
Общие требования для сосудов под давлением

Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ
Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
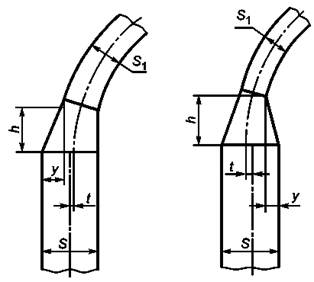
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
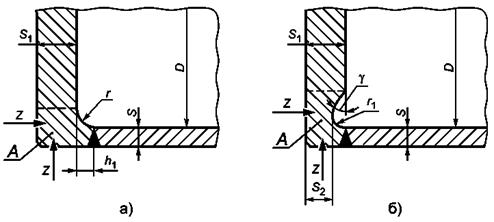
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
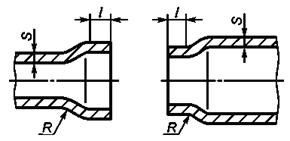
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник
Инструкция по режиму работы и безопасному обслуживанию сосудов, работающих под давлением
Оглавление
Инструкция по режиму работы и безопасному обслуживанию сосудов, работающих под давлением
Принявший орган: None
Тип документа:
Дата начала действия: None
Опубликован:
Настоящую форму можно распечатать из редактора MS Word (в режиме разметки страниц), где настройка параметров просмотра и печати устанавливается автоматически. Для перехода в MS Word нажмите кнопку
.
ИНСТРУКЦИЯ
по режиму работы и безопасному обслуживанию сосудов, работающих под давлением
1. Общие требования безопасности
1.1. Настоящая инструкция разработана на основании Правил устройства и безопасной эксплуатации сосудов, работающих под давлением, утвержденных постановлением Федерального горного и промышленного надзора РФ от 11 июня 2003 года N 91, и предназначена для лиц, обслуживающих указанные сосуды и компрессорные установки. Инструкция должна находиться на рабочих местах, где имеются сосуды, работающие под давлением.
1.2. Работники по обслуживанию сосудов должны знать устройство и условия безопасной эксплуатации оборудования, на котором им приходится работать; знать и выполнять требования Правил устройства и безопасной эксплуатации сосудов, работающих под давлением и настоящей инструкции.
1.3. Для защиты от воздействия опасных и вредных факторов работники по обслуживанию сосудов должны пользоваться сертифицированной спецодеждой и спецобувью, другими средствами индивидуальной защиты в соответствии с отраслевыми нормами.
1.4. Сосуды, работающие под давлением, в зависимости от назначения должны быть оснащены:
- запорной или запорно-регулирующей арматурой, устанавливаемой на штуцерах, непосредственно присоединенных к сосуду, или на трубопроводах, подводящих к сосуду и отводящих из него рабочую среду;
- приборами для измерения давления (манометрами) прямого действия, устанавливаемых на штуцерах сосуда или трубопроводах между сосудами и запорной арматурой;
- приборами для контроля скорости и равномерности прогрева температуры стенок сосуда по его длине и высоте и реперами для контроля тепловых перемещений;
- предохранительными устройствами (клапанами) от повышения давления выше допустимого значения;
- указателями уровня жидкости (для контроля уровня жидкости в сосудах, имеющих границу раздела сред). Указатели уровня должны быть снабжены арматурой (кранами или вентилями) для их отключения от сосуда и продувки с отводом рабочей среды в безопасное место.
Сосуды, снабженные быстросъемными крышками, должны иметь предохранительные устройства, исключающие возможность включения сосуда под давление при неполном закрытии крышки и открывании ее при наличии в сосуде давления. Такие сосуды также должны быть оснащены замками с ключом-маркой.
1.5. На каждый сосуд после выдачи разрешения на его эксплуатацию вывешивается табличка со следующими данными:
- товарный знак или наименование завода-изготовителя;
- наименование или обозначение сосуда;
- порядковый номер сосуда по системе нумерации завода-изготовителя;
- год изготовления;
- рабочее давление, МПа;
- расчетное давление, МПа;
- пробное давление, МПа;
- допустимая максимальная и (или) минимальная рабочая температура стенки, град. С;
- масса сосуда, кг.
Для сосудов с самостоятельными полостями, имеющими разные расчетные и пробные давления, температуру стенок, следует указывать эти данные для каждой полости.
1.6. Сосуды, на которые распространяется действие Правил, должны подвергаться техническому освидетельствованию после монтажа, до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях — внеочередному освидетельствованию.
Объем, методы и периодичность технических освидетельствований сосудов (за исключением баллонов) определяются заводом-изготовителем и указываются в руководстве по эксплуатации.
1.7. Внеочередное освидетельствование сосудов, находящихся в эксплуатации, проводится в следующих случаях:
- если сосуд не эксплуатировался более 12 месяцев;
- если сосуд был демонтирован и установлен на новом месте;
- если произведено выправление выпучин или вмятин, а также реконструкция или ремонт сосуда с применением сварки или пайки элементов, работающих под давлением;
- перед наложением защитного покрытия на стенки сосуда;
- после аварии сосуда или элементов, работающих под давлением, если по объему восстановительных работ требуется такое освидетельствование;
- по требованию государственного инспектора Ростехнадзора или ответственного по надзору за осуществлением производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов, работающих под давлением.
1.8. Ремонт с применением сварки (пайки) сосудов и их элементов, работающих под давлением, должен проводиться по технологии, разработанной изготовителем, конструкторской или ремонтной организацией до начала выполнения работ. Предприятия, выполняющие вышеуказанные виды ремонта, должны иметь соответствующую лицензию органа Ростехнадзора.
1.9. Все данные о проведенных ремонтах заносятся в паспорт сосуда лицом, ответственным за исправное состояние сосуда.
1.10. Паспорта на сосуды, работающие под давлением, как документы для служебного пользования, должны находиться у владельца сосуда — лица, назначенного ответственным за исправное состояние и безопасную эксплуатацию.
1.11. Все приборы, местные и дистанционные, должны быть хорошо освещены и установлены в местах, хорошо обозреваемых с рабочего места.
1.12. Работники по обслуживанию сосудов обязаны выполнять требования настоящей инструкции. Лица, виновные в нарушении и невыполнении требований настоящей инструкции, несут ответственность в соответствии с действующим законодательством.
2. Содержание и обслуживание сосудов
2.1. К работе по обслуживанию и эксплуатации сосудов, работающих под давлением, допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, обученные по соответствующей программе в качестве персонала, обслуживающего сосуды под давлением, прошедшие проверку знаний в аттестационной комиссии и имеющие удостоверение на право обслуживания сосудов. Также данный персонал должен пройти вводный и первичный на рабочем месте инструктажи по охране труда, обучение, стажировку и проверку знаний по вопросам охраны труда в необходимом объеме и иметь удостоверение по охране труда.
2.2. Работники, прошедшие курсовое обучение и успешно сдавшие экзамен, допускаются к стажировке в качестве дублера на срок, установленный руководителем подразделения.
2.3. Во время стажировки обучаемый должен:
- ознакомиться с производственным процессом и оборудованием, на котором
- предстоит в дальнейшем работать;
- изучить настоящую инструкцию и другие производственные инструкции, включая
- инструкции по охране труда в зависимости от выполняемой работы в производственных условиях;
- пройти производственное обучение в качестве стажера-дублера.
2.4. Прикрепление обучаемого к обучающему его работнику оформляется распоряжением по цеху (участку).
2.5. Во время стажировки в качестве стажера-дублера обучаемый производит работы, связанные с обслуживанием сосудов, только с разрешения или под надзором обучающего. Ответственность за правильность действий обучаемого в этот период несет обучающий и сам обучаемый.
2.6. Допуск к самостоятельной работе оформляется также распоряжением по подразделению после прохождения стажировки и проверки знаний по охране труда в квалификационной комиссии организации.
2.7. Периодическая проверка знаний персонала, обслуживающего сосуды, проводится в квалификационной комиссии организации не реже одного раза в 12 месяцев.
2.8. Внеочередная проверка знаний проводится:
- при переходе в другую организацию;
- в случае внесения изменения в инструкцию по режиму работы и безопасному обслуживанию сосуда;
- по требованию государственного инспектора территориального органа Ростехнадзора.
При перерыве в работе по специальности более 12 месяцев персонал, обслуживающий сосуды, после проверки знаний должен перед допуском к самостоятельной работе пройти стажировку для восстановления практических навыков.
3. Ремонт сосудов
3.1. Для поддержания сосудов в исправном состоянии в соответствии с графиком проводится его ремонт.
3.2. Работы по ремонту сосудов с применением сварки или вальцовки должны проводиться организациями, имеющими лицензию органа Ростехнадзора.
3.3. Результаты ремонта заносятся в паспорт сосуда лицом, ответственным за безопасную эксплуатацию сосудов.
3.4. Ремонт сосудов и их элементов, находящихся под давлением, не допускаются.
3.5. До начала производства работ внутри сосуда, соединенного с другими работающими сосудами общим трубопроводом, сосуд должен быть отделен от них заглушками или отсоединен. Отсоединенные трубопроводы должны быть заглушены.
3.6. Применяемые для отключения сосуда заглушки, устанавливаемые между фланцами, должны быть соответствующей прочности и иметь выступающую часть (хвостовик), по которой определяется наличие заглушки.
3.7. При установке прокладок между фланцами они должны быть без хвостовиков.
3.8. При работе внутри сосуда (внутренний осмотр, чистка, ремонт и т.п.) должны применяться безопасные светильники напряжением не выше 12 В, а при взрывоопасных средах — во взрывобезопасном исполнении. Работы внутри сосуда должны выполняться по наряду-допуску.
3.9. Газоопасные работы, к которым относятся в том числе работы внутри сосудов, должны выполняться бригадой в составе не менее двух работников.
4. Требования безопасности перед началом работы
4.1. Работник, обслуживающий сосуды под давлением, обязан:
- осмотреть и проверить исправность оборудования, запорной арматуры и контрольно-измерительных приборов (вентилей, задвижек, манометров, термометров и т.д.), а также освещение их и рабочего места;
- обратить особое внимание на состояние стенок сосуда, наличие вмятин, трещин и других дефектов, исправность и правильность закрытия крышек лазов, люков и лючков, наличие всех крепежных болтов на крышках и люках и равномерность их затяжки, а также наличие табличек установленной формы с ясно различимыми на них сроками технического освидетельствования (внутреннего осмотра и гидравлического испытания);
- проверить на манометрах наличие красной черты (либо пластинки, прикрепленной к корпусу манометра), проходящей через деление, соответствующее разрешенному давлению сосуда, а также годность манометра по сроку его поверки. Эксплуатация манометров с истекшим сроками поверки запрещается. При выключенном манометре стрелка должна возвращаться на нулевую отметку шкалы;
- состояние целостности пломб на предохранительных пружинных клапанах, а также работу предохранительных клапанов путем принудительного подъема клапана (один раз в неделю).
4.2. Произвести наружный осмотр трубопроводов.
4.3. Проверить наличие и исправность заземления сосудов.
4.4. Результаты проверки работник обязан записать в рабочем журнале: «Сосуды осмотрены и приняты по смене исправными»; при наличии замечаний указать, какие они, и поставить свою подпись.
4.5. Обо всех выявленных неполадках в работе оборудования, других нарушениях немедленно сообщить непосредственному руководителю работ и без его указаний к работе не приступать.
5. Требования безопасности при выполнении работ
5.1. Работник обязан:
- не допускать повышения давления в сосудах и трубопроводах выше разрешенного давления по паспорту и технологическим инструкциям, для чего он должен следить, чтобы стрелка манометра не переходила за красную черту;
- при повышении давления больше разрешенного немедленно закрыть вентили на всех подводящих трубопроводах и открыть вентили выхлопа или воздушки;
- не оставлять без надзора сосуды, находящиеся под давлением, особенно если открыт и подается в сосуд источник давления, при необходимости оставить рабочее место работник должен уведомить об этом непосредственного руководителя.
5.2. Сосуд должен быть немедленно остановлен и освобожден от давления в следующих случаях:
- если давление в сосуде поднялось выше разрешенного и не снижается, несмотря на меры, принятые персоналом;
- при выявлении неисправности предохранительных устройств от повышения давления;
- при обнаружении в сосуде и его элементах, работающих под давлением, неплотностей, выпучин, разрыва прокладок;
- при неисправности манометра и невозможности определить давление по другим приборам;
- при снижении уровня жидкости ниже допустимого в сосудах с огневым обогревом;
при выходе из строя всех указателей уровня жидкости;
- при неисправности предохранительных блокировочных устройств;
- при возникновении пожара, непосредственно угрожающего сосуду, находящемуся под давлением.
5.3. О неисправности сосуда работник обязан сообщить лицу, ответственному за исправное состояние и безопасное действие данного сосуда, работающего под давлением, и не приступать к работе до устранения неисправностей.
5.4. Причины аварийной остановки сосуда должны записываться в сменный журнал.
6. Содержание и обслуживание предохранительных клапанов
6.1. На каждый предохранительный клапан заводом-изготовителем должен быть представлен технический паспорт и инструкция по его эксплуатации.
6.2. Проверка исправности работы предохранительных клапанов и редуцирующих устройств проводится специально закрепленным работником (слесарем, механиком), прошедшим обучение и назначенным приказом (распоряжением) по участку, для чего он:
- один раз в три месяца проверяет техническое состояние всех указанных устройств (работник, обслуживающий данный объект, — ежесменно);
- производит ремонт предохранительных клапанов согласно графику ППР, но не реже одного раза в год с полной разборкой, а также внеплановые ремонты при необходимости;
- производит при необходимости регулировку установленных на системах предохранительных клапанов;
- обеспечивает регулировку редуцирующих устройств.
6.3. Результаты осмотра слесарь (механик) записывает в сменный журнал.
Например: «Произведен осмотр технического состояния и работы предохранительных клапанов. Замечаний по содержанию и работе нет» или «Произвел регулировку предохранительного клапана в связи. «.
7. Требования безопасности в аварийных ситуациях
7.1. Сосуд должен быть остановлен и освобожден от давления в следующих случаях:
- если давление в сосуде поднялось выше разрешенного и не снижается, несмотря на меры, принятые персоналом;
- при выявлении неисправности предохранительных устройств от повышения давления;
- при обнаружении в сосуде и его элементах, работающих под давлением, неплотностей, выпучин, разрыва прокладок;
- при неисправности манометра;
- при выходе из строя указателей уровня жидкости;
- при неисправности предохранительных блокировочных устройств;
- при возникновении пожара, непосредственно угрожающего сосуду, находящемуся под давлением.
7.2. В случае возникновения аварийной ситуации работник обязан немедленно известить об этом непосредственного руководителя и в дальнейшем действовать в соответствии с его указаниями и требованиями настоящей инструкции.
7.3. В случае возникновения пожара немедленно сообщить в пожарную часть по телефону «01», своему непосредственному руководителю и приступить к тушению огня имеющимися первичными средствами пожаротушения.
7.4. В случае получения травмы обратиться в медпункт, сохранить по возможности место травмирования в том состоянии, в котором оно было на момент травмирования, доложить своему непосредственному руководителю лично или через коллег по работе.
8. Требования безопасности по окончании работы
8.1. Работник обязан:
- собрать инструмент, приспособления, тару, СИЗ, привести их в надлежащий порядок и убрать в установленное место. Произвести уборку рабочего места;
- обо всех выявленных за время работы неисправностях оборудования, других неполадках или нарушениях сообщить непосредственному руководителю работ и принимающему смену;
- произвести запись в сменном журнале по окончании работы обо всех неисправностях в работе сосуда.
Источник
Источник