
Неразрушающие методы контроля сварных соединений сосудов
и контроль сварки>>Контроль
сварных соединений>>Методы неразрушающего контроля
Содержание
- Особенности выбора метода неразрушающего контроля
- Визуально-измерительный контроль сварки внешним осмотром
- Ультразвуковая дефектоскопия сварных швов
- Магнитная дефектоскопия сварных соединений
- Радиографический контроль рентгеновскими и гамма-лучами
- Рентгеновский контроль
- Контроль гамма-излучением
К неразрушающим методам контроля сварных соединений относятся контроль внешним
осмотром и различные виды дефектоскопии. Неразрушающий контроль основан на получении
информации о контролируемых материалах с помощью электромагнитных и акустических
полей, а также от проникающих в металл изделия различных веществ.
Для выявления внутренних сварных дефектов широко используют дефектоскопию рентгеновскими
лучами, дефектоскопию гамма-излучением, ультразвуковую дефектоскопию, магнитные
методы дефектоскопия (например, магнитопорошковая дефектоскопия), контроль шва
на проницаемость (в том числе, метод капиллярной дефектоскопии), вакуумную дефектоскопию.
Особенности выбора метода неразрушающего контроля
Выбор оптимального метода неразрушающего контроля зависит от следующих факторов:
1. От физических свойств контролируемого металла
2. От толщины сварного соединения
3. От типа сварного соединения и его толщины
4. От состояния поверхности соединения
5. От особенностей изготовления сварной конструкции
6. От технико-экономических показателей метода контроля и других факторов.
Характерной особенностью большинства методов неразрушающего контроля является,
то, что выявление дефектов происходит лишь косвенным путём, в результате анализа
определённых физических свойств сварного соединения, которые не влияют на работоспособность
изделия.
Например, при радиационной дефектоскопии дефекты типа “нарушения сплошности”
определяют по интенсивности ионизирующего излучения, проходящего через шов.
Результаты подобных методов контроля зачастую сложно расшифровать, поэтому в
их проведении должен быть задействован квалифицированный персонал.
Поскольку среди существующих методов контроля нет универсального, который гарантировал
бы выявление всех дефектов, то важно, в первую очередь, обнаружить недопустимые
дефекты. У каждого из методов есть свои преимущества и недостатки. В большинстве
случаев используют несколько методов. Такой подход позволяет обнаружить дефект
с большой долей вероятности. Далее рассмотрим каждый из методов контроля в отдельности.
Визуально-измерительный контроль сварки внешним осмотром
С помощью внешнего осмотра можно выявить только наружные
дефекты сварного шва. Осмотр можно производить как невооружённым глазом,
так и при помощи увеличительного стекла с многократным увеличением. Размеры
сварных швов проверяют с помощью шаблонов и мерительного инструмента.
Внешний контроль обычно применяют ко всем сварным швам, независимо от степени
ответственности конструкции и от применения других способов контроля. Подробнее
о данном методе контроля рассказывается на странице: “Контроль
сварных швов внешним осмотром и измерением”.
Ультразвуковая дефектоскопия сварных швов
Метод ультразвуковой дефектоскопии основан на свойстве ультразвуковых волн,
проходить сквозь большую толщину металла, и отражаться от скоплений шлака, неметаллических
включений и других дефектов сварного шва.
Ультразвуковые дефектоскопы работают по следующему принципу: пластинку из кварца
или сегнетовой соли подвергают воздействию электрического поля высокой частоты.
Под воздействием поля пластинка излучает ультразвуковые волны, которые направляются
на сварное соединение.
На границе между однородным металлом и дефектом происходит отражение ультразвуковых
колебаний, и отражённая волна воспринимается второй пластинкой. Под воздействием
отражённой волны на этой пластинке образуется переменная разность потенциалов,
величина которой зависит от интенсивности отражённой волны.
Далее электрические колебания, исходящие от пластинки, усиливаются и передаются
в осциллограф. На экране осциллографа происходит одновременно изображение импульсов
волны, направляемой на сварной шов, и волны, отражённой от дефекта в сварном
шве. По расположению этих импульсов определяют расположение и характер сварного
дефекта.
Ультразвуковой метод дефектоскопии позволяет выявить все известные дефекты
сварных соединений. Более подробно о данном методе неразрушающего контроля рассказывается
в статье: “Ультразвуковой
контроль сварных швов. Ультразвуковая дефектоскопия”.
Магнитная дефектоскопия сварных соединений
Суть метода магнитной дефектоскопии состоит в возбуждении неоднородного магнитного
поля, проходящего через сварное соединение с образованием рассеянных магнитных
потоков на участках, содержащих сварные дефекты.
Существует несколько методов магнитного контроля: магнитопорошковая дефектоскопия,
магнитографический контроль и индукционный контроль. Магнитопорошковая дефектоскопия
– самый простой из них, но и достоверность контроля у этого метода ниже, чем
у других.
При магнитопорошковой дефектоскопии проверяемое соединение намагничивается,
на его поверхность наносится магнитный порошок (железная окалина или мелкие
железные опилки) или суспензия и через соединение пропускают магнитное поле.
Магнитный порошок или суспензия, под действием магнитного поля, распределиться
равномерно. Но в местах расположения дефектов будут наблюдаться скопления магнитного
порошка (суспензии).
При магнитографическом контроле магнитное поле, пропускаемое через сварное
соединение, записывают на магнитную плёнку. Для этого магнитную плёнку накладывают
на соединение, во время прохождения по нему магнитного поля. Далее, с помощью
магнитографических дефектоскопов с плёнки считываю записанную информацию, и
преобразуют её в звук, или в изображение на мониторе дефектоскопа. Кроме этих
методов, существует индукционный метод магнитной дефектоскопии.
Более подробную информацию об этих методах контроля можно узнать на странице:
“Магнитные
методы контроля сварных швов. Магнитная дефектоскопия сварки”.
Радиографический контроль сварных соединений. Контроль рентгеновскими
и гамма-лучами
Рентгеновский контроль
Рентгеновские лучи по-разному распространяются в различных материалах. Например,
такие лучи будут по-разному проходить сквозь однородный металл, сквозь шлаковые
включения или сквозь пустоту в металле. На этом свойстве рентгеновского излучения
и основан метод рентгеновской дефектоскопии, схема которого показана на рисунке.
Для контроля сварного шва с одной его стороны устанавливают источник излучения,
а с противоположной стороны – детектор. Рентгеновские лучи, проходя через шов
от источника, облучают детектор (фотоплёнку или фотобумагу), на котором и отображается
полная картина прохождения лучей сквозь металл. Наличие затемнённых мест на
плёнке говорит о том, что интенсивность прохождения лучей в этих зонах было
высоким, следовательно, в этих местах сварного соединения присутствуют дефекты.
Более полную информацию о данном методе неразрушающего контроля смотрите на
странице: “Радиографический
метод контроля сварных соединений Ч.1 Контроль рентгеном”.
Контроль гамма-излучением
Контроль гамма-лучами, также как и контроль рентгеном, основан на способности
гамма-лучей по-разному проходить сквозь металл, неметаллические включения и
пустоту в металле.
Схем гамма-контроля следующая: из ампулы, содержащей радиоактивные изотопы,
направляется поток гамма-лучей на контролируемое соединение. С обратной стороны
соединения находится кассета с фотоплёнкой или фотобумагой, на которой отображается
полная картина прохождения лучей через металл. В местах выявленных дефектов
на плёнке появятся затемнённые области. Для того чтобы упорядочить поток радиоактивного
излучения, ампула помещена в свинцовый контейнер с маленьким отверстием, через
который выходит поток гамма-лучей.
У радиационной дефектоскопии есть преимущества, по сравнению с рентгеновским
просвечиванием. Например, гамма-лучи обладают большей проникающей способностью,
что позволяет их использовать при контроле больших толщин металла, толщиной
более 300мм. Кроме того, контроль гамма-излучением экономически более выгоден,
т.к. имеет меньшую себестоимость. Но, у него также есть и свои недостатки. Например,
радиация представляет большую опасность для здоровья человека. Более подробно
о этом методе контроля сварки рассказано на странице: “Радиографический
метод контроля сварных соединений Ч.2 Радиационный контроль гамма-излучением”.
Видео: неразрушающие методы контроля
Дополнительные материалы по теме:
Источник
ГОСТ 18353-79 “Контроль неразрушающий. Классификация видов и методов” в зависимости от физических явлений, положенных в основу неразрушающего контроля подразделяет его на виды:
– оптический;
– радиационный;
– акустический;
– магнитный;
– вихретоковый;
– электрический;
– радиоволновой;
– тепловой;
– проникающими веществами.
Вид контроля – это условная группировка методов неразрушающего контроля, объединенная общностью физических принципов, на которых они основаны. Методы каждого вида неразрушающего контроля классифицируются по определенным признакам:
– характеру взаимодействия физических полей с объектом;
– первичным информативным параметрам;
– способам получения первичной информации.
Методы контроля качества сварных соединений устанавливает ГОСТ 3242-79.
Применение метода или комплекса методов контроля для обнаружения дефектов сварных соединений при контроле конструкций при ее изготовлении, ремонте и реконструкции зависит от требований, предъявляемых к сварным соединениям в технической документации на конструкцию. Технология контроля сварных швов любым методом должна быть установлена в нормативно-технической документации на контроль.
Методы неразрушающего контроля качества сварных соединений
Визуальный контроль и измерения
Визуально-оптический контроль – это один из методов неразрушающего контроля оптического вида. Он основан на получении первичной информации об объекте при визуальном наблюдении или с помощью оптических приборов. Это органолептический контроль, т.е. воспринимаемый органами чувств (органами зрения) ГОСТ 23479-79 “Контроль неразрушающий. Методы оптического вида” устанавливает требования к методам контроля оптического вида. Визуальный метод контроля позволяет обнаруживать несплошности, отклонения размера и формы от заданных более 0,1 мм при использовании приборов с увеличением до 10х. Визуальный контроль, как правило, производится невооруженным глазом или с использованием увеличительных луп 2х до 7х. В сомнительных случаях и при техдиагностировании допускается увеличение до 20х.
Визуальный контроль выполняется до проведения других методов контроля. Дефекты, обнаруженные при визуальном контроле, должны быть исправлены до проведения контроля другими методами.
Радиографический контроль
Радиационный вид неразрушающего контроля в соответствии с ГОСТ 18353-79 делится на методы: радиографический, радиоскопический, радиометрический. Радиографический метод контроля основан на преобразовании радиационного изображения контролируемого объекта в радиографический снимок. Требования к радиографическому контролю регламентированы ГОСТ 7512-82 “Контроль неразрушающий. Сварные соединения. Радиографический метод”.

Схема просвечивания рентгеновскими лучами:
1 – рентгеновская трубка; 2 – кассета; 3 – фотопленка; 4 – экраны.
Метод ультразвуковой дефектоскопии
Данный метод относится к акустическому виду неразрушающего контроля (ГОСТ 3242-79), применяется при толщине металла шва не менее 4 мм. Он основан на использовании ультразвуковых волн, представляющих собой упругие колебания материальной среды с частотой выше 0,5-0,25 МГц (выше той, которую способны воспринимать слуховые органы человека). В этом методе контроля (ГОСТ 14782-86) используется способность ультразвуковых волн отражаться от границы раздела двух сред, обладающих разными акустическими свойствами. Когда при прохождении через сварной шов ультразвуковые волны встречают на своем пути дефекты (трещины, поры, шлаковые включения, расслоения и т. д.), они отражаются от границы раздела металл–дефект и могут быть зафиксированы при помощи специального ультразвукового дефектоскопа.
Магнитные методы контроля
Магнитные методы контроля основаны на принципе использования магнитного рассеяния, возникающего над дефектом при намагничивании контролируемого изделия. Например, если сварной шов не имеет дефектов, то магнитные силовые линии по сечению шва распределяются равномерно. При наличии дефекта в шве вследствие меньшей магнитной проницаемости дефекта магнитный силовой поток будет огибать дефект, создавая магнитные потоки рассеяния.
Прохождение магнитного силового потока по сварочному шву:
а – без дефекта; б – с дефектом
В соответствии с ГОСТ 18353-79 в зависимости от способа регистрации потоков рассеяния различают три магнитных метода контроля: магнитопорошковый, индукционный, магнитографический. Наиболее распространен магнитопорошковый метод или магнитопорошковая дефектоскопия (МПД).
Вихретоковый контроль
Методы вихретокового контроля основаны на регистрации изменения электромагнитного поля вихревых токов, наводимых возбуждающей катушкой в электропроводящем объекте контроля. Вихревые токи – это замкнутые токи, индуктированные в проводящей среде изменяющимся магнитным полем. Если через катушку пропускать ток определенной частоты, то магнитное поле этой катушки меняет свой знак с той же частотой. Интенсивность и распределение вихревых токов в объекте зависят от его геометрических, электромагнитных параметров и от взаимного расположения измерительного вихретокового преобразователя (ВТП) и объекта. В качестве преобразователя используют обычно индуктивные катушки (одну или несколько). Синусоидальный или импульсный ток, действующий в катушках ВТП, создает электромагнитное поле, которое возбуждает вихревые токи в электропроводящем объекте. Электромагнитное поле вихревых токов воздействует на катушки преобразователя, наводя в них ЭДС или изменяя их полное сопротивление. Регистрируя напряжение на зажимах катушки (трансформаторный вихретоковый метод) или ее сопротивление (параметрический вихретоковый метод) получают информацию о свойствах объекта и о положении преобразователя относительно него.
Методы контроля проникающими веществами
Капиллярная дефектоскопия
Капиллярные методы НК предназначены для обнаружения открытых дефектов, выходящих на поверхность: трещин, пор, раковин, непроваров и других несплошностей поверхности изделий без их разрушения. Различают два основные метода капиллярной дефектоскопии: цветной и люминесцентный. Этими методами контролируют детали различной формы из аустенитных, титановых, алюминиевых, медных и других немагнитных материалов. Эти методы позволяют выявлять:
– трещины сварочные, термические, усталостные;
– пористость, непровары и другие дефекты типа открытых несплошностей различной локализации и протяженности, невидимые невооруженным глазом и лежащие в пределах чувствительности и надежности дефектоскопических средств.
Течеискание
Пузырьковый метод с использованием вакуумных камер
Вакуумный контроль сварных швов применяют в тех случаях, когда применение других способов почему-либо исключено. В частности, этот метод широко применяется при контроле сварных днищ резервуаров, газгольдеров, цистерн, гидроизоляционных ящиков. Он позволяет обнаружить отдельные поры диаметром до 0,004 0,005 мм, а производительность при его использовании достигает 40 – 60 м сварных швов в час. Вакуум создают при помощи переносной вакуум-камеры, которую устанавливают на наиболее доступной стороне проверяемого участка шва, предварительно обильно смоченной мыльным раствором. В результате разности давлений по обеим сторонам шва воздух будет проникать в камеру при наличии неплотностей в сварном соединении. В местах трещин, непроваров, газовых пор образуются стойкие мыльные пузырьки, хорошо видимые через прозрачный верх камеры. Отметив расположение дефектов мелом, цветным карандашом или краской, впускают атмосферный воздух, камеру снимают и сделанные отметки переносят на сварной шов.
Контроль швов газоэлектрическими течеискателями
В настоящее время применяют два вида газоэлектрических течеискателей: гелиевые и галоидные. Чувствительность газоэлектрических течеискателей к выявлению неплотностей в швах очень высока, но ввиду сложности конструкции и значительной стоимости изготовления их применяют только для контроля особо ответственных сварных конструкций.
Принцип работы гелиевого течеискателя основан на высокой способности гелия при определенном вакууме проходить сквозь неплотности сварных швов. При контроле сварные швы снаружи испытуемой емкости обдувают из резинового шланга тонкой струёй гелия, находящегося под небольшим давлением в специальном сосуде – газометре. При наличии неплотностей в швах гелий или его смесь с воздухом попадает из емкости в масс-спектрометрическую камеру, в которой поддерживается высокий вакуум. При попадании гелия в масс-спектрометрическую камеру в ней возникает ионный ток, который подается на индикаторы – миллиамперметр и сирену. Величина отклонения стрелки миллиамперметра позволяет судить о размерах дефекта.
Испытания плотности сварных швов
Испытаниям на плотность подвергают емкости для горючего, масла, воды, трубопроводы, газгольдеры, паровые котлы и др. Существуют несколько методов контроля плотности сварных швов: гидравлическое испытание, испытание водой без давления или наливом, испытание струей воды или поливом, пневматическое испытание, испытание аммиаком, испытание керосином.
Источник
Прочность сварных конструкций зависит от качества швов, которое невозможно объективно оценить после визуального осмотра. Поэтому были разработаны другие методы неразрушающего контроля сварных соединений. При проведении не нарушается целостность элементов конструкции. Неразрушающим контролем сварного соединения обнаруживают внешние и скрытые изъяны, их размеры, расположение. Полученные данные позволяют с высокой точностью определять качество швов. На предприятиях неразрушающему контролю сварных соединений подвергают всю продукцию.

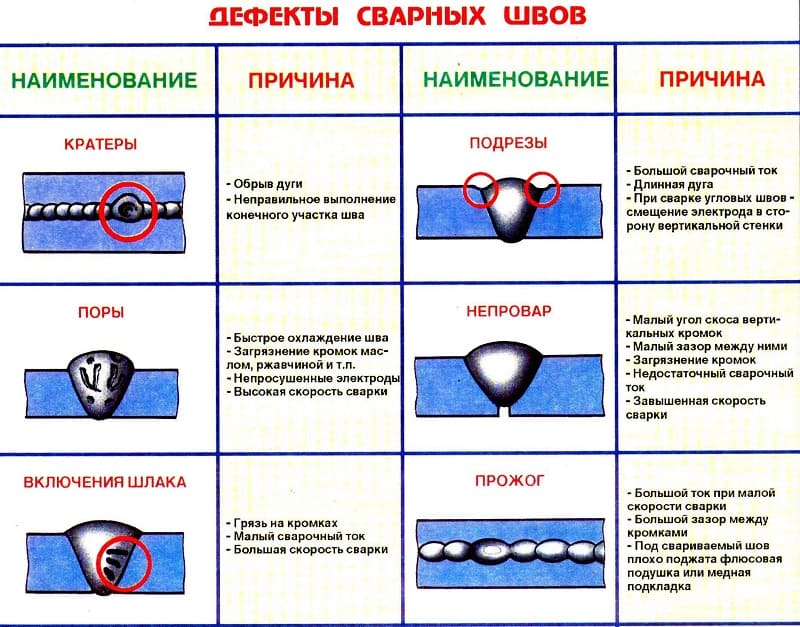
Основные дефекты
Наружные и внутренние дефекты образуются в основном из-за нарушения технологии. Методами неразрушающего контроля сварных швов выявляют:
- Подрезы, которые образуются, если завышен ток или держится длинная дуга.
- Непровары, возникающие при работе с заниженными сварочными токами, завышенной скоростью ведения электрода, недостаточным зазором между кромками заготовок.
- Прожоги образуются, если сварку выполняют завышенным током с малой скоростью.
- Появление пор внутри соединения. Они образуются из-за быстрого охлаждения, от влаги, попадающей в расплавленный металл с непросушенных электродов или плохо очищенных кромок.
- Кратеры появляются при обрыве дуги или неправильном завершении шва.
- Трещины снаружи и скрытые образуются при неравномерном остывании объема расплавленной зоны. Для предотвращения этого явления основной металл предварительно подогревают.
- Кусочки шлака остаются внутри, не успев всплыть при быстром охлаждении шва, если работа выполнялась с повышенной скоростью малым током.
Методы неразрушающего контроля сварных соединений
Способы проверки качества швов и требования, предъявляемые к ним, приведены в ГОСТ 3242-79. Методы объединены в группы по принципу действия. Выбор вида неразрушающего контроля сварных соединений зависит от возможностей и условий проведения.
Визуально-измерительный
Этим методом при внешнем осмотре, используя эталоны, шаблоны, лупу, линейку, выявляют наружные изъяны размером от 0,1 мм. Перед проверкой шов и рядом расположенные поверхности очищают от шлака, брызг металла. К достоинствам относится доступность и отсутствие сложного оборудования. На предприятиях сварщики после обучения самостоятельно проводят проверку соединений на наличие изъянов. Недостатком считают субъективность оценки качества. Работник может не заметить дефект из-за невнимательности, усталости или недомогания. Другие способы контроля применяют после проведения визуального осмотра и устранения выявленных изъянов.
Ультразвуковой
Метод основан на способности звуковых волн высокой частоты, посылаемых излучателем, отражаться от границы раздела сред с разной плотностью. Вернувшийся ультразвук улавливается датчиком дефектоскопа, после преобразования выводится на дисплей. По степени ослабления и углу отражения сигнала оператор определяет расположение, величину дефектов. Мобильный вариант ультразвукового дефектоскопа удобен для проверки качества сварных соединений при монтаже магистральных трубопроводов или больших конструкций.
Из достоинств отмечают простоту проверки и быстрое получение результатов. Однако для расшифровки отраженных сигналов требуется оператор с профессиональной подготовкой. Высокая цена аппаратуры не окупается на мелких предприятиях.
Капиллярный
Этим способом выявляют наружные и сквозные дефекты, которые не видны невооруженным глазом. Принцип действия основан на способности жидкостей (индикаторов) с высокой текучестью проникать в мельчайшие полости, которые наносят на соединение. Через 0,5 — 30 минут, когда индикатор заполнит дефекты, излишки удаляют. Для определения размеров изъянов поверхность обрабатывают реагентом (проявителем), который в местах контакта с индикатором меняет цвет.
На производстве диагностику проводят горячим минеральным маслом и раствором извести, на которой после высыхания проявляются контуры дефектов. Вместо них также применяют пару краска ― бензол. Для улучшения контрастности в качестве проявителя берут флуоресцирующий реагент. Метод недорогой, но не выявляет скрытые дефекты.
Магнитный
Суть метода состоит в наведении на диагностируемом участке магнитного поля. Если изъянов нет, силовые линии остаются ровными, если есть ― изгибаются в местах нарушения структуры металла. На практике магнитные неразрушающие методы контроля выполняют двумя способами:
- графическим с регистрацией искажений специальным прибором;
- с помощью железного порошка, который после высыпания на проверяемый участок начинает скапливаться в местах расположения изъянов.
Радиографический
Этим способом диагностируют швы на особо ответственных конструкциях. Суть заключается в просвечивании металла рентгеновскими лучами или гамма-излучением с фиксацией результата на фотопленке. По изображению на снимке определяют размеры пустот или посторонних включений. Диагностику проводят стационарными и компактными аппаратами для работы в полевых условиях.
К достоинствам радиографии относятся точность результатов, быстрое проведение диагностики. Основным минусом считается повышение уровня радиации рядом с работающим прибором. Поэтому необходимо обеспечение безопасности персонала. Высокая цена аппаратуры и расходных материалов также не радует.
Заключение
Некоторые методы неразрушающего контроля сварных соединений успешно применяют в домашних мастерских. Поскольку требования к самодельным конструкциям невысоки, их проверяют визуально-измерительным неразрушающим контролем сварных соединений. Для освоения технологии покупают специальный кейс с набором инструментов и инструкцией по применению. При проверке швов на герметичность предпочтение отдают капиллярному неразрушающему контролю сварных соединений. В качестве индикатора берут керосин, проявителя ― раствор мела.
Оценка статьи:
(пока оценок нет)
Загрузка…
Источник