
Накладки на корпус сосуда
Главная / Проектировщику / Справочная информация – ГОСТ СНИП ПБ / ГОСТ 34347-2017 /
Версия для печати
3.1 Общие требования
3.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, должна обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность визуального и измерительного контроля (в том числе внутренней поверхности), очистки, промывки, полного опорожнения, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведения гидравлического испытания и/или визуального и измерительного контроля (наружного или внутреннего) в объеме. требуемом настоящим стандартом, должны быть предусмотрены компенсирующие меры при расчете и проектировании сосуда. В технической документации на сосуд должны быть указаны методика, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
3.1.2 Назначенный или расчетный срок службы сосуда указывают в технической документации.
3.1.3 При проектировании сосудов необходимо учитывать технические требования к перевозке грузов транспортом, обеспечивающим доставку, целостность и сохранность сосуда к месту эксплуатации.
Сосуды, которые не могут быть транспортированы в собранном виде, должны быть спроектированы из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами.
Деление сосуда на транспортируемые части необходимо указывать в технической документации.
3.1.4 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема, перемещения и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
3.1.5 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
3.1.6 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но она должна быть не ниже чем указано в таблице 1.
Таблица 1. Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, ºС | Характеристика рабочей среды |
|---|---|---|---|
| Под налив и от 0 до 0,05 включ. | Независимо | Токсичная 1. 2. 3-го классов опасности по ГОСТ 12.1.007 | |
| 1 | От 0,05 или вакуум | Взрывоопасная, пожароопас- ная и/или токсичная 1. 2. 3-го классов опасности по ГОСТ 12.1.007 | |
| 2 | От 0.05 до 2.5 включ. | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| От 2.5 до 5.0 включ. | Выше 200 | ||
| Св. 5.0 | Независимо | ||
| От 0.05 до 5.0 включ. | Ниже минус 40 | ||
| 3 | От 0,05 до 2.5 включ. | От минус 40 до 400 | |
| Св. 2.5 до 5,0 включ. | От минус 40 до 200 | ||
| 4 | От 0.05 до 1.6 включ. | От минус 20 до 200 | |
| 5 | Под налив и от 0 до 0,05 вкпюч. | Независимо | Любая, за исключением ток- сичной 1. 2. 3-го классов опас- ности по ГОСТ 12.1.007 |
| Вакуум | Взрывобезопасная, пожаро- безопасная и/или токсичная 4-го класса опасности по ГОСТ 12.1.007 | ||
| Для сосудов, работающих при положительных температурах, принимают расчетную температуру. Для сосудов, работающих при отрицательных температурах, принимают минимальную рабочую температуру. Сосуды, работающие при отрицательных температурах от минус 40ºС до минус 20ºС или от 200 до 400ºС при давлении от 0.05 МПа до 1.6 МПа включительно, относятся к 3-й группе. | |||
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
3.1.7 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
3.2 Днища, крышки, переходы
3.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
3.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
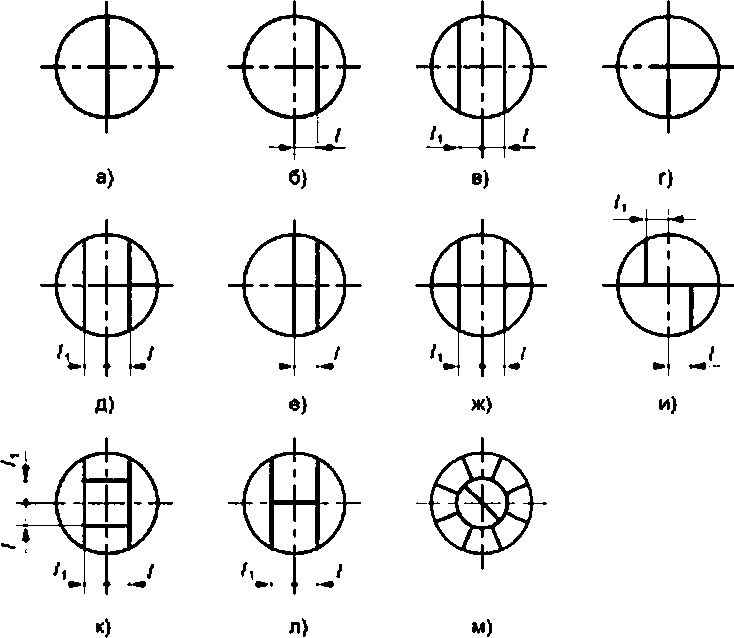
l и l1 – расстояния от оси заготовки эллиптических и торосферических днищ до центра сварного шва
Рисунок 1. Расположение сводных швов заготовок выпуклых днищ
Расстояния l и l1, должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l и l1, должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
3.2.3 выпуклые днища допускается изготавливать из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
3.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м) должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
3.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
3.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
- нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
- смещение t нейтральных осей полушаровой части днища и обечайки корпуса не должно превышать 0.5 (s – s1);
- высота b переходной части обечайки корпуса должна быть не менее Зу.
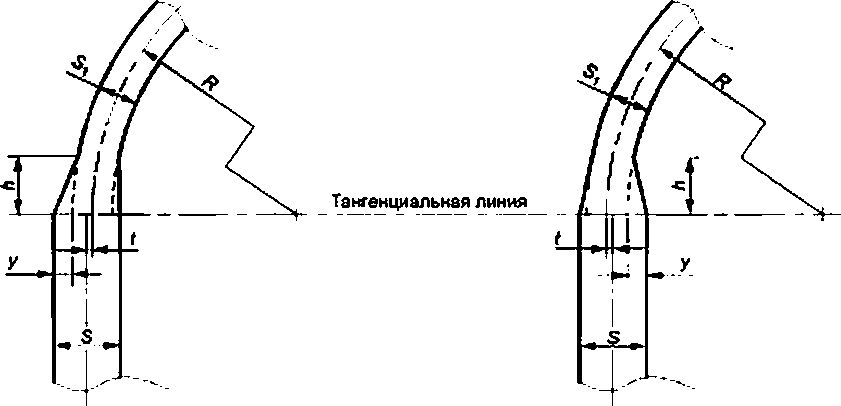
s – толщина стенки обечайки, s1 – толщина стенки днища, R – радиус полусферического днища по нейтральной оси, h – высота переходной части обечайки корпуса, t – смещение нейтральных осей полушаровой части днища и обечайки корпуса, у – расстояние между наружной (внутренней) цилиндрической поверхностью обечайки корпуса и наружной (внутренней) сферической поверхностью днища
Рисунок 2 – Узел соединения днища с обечайкой
3.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1, 2, 3, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
- иметь радиус сферы R не менее 0.85D и не более D;
- привариваться сварным швом со сплошным проваром.
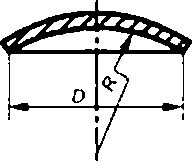
D – внутренний диаметр днища, R – радиус сферы по внутреннему диаметру
Рисунок 3. Сферическое неотбортованное днище
3.2.8 Торосферические днища должны иметь:
- высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
- внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
- внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
3.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1, 2, 3, 4-й групп, работающих под внутренним давлением, если центральный угол при вершине конуса не более 45°.
Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ 34233.1 (пункт 8.10).
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Ограничения, приведенные в перечислениях а) и б), не распространяются на сосуды под налив и сосуды, работающие под давлением от 0 до 0,05 МПа.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
3.2.10 Плоские днища в сосудах, работающих под избыточным давлением или под вакуумом, применяемые в сосудах 1, 2, 3, 4-й групп, необходимо изготовлять из поковок [(см. рисунки 4 а), 4 б)] или отбортованными из листового проката [см. рисунок 4 в)], если отбортовка выполнена штамповкой или обкаткой кромки листа с изгибом на 90°.
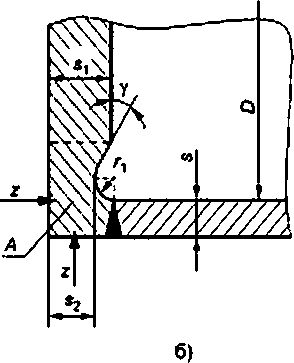
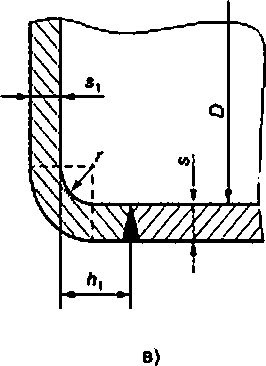
D – внутренний диаметр обечайки; s – толщина обечайки; s1 – толщина днища; s2 – наименьшая толщина днища в месте кольцевой выточки, h1 – длина отбортовки днища, г – радиус закругления днища; r1 – радиус кольцевой выточки; γ – угол проточки днища
Рисунок 4. Плоские днища
При этом необходимо выполнять следующие условия:
- расстояние от начала закругления плоской части днища до оси сварного шва не менее 0,25√DS [см. рисунки 4 а), 4 е)];
- радиус закругления r ≥ max (s; 0,25s1,) [см. рисунки 4 а), 4 е)];
- радиус кольцевой выточки r1 ≥ 0,25s1, но не менее 8 мм [см. рисунок 4 6));
- наименьшая толщина днища [см. рисунок 4 6)] в месте кольцевой выточки S2 ≥ 0,8s1, но не менее толщины обечайки s;
- длина отбортовки днищ h1 ≥ r [см. рисунки 4 а), 4 в)];
- угол проточки γ должен составлять от 30° до 90° [см. рисунок 4 б)];
- зона А контролируется в направлениях z [см. рисунки 4 а). 4 б)] согласно требованиям 4.4.2.
3.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, для сосудов 1-й группы, работающих под налив, а также сосудов, работающих под давлением от 0 до 0,05 МПа должны соответствовать ГОСТ 12622 или ГОСТ 12623.
3.2.12 Длина цилиндрического борта I и зависимости от толщины стенки s (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R не менее 2,5s.
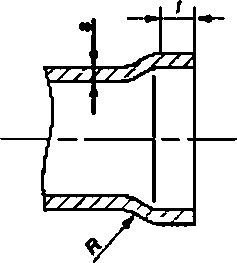
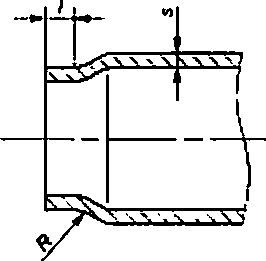
s – толщина стенки для отбортованных и переходных элементов сосуда, R – радиус отбортовки, L – длина цилиндрического борта (участка)
Рисунок 5. Отбортованный и переходный элементы
Таблица 2. Длина цилиндрического борта
| Толщина стенки s, мм | Длина цилиндрического борта I мм, не менее |
|---|---|
| До 5 ВКЛЮЧ. | 15 |
| Св. 5 до 10 включ. | 2s+ 5 |
| Св. 10 до 20 включ. | S+ 15 |
| Св. 20 до 150 включ. | s/2 + 25 |
| Св. 150 | 100 |
3.3 Люки, лючки, бобышки и штуцера
3.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда.
Люки и лючки необходимо располагать в доступных для пользования местах.
3.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325 х 400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать сосуды без люков:
- сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
- сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
- сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
3.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
3.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности приведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
3.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
3.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев, должны быть предохранены от сдвига или ослабления.
3.4 Расположение отверстий
3.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
3.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1, 2, 3, 4-й групп должны быть расположены, как правило, вне сварных швов. Допускается расположение отверстий на продольных и кольцевых швах цилиндрических и конических обечаек, выпуклых днищ без ограничения диаметра отверстий при условии 100%-ной проверки сварных швов радиографическим или ультразвуковым методом, если нет других указаний в технической документации.
3.5 Требования к опорам
3.5.1 Цилиндрические и конические опоры из углеродистых и низколегированных сталей допускается применять для сосудов из коррозионно-стойкой стали при условии, что приварку опоры к сосуду проводят с использованием промежуточной обечайки из коррозионно-стойкой стали.
Приварку опор-стоек, опор-лап, цапф, монтажных штуцеров и других несущих устройств из углеродистой и низколегированной сталей к корпусу сосуда из коррозионно-стойкой стали следует выполнять с использованием подкладных пластин из материала того же класса, что и материал корпуса.
3.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120.
3.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах необходимо выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
3.5.4 Седловые опоры теплообменных аппаратов с извлекаемыми трубными пучками должны выдерживать продольную силу, эквивалентную 1,5 массы трубного пучка теплообменника.
3.6 Требования к внутренним и наружным устройствам
3.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств необходимо выполнять требования 3.1.1.
3.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы было обеспечено удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
3.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
3.6.4 У всех глухих частей сборочных единиц и элементов внутренних устройств должны быть дренажные отверстия диаметром не менее 6 мм для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
У всех наружных глухих элементов (например, накладки), не работающих под давлением, должны быть дренажные отверстий в самых низких местах.
Вместо дренажного отверстия допускается оставить пропуск в нижнем сварном шве длиной 15-20 мм.
3.6.5 Наружные кольца жесткости сосудов с теплоизоляцией должны быть полностью заизолированы на всю толщину теплоизоляции.
< назад / к содержанию / вперед >
Источник
Корпус сосуда предназначен для хранения, транспортировки жидкостей, газов под давлением. Корпус содержит силовую наружную оболочку, внутреннюю перфорированную оболочку, образующие межкорпусное пространство, сообщающееся с внутренним рабочим объемом сосуда и разделенное на отсеки, предпочтительно прямоугольной формы, конструктивными элементами. В отсеках межкорпусного пространства расположено устройство для восстановления функциональности корпуса сосуда высокого давления, выполненное в виде одного, предпочтительно двух-трех слоев листовой накладки из эластичного материала, зафиксированных одним краем на конструктивных элементах межкорпусного пространства с возможностью перемещения незакрепленной части слоя или слоев накладки по нормали к поверхности силовой оболочки корпуса и как минимум в одном направлении вдоль поверхности силовой оболочки корпуса. Технический результат – повышение надежности. 2 з.п. ф-лы, 6 ил.
Формула изобретения
1. Корпус сосуда высокого давления, содержащий силовую наружную оболочку, внутреннюю перфорированную оболочку, образующие межкорпусное пространство, сообщающееся с внутренним рабочим объемом сосуда и разделенное на отсеки, предпочтительно прямоугольной формы, конструктивными элементами, характеризующийся тем, что в отсеках межкорпусного пространства расположено устройство для восстановления функциональности корпуса сосуда высокого давления, выполненное в виде одного, предпочтительно двух-трех, слоев листовой накладки из эластичного материала, зафиксированных одним краем на конструктивных элементах межкорпусного пространства с возможностью перемещения незакрепленной части слоя или слоев накладки по нормали к поверхности силовой оболочки корпуса и, как минимум, в одном направлении вдоль поверхности силовой оболочки корпуса.
2. Корпус по п.1, отличающийся тем, что в накладке, выполненной из двух или более слоев, листы смежных слоев уложены внахлест, с перекрытием друг друга, и закреплены одним краем к противоположным элементам межкорпусных отсеков.
3. Корпус по любому из пп.1 или 2, отличающийся тем, что ближний к силовой оболочке слой накладки выполнен из листа, размер которого в направлении, перпендикулярном закрепленному краю, больше, чем размер отсека в данном направлении, при этом противоположный край листа взаимодействует с элементом конструкции отсека межкорпусного пространства с образованием прогиба листа и поджатием листов других слоев накладки к внутренней оболочке.
Описание изобретения к патенту
Изобретение относится к области к области производства сосудов для хранения, транспортировки жидкостей, газов под давлением и может быть использовано как устройство, обеспечивающее восстановление функциональности корпуса сосуда высокого давления при образовании в нем пробоины.
Известен композитный газовый баллон высокого давления, содержащий внутренний тонкостенный металлический лейнер (герметичный корпус) и внешнюю органопластиковую оболочку вокруг всей поверхности лейнера, который выполнен сварным, содержащим среднюю цилиндрическую часть (обечайку) и две донные (также включающие элементы обечаек, т.е. открытые с торцов цилиндрические части), соединенные со средней частью посредством подкладных колец (патент РФ № 2077682 от 29.04.1994, МПК: F17C 1/06).
Известен сосуд высокого давления, включающий герметичный корпус с днищами, по меньшей мере, двумя элементами обечаек, каждая из которых имеет, по меньшей мере, один открытый торец, и силовую оболочку из, по меньшей мере, одного слоя армированной пластмассы, при этом элементы обечаек с открытых торцов контактируют между собой внахлест, при этом нахлесточный контакт элементов обечаек осуществляется с использованием герметизирующего слоя адгезивного состава и образованием клеевого соединения, при этом величина взаимного нахлеста элементов обечаек рассчитывается по формуле, а силовая оболочка выполнена с перехлестом клеевых нахлесточных соединений и заходом на днища (патент РФ № 2338955, МПК: F17C 1/16).
К недостаткам известных сосудов следует отнести трудности устранения пробоин в корпусе сосуда при наличии в нем избыточного давления, ограниченную область применения по давлению среды в сосуде, ограничения доступа к месту пробоины аварийно-спасательными средствами, непосредственное участие обслуживающего персонала.
Известен способ повышения сопротивления сосуда, нагруженного внешним давлением, преимущественно к ударным волновым нагрузкам, преимущественно подводной лодки, корпус которой выполняют не менее чем из двух оболочек со связями между ними, при этом внешнюю оболочку выполняют сообщающейся с внешней водной средой, а пространство между оболочками заполняют гибкими оболочками, внутренняя полость которых находится под воздействием газа под давлением (патент РФ № 2132285, МПК: B63B 3/13, B63B 3/16, B63B 3/20 – прототип).
Защита обеспечивается следующим образом.
При воздействии ударной волны на поверхность подводной лодки, волна частично воспринимается внешней оболочкой и вместе с жидкостью воздействует на гибкие оболочки между оболочками корпуса. Гибкие оболочки деформируются и гасят большую часть энергии ударной волны.
Внешняя и внутренняя оболочки корпуса образуют объемную силовую конструкцию вместе с силовыми связями, и внешняя оболочка помогает сохранять форму внутренней силовой оболочке, причем приложение нагрузки сдвигается во времени, при этом будет воздействовать фактор обратной волны, которая будет создавать внутреннее давление на внешнюю оболочку корпуса, что приведет к снижению суммарной нагрузки, а связи будут испытывать растяжение.
Основными недостатками данного технического решения является необходимость создания и изменения давления между оболочками в соответствии с глубиной, иметь значительное расстояние между оболочками корпуса, чтобы компенсировать изменение давления и достаточную толщину воздушного слоя для компенсирования ударной нагрузки.
Задачей предложенного изобретения является создание корпуса сосуда высокого давления, конструкция которого обеспечит герметизацию пробоины и восстановление функциональности корпуса в кратчайшие сроки при его пробитии, без участия обслуживающего персонала.
Решение указанной задачи достигается за счет того, что в предложенном корпусе сосуда высокого давления, содержащем наружную силовую оболочку, внутреннюю перфорированную оболочку, образующие межкорпусное пространство, разделенное на отсеки и сообщающееся с внутренним рабочим объемом сосуда, согласно изобретению, в указанных отсеках расположено устройство для восстановления функциональности корпуса сосуда высокого давления, выполненное в виде одного, предпочтительно, двух-трех, слоев листовой накладки из эластичного материала, зафиксированных одним краем на конструктивных элементах межкорпусного пространства с возможностью перемещения незакрепленной части листа/ов накладки по нормали к поверхности силовой оболочки корпуса и, как минимум, в одном направлении вдоль поверхности силовой оболочки корпуса.
В варианте исполнения в накладке, выполненной из двух или более слоев, листы смежных слоев уложены внахлест, с перекрытием друг друга, и закреплены за противоположные края к противоположным элементам межкорпусных отсеков.
В варианте исполнения ближний к силовой оболочке слой накладки выполнен из листа, размер которого в направлении, перпендикулярном закрепленному краю, больше, чем размер отсека в данном направлении, при этом противоположный край листа взаимодействует с элементом конструкции отсека межкорпусного пространства с образованием прогиба листа и поджатием листов других слоев накладки к внутренней оболочке.
Техническим результатом, достигаемым заявляемым изобретением, является создание корпуса сосуда высокого давления, который обеспечивает, при наличии избыточного давления внутри сосуда, восстановление функциональности при его пробитии – герметизация пробоины в кратчайшие сроки и без участия обслуживающего персонала.
Технический результат достигается за счет того, что корпус сосуда высокого давления, содержащий наружную силовую оболочку, внутреннюю перфорированную оболочку, образующие межкорпусное пространство, сообщающееся с внутренним рабочим объемом сосуда и разделенное на отсеки, предпочтительно прямоугольной формы, конструктивными элементами, содержит накладку из эластичного материала, предпочтительно состоящую из двух или более слоев, уложенных внахлест друг на друга, установленную в отсеках межкорпусного пространства. При этом один край листов фиксируют на конструктивных элементах, причем у смежных слоев фиксируют противоположные края. При пробитии, под воздействием перепада давления, незакрепленная часть листа перемещается к поверхности силовой оболочки, одновременно смещаясь и вдоль ее поверхности. Таким образом, происходит смещение отверстия пробоины в накладке относительно пробоины в силовой оболочке. Накладка перекрывает пробоину в силовой оболочке и за счет эластичности материала накладки происходит герметизация пробоины.
Изобретение иллюстрируется чертежами, где на фиг.1 изображена конструктивная схема установки листовой накладки из одного слоя эластичного материала в межкорпусном пространстве; на фиг.2 изображена конструктивная схема установки листовой накладки из двух слоев эластичного материала в межкорпусном пространстве; на фиг.3 показано положение конструктивных элементов в момент возникновения пробоины при установке листовой накладки из одного слоя эластичного материала в межкорпусном пространстве; на фиг.4 – показано положение конструктивных элементов в момент возникновения пробоины при установке листовой накладки из двух слоев эластичного материала в межкорпусном пространстве; на фиг.5 показано положение конструктивных элементов после герметизации пробоины при установке листовой накладки из одного слоя эластичного материала в межкорпусном пространстве; на фиг.6 показано положение конструктивных элементов после герметизации пробоины при установке листовой накладки из двух слоев эластичного материала в межкорпусном пространстве.
Корпус сосуда высокого давления содержит наружную силовую оболочку 1, внутреннюю оболочку 2, образующие межкорпусное пространство 3, сообщающееся с внутренним рабочим объемом сосуда 4 и разделенное на отсеки, предпочтительно прямоугольной формы, конструктивными элементами 5. Внутри межкорпусного пространства 3 установлена накладка 6 из эластичного материала, состоящая из одного, предпочтительно, из двух или более слоев указанного материала, уложенных внахлест друг на друга. Один край слоев накладки 6 зафиксирован на конструктивных элементах 5, причем у смежных слоев зафиксированы противоположные края.
Предложенная конструкция корпуса сосуда высокого давления, при наличии избыточного давления внутри сосуда, работает следующим образом.
При возникновении пробоины (условно не обозначена) в силовой оболочке 1 через образовавшееся отверстие происходит падение давления в объеме между листами накладки 6 и силовой оболочкой 1. Под воздействием перепада давления незакрепленная часть листа накладки 6 перемещается к поверхности силовой оболочки 1, одновременно смещаясь и вдоль ее поверхности.
Таким образом, происходит смещение отверстия пробоины в накладке 6 относительно пробоины в силовой оболочке 1. Накладка перекрывает пробоину в силовой оболочке 1 и за счет эластичности материала накладки 6 происходит герметизация пробоины.
Использование предложенного технического решения позволит создать конструкцию корпуса сосуда высокого давления, обеспечивающего герметизацию пробоины и восстановление его функциональности при его пробитии в кратчайшие сроки, без участия обслуживающего персонала.
Источник