстро выявить нерабочие элементы, поменять их и вновь запустить теплообменник в эксплуатацию. При наличии необходимых запасных частей «под рукой» вся процедура займет от нескольких часов до 1 часа.
Паяные теплообменные аппараты
Паяные теплообменники также в своей основе содержат пакет пластин, но отличие от разборных заключается в том, что они спаяны между собой, поэтому сборка/разборка такого пакета – невозможна.
Пайка производится с помощью никеля или меди, поэтому обозначают два основных вида паяных пластинчатых теплообменников: никельпаяный и меднопаяный. Никелевый припой используется для аппаратов, которые будут работать с более агрессивными средами.

Паяный пластинчатый теплообменник в разрезе
Паяные теплообменные аппараты применяются в основном в бытовом сегменте благодаря своей низкой стоимости, простоте и небольшим габаритам. Чаще всего подобный тип устройств можно встретить в системах отопления частных домов, где теплообменник подключается к водонагревательному котлу.
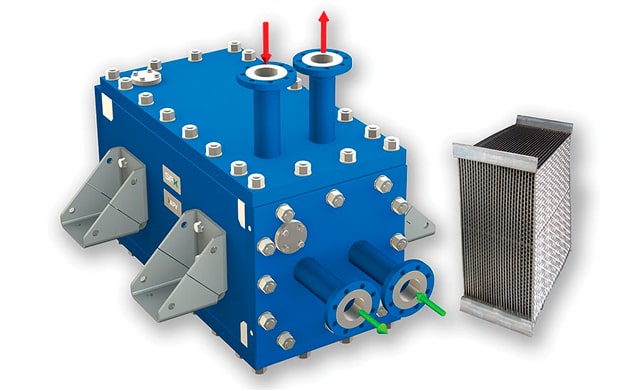
Полусварные теплообменники
Полусварные теплообменные аппараты – агрегаты, в которых пакет пластин сделан комбинированным способом:
- пластины попарно свариваются между собой;
- с внешней стороны такого сдвоенного мини-пакета прикрепляются уплотнения;
- далее прикрепляется следующий сваренный мини-пакет.

Места попарной сварки пластин
Подобный тип конструкции позволяет использовать полусварные теплообменные аппараты в работе с агрессивными средами или в охлаждении, поскольку сварка пластин исключает возможность утечки фреона в охлаждающем контуре.
Сварные теплообменники
Сварные теплообменные аппараты – устройства, в которых пластины сварены между собой без использования уплотнителей.
Внешний вид сварного теплообменника
Один из потоков теплоносителей движется по гофрированным каналам, второй по трубчатым. Принцип работы пластинчатого сварного теплообменника показан в этом видео:
Принцип работы сварного теплообменника
Сварные теплообменные аппараты применяются в технических процессах с предельными параметрами: высокими температурами (до 900 градусов Цельсия), давлением (до 100 бар) и крайне агрессивными средами, поскольку отсутствие резиновых уплотнителей и сварной метод сцепления исключают возможность протечки и смешения сред.
Основные недостатки подобного типа агрегатов: высокая стоимость и габариты.
Применение пластинчатых теплообменников
Пластинчатые теплообменные аппараты используются в:
- энергетике;
- отоплении;
- вентиляции и кондиционировании;
- судоходстве;
- пищевой промышленности;
- машиностроении;
- автомобилестроении;
- металлургии.
Технические характеристики пластинчатых теплообменников
Пластинчатый теплообменник имеет различные технические характеристики в зависимости от типа конструкции:
Разборные | Паяные | Полусварные | Сварные | |
КПД, % | 95 | 90 | 85 | 85 |
Максимальная рабочая температура, °C | 200 | 220 | 350 | 900 |
Максимальное рабочее давление, бар | 25 | 25 | 55 | 100 |
Максимальная мощность, МВт | 75 | 5 | 75 | 100 |
Срок службы, лет | 20 | 20 | 10-15 | 10-15 |
Плюсы и минусы пластинчатых теплообменников
Преимущества:
- Удобство транспортировки и монтажа, поскольку пластинчатый теплообменник имеет меньшие габариты, чем другие виды рекуперативных теплообменных аппаратов.
- Простота обслуживания – разборные, полусварные и сварные теплообменники легко промывать, так как они либо полностью разбираются, как в случае с разборными агрегатами, либо частично, предоставляя доступ к пластинам, как полусварные и сварные аппараты.
- Высокая производительность – КПД пластинчатых агрегатов достигает 95%.
- Цена – стоимость пластинчатых установок ниже, чем аналогичных кожухотрубных, спиральных или блочных агрегатов.
Недостатки:
- Часто требуется заземление. Поскольку пластины имеют малую толщину – они подвержены воздействию блуждающих токов, что приводит к появлению дырок в них.
- Более требовательны к качеству очистки теплоносителя. Так как между пластинами расстояние небольшое, то каналы будут загрязняться быстрее, чем внутренние поверхности кожухотрубного теплообменника, что в свою очередь приводит к снижению коэффициента теплопередачи и, как следствие, КПД пластинчатого теплообменника.
Заключение
Пластинчатый теплообменник – это современный тип теплообменных аппаратов, которые активно вытесняют аналоги устаревших типов, такие как кожухотрубные агрегаты. Этому способствует их компактность, низкая цена и высокие показатели технических характеристик.
В следующей статье мы рассмотрим, как происходит сборка и разборка пластинчатого теплообменника.
Подписывайтесь на наши новости!
Источник
Назначение
Пластинчатые теплообменники – это устройства, используемые для передачи тепловой энергии от одного (более горячего) потока к другому (более холодному) потоку через разделяющие их тонкие металлические пластины, которые стягиваются прижимными плитами, образуя единую конструкцию.
Пластинчатые теплообменники повышают энергоэффективность, потому что энергия потоков, уже находящихся в системе, может быть передана в другую часть процесса, а не просто потрачена впустую. В новую эру устойчивого развития растущая настоятельная необходимость экономии энергии и снижения общего воздействия на окружающую среду сделала больший акцент на использовании теплообменников с более высокой тепловой эффективностью. В этом новом сценарии пластинчатый теплообменник может сыграть важную роль.
История
Пластинчатые теплообменники были впервые введены в 1923 году для пастеризации молока, но в настоящее время используются во многих областях применения в химической, нефтяной, климатической, холодильной, молочной, фармацевтической, пищевой и медицинской промышленности. Это связано с их уникальными преимуществами, такими как гибкая тепловая конструкция (пластины могут быть просто добавлены или удалены для удовлетворения различных требований к тепловому режиму или обработке), простота очистки для поддержания строгих гигиенических условий, хороший контроль температуры (необходимый в криогенных процессах) и лучшие характеристики теплопередачи.
Типы пластинчатых теплообменников
Пластинчатый теплообменник (ПТ) – это компактный тип теплообменника, который использует серию тонких пластин для передачи тепла между двумя жидкостями. Существует четыре основных типа ПТ:
- разборные,
- паяные,
- сварные
- полусварные.
Пластинчатый разборный теплообменник – устройство, в котором основную функцию теплопередачи между теплоносителями выполняет пакет пластин. Среды не смешиваются между собой благодаря чередованию пластин с плотными резиновыми прокладками, которые образуют два контура движения (рисунок 1).
 Рисунок 1 – Разборные пластинчатые теплообменники
Рисунок 1 – Разборные пластинчатые теплообменники
Свое название «разборные» подобный тип агрегатов получил за то, что пакет пластин не только собирается, но и разбирается во время регулярного обслуживания (промывки) или ремонта.
Конструкция разборного теплообменника
Разборный теплообменник состоит из следующих элементов:
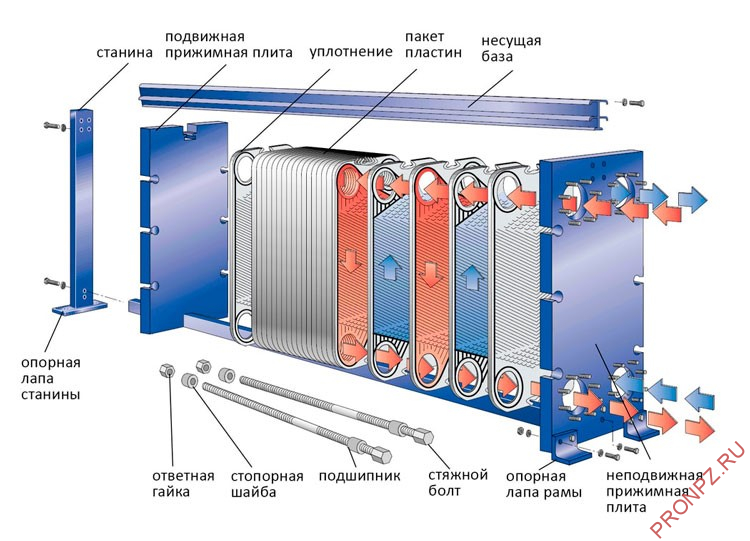 Рисунок 2 – Конструкция пластинчатого теплообменнника
Рисунок 2 – Конструкция пластинчатого теплообменнника
ПТ состоит из:
- пакета тонких прямоугольных пластин с отверстиями, через которые протекают два потока жидкости, где происходит теплопередача. Пластины теплообменного аппарата, выполнены из нержавеющей стали или титана, прижимаются друг к другу с использованием уплотнительных прокладок. Количество пластин зависит от технических параметров и требований к оборудованию.
- рамная пластина (неподвижная прижимная плита),
- прижимная пластина (подвижная прижимная плита), прижимает весь пакет к неподвижной прижимной плите с помощью элементов крепления: стяжных болтов, подшипников, стопорных шайб.
- несущая база – направляющая балка, на которую надеваются пластины во время сборки агрегата.
- опорная станина – вертикальный элемент, к которому прикрепляются направляющие балки (верхняя и нижняя несущие балки).
- верхние и нижние стержни и винты для сжатия пакета пластин.
Индивидуальный пластинчатый теплообменник может вместить до 700 пластин. Когда пакет пластин сжимается, отверстия в углах пластин образуют непрерывные туннели или коллекторы, через которые текучие среды проходят, пересекая пакет пластин и выходя из оборудования. Промежутки между тонкими пластинами теплообменника образуют узкие каналы, которые попеременно пересекаются горячей и холодной жидкостями и обеспечивают небольшое сопротивление теплопередаче.
Типовые пластины и прокладки
Пластины
Самая важная и самая дорогая часть ПТ – это его термические пластины, которые изготавливаются из металла, металлического сплава или даже специальных графитовых материалов, в зависимости от области применения.
Примеры материалов для изготовления ПТ, обычно встречающиеся в промышленном применении:
- нержавеющая сталь,
- титан,
- никель,
- алюминий,
- инколой,
- хастеллой,
- монель,
- тантал.
Пластины могут быть плоскими, но в большинстве случаев имеют гофры, которые оказывают сильное влияние на теплогидравлические характеристики устройства. Некоторые из основных типов пластин показаны на рисунке 3, хотя большинство современных ПТ используют шевронные типы пластин.
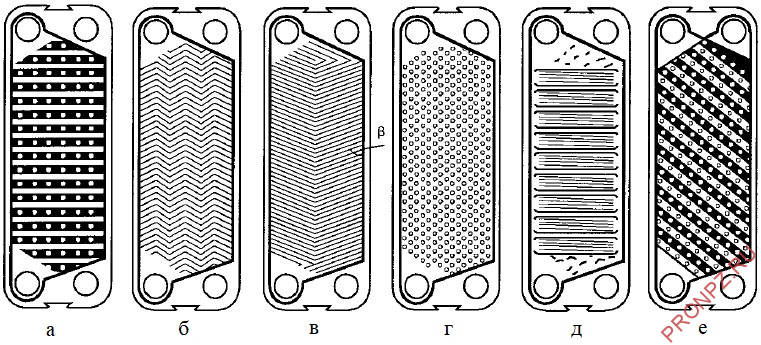 Рисунок 3 – Типичные категории пластинчатых гофр: (а) стиральная доска, (б) зигзагообразная, (в) шевронная или елочка, (г) выступы и углубления, (д) стиральная доска со вторичными гофрами, (е) косая стиральная доска.
Рисунок 3 – Типичные категории пластинчатых гофр: (а) стиральная доска, (б) зигзагообразная, (в) шевронная или елочка, (г) выступы и углубления, (д) стиральная доска со вторичными гофрами, (е) косая стиральная доска.
Каналы, образованные между соседними пластинами, создают закрученное движение для жидкостей, как видно на рисунке 4.
 Рисунок 4 – Турбулентный поток в каналах пластинчатого теплообменника
Рисунок 4 – Турбулентный поток в каналах пластинчатого теплообменника
Угол шеврона обращен в смежных листах, так что, когда пластины затягиваются, гофры обеспечивают многочисленные точки контакта, которые поддерживают оборудование. Уплотнение пластин достигается прокладками, установленными по периметру.
 Рисунок 5 – Технические характеристики пластин
Рисунок 5 – Технические характеристики пластин
Прокладки
Прокладки обычно представляют собой формованные эластомеры, выбранные на основе их совместимости с жидкостью и условий температуры и давления. Многопроходные устройства могут быть реализованы в зависимости от расположения прокладок между пластинами. Бутиловые или нитрильные каучуки – это материалы, обычно используемые при изготовлении прокладок.
Рисунок 6 – Технические характеристики прокладок
Схемы движения потоков в пластинчатом теплообменнике
Однопроходная схема
Простейшие схемы пластинчатых теплообменников – это те, в которых обе жидкости делают только один проход, поэтому нет никакого изменения направления потоков. Они известны как однопроходные схемы 1-1, и есть два типа: противоточные и параллельные. Большим преимуществом однопроходной компоновки является то, что входы и выходы жидкости могут быть установлены в неподвижной пластине, что позволяет легко открывать оборудование для технического обслуживания и очистки, не нарушая работу трубопроводов. Это наиболее широко используемая однопроходная конструкция, известная как U-образная компоновка. Существует также однопроходная Z-схема, в которой имеется вход и выход жидкости через обе торцевые пластины (рисунок 9).
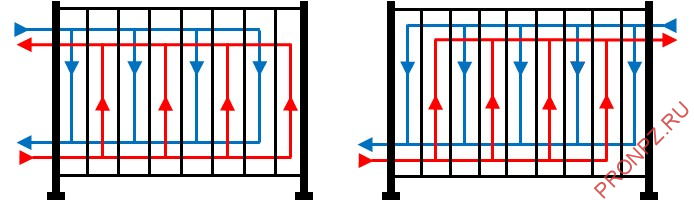 Рисунок 9 – Механизм работы однопроходного ПТ: а) U-образное расположение и Б) Z-образное расположение.
Рисунок 9 – Механизм работы однопроходного ПТ: а) U-образное расположение и Б) Z-образное расположение.
Противоточный поток, где потоки текут в противоположных направлениях, обычно предпочтительнее из-за достижения более высокой тепловой эффективности, по сравнению с параллельным потоком, где потоки текут в одном направлении.
Многопроходная схема
Многопроходные устройства могут также использоваться для повышения теплопередачи или скорости потока потоков и обычно требуются, когда существует существенная разница между расходами потоков (рисунок 10).
 Рисунок 10 – Многопроходный пластинчатый теплообменник
Рисунок 10 – Многопроходный пластинчатый теплообменник
Пластины ПТ могут обеспечивать вертикальный или диагональный поток, в зависимости от расположения прокладок. Для вертикального потока вход и выход данного потока расположены на одной стороне теплообменника, тогда как для диагонального потока они находятся на противоположных сторонах. Сборка пакета пластин включает чередование пластин “а” и “в” для соответствующих потоков. Монтаж пакета пластин в режиме вертикального потока требует только соответствующей конфигурации прокладок, поскольку устройства А и в эквивалентны (они поворачиваются на 180°, как показано на рисунке 11а). Это невозможно в случае диагонального потока, для которого требуются оба типа монтажных пластин (рисунок 11б). Плохое распределение потока с большей вероятностью происходит в массиве вертикального потока.
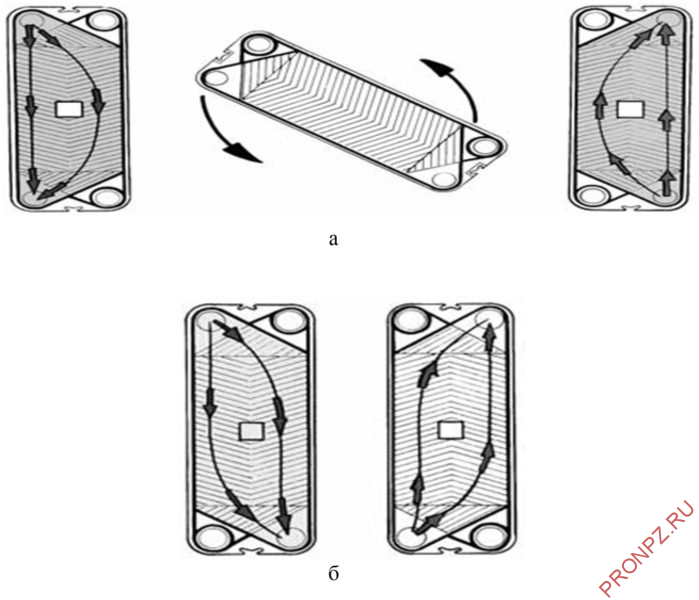 Рисунок 11 – (a) пластина с вертикальным потоком, (б) пластина с диагональным потоком
Рисунок 11 – (a) пластина с вертикальным потоком, (б) пластина с диагональным потоком
Достоинства и недостатки
Достоинства
- Гибкость: простая разборка позволяет адаптировать ПТ к новым технологическим требованиям путем простого добавления или удаления пластин, или изменения количества проходов. Кроме того, разнообразие моделей пластинчатых гофр, доступных вместе с возможностью использования их комбинаций в одном и том же ПТ, означает, что различные конформации блока могут быть протестированы в ходе процедур оптимизации.
- Хороший контроль температуры: благодаря узким каналам, образованным между соседними пластинами, в ПТ содержится лишь небольшой объем жидкости. Таким образом, устройство быстро реагирует на изменения технологических условий с коротким временем запаздывания, так что температура легко контролируется. Это важно, когда необходимо избегать высоких температур. Кроме того, форма каналов уменьшает возможность возникновения застойных зон (мертвого пространства) и зон перегрева.
- Низкая стоимость производства: поскольку пластины только спрессовываются (или склеиваются) вместе, а не свариваются, производство ПТ может быть относительно недорогим. Для изготовления пластин могут быть использованы специальные материалы, чтобы сделать их более устойчивыми к коррозии и/или химическим реакциям.
- Эффективная теплопередача: гофры пластин и малый гидравлический диаметр усиливают образование турбулентного потока, так что для жидкостей можно получить высокие скорости теплопередачи. Следовательно, до 90% тепла может быть восстановлено, по сравнению только с 50% в случае кожухотрубных теплообменников.
- Компактность: высокая тепловая эффективность ПТ означает, что они имеют очень малую площадь. При той же площади теплопередачи ПТ часто могут занимать на 80% меньшую площадь (иногда в 10 раз меньше), чем кожухотрубные теплообменники (Рисунок 7).
- Уменьшение загрязнения: уменьшение загрязнения происходит в результате сочетания высокой турбулентности и короткого времени пребывания жидкости. Поправочные коэффициенты на загрязнения для ПТ могут быть в десятки раз ниже, чем для кожухотрубных теплообменников.
- Простота осмотра и очистки: поскольку компоненты PHE могут быть разделены, можно очистить и проверить все детали, которые подвергаются воздействию жидкостей. Эта особенность необходима в пищевой и фармацевтической промышленности.
- Простое обнаружение утечек: прокладки имеют вентиляционные отверстия (рисунок 8), которые предотвращают смешивание жидкостей в случае отказа, что также облегчает обнаружение утечек.
 Рисунок 7 – Иллюстрация типичной разницы размеров между ПТ и кожухотрубным теплообменником для заданной тепловой нагрузки
Рисунок 7 – Иллюстрация типичной разницы размеров между ПТ и кожухотрубным теплообменником для заданной тепловой нагрузки 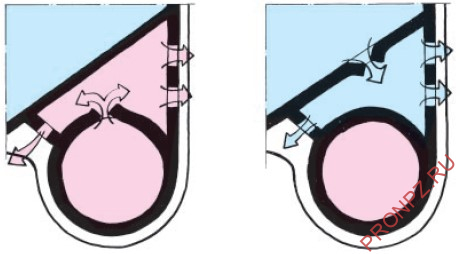 Рисунок 8 – Вентиляционные каналы в прокладках для обнаружения возможных утечек
Рисунок 8 – Вентиляционные каналы в прокладках для обнаружения возможных утечек
Недостатки
- Ограничения температуры и давления: важное ограничение ПТ связано с пластинчатыми прокладками. Давление и температура, превышающие 25 атм и 160 °С соответственно, недопустимы, поскольку они могут привести к утечке стандартных прокладок. Однако прокладки, изготовленные из специальных материалов, выдерживают температуру до 400 °С, и есть возможность приварить или припаять пластины друг к другу, чтобы работать в более тяжелых условиях. Это имело бы дополнительные преимущества увеличения эксплуатационных пределов, а также возможность работы с агрессивными жидкостями, поскольку это исключило бы необходимость в прокладках. Однако ПТ утратит свои основные преимущества гибкости и простоты очистки, а оборудование станет более дорогим.
- Высокий перепад давления: из-за гофрированных пластин и небольшого пространства потока между ними перепад давления из-за трения высок, что увеличивает затраты на перекачку. Падение давления может быть уменьшено путем увеличения числа проходов за проход и разделения потока на большее число каналов. Это уменьшает скорость потока в канале, следовательно, уменьшая коэффициент трения. Однако коэффициент конвективной теплопередачи также снижается, что снижает эффективность работы теплообменника.
- Фазовый переход: в особых случаях ПТ могут использоваться в операциях конденсации или испарения, но не рекомендуются для газов и паров из-за ограниченного пространства внутри каналов и ограничений давления.
- Типы жидкостей: обработка жидкостей, которые являются высоковязкими или содержат волокнистый материал, не рекомендуется из-за высокого перепада давления и проблем распределения потока внутри ПТ. Следует также учитывать совместимость между жидкостью и материалом прокладки. Следует избегать легковоспламеняющихся или токсичных жидкостей из-за возможности утечки.
- Утечка: трение между металлическими пластинами может вызвать износ и образование небольших отверстий, которые трудно обнаружить. В качестве меры предосторожности рекомендуется нагнетать технологическую жидкость под давлением, чтобы уменьшить риск загрязнения в случае утечки из пластины.
Источник