
Опоры колонные вертикальных сосудов и аппаратов
АТК 24.200.04-90
Группа Г47
1. РАЗРАБОТАН И ВНЕСЕН
УкрНИИхиммаш
РАЗРАБОТЧИКИ Л.А.Родионов
(руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ УКАЗАНИЕМ Министерства тяжелого машиностроения СССР от
20.09.1990 N AB-002-1-8993
3. ЗАРЕГИСТРИРОВАН
НИИхиммаш за N от 1990 г.
4. Сведения о сроках и
периодичности проверки документа
Срок первой проверки 1995
г.
Периодичность проверки 5
лет.
5. ВЗАМЕН ОСТ 26-467-84
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
_________________
*
Заменен на ОСТ 26-291-94. Здесь
и далее. – Примечание изготовителя базы данных.
1. Настоящий АТК
распространяется на опоры стальные сварные цилиндрические и
конические стальных вертикальных аппаратов диаметром от 400 до 6300
мм при приведенных нагрузках на опору не более 16,0 Мн
(1600·10 кгс).
Допускается применение
АТК для аппаратов, изготовленных из титановых сплавов, при условии
выполнения опор съемными.
2. АТК устанавливает
следующие типы опор:
001 – опора облегченная
цилиндрическая;
1
– опора цилиндрическая с местными косынками;
2
– опора цилиндрическая с наружными стойками под болты;
3
– опора цилиндрическая с кольцевым опорным поясом;
4
– опора коническая с кольцевым опорным поясом.
3. Основные размеры опор
должны соответствовать:
типа 01 – черт.1 и
табл.3;
типа 1, 2, 3 – черт.1, 2,
3 и табл.1;
типа 4 – черт.4 и
табл.2.
Черт.1. Опоры цилиндрические с местными косынками
Тип 1
Опоры цилиндрические с местными косынками
1 – обечайка; 2 – косынка; 3 – кольцо нижнее
Черт.1
Примечание. Количество
косынок должно быть равно количеству фундаментных болтов.
Черт.2. Опоры цилиндрические с наружными стойками под болты
Тип 2
Опоры цилиндрические с наружными стойками под болты
1 – обечайка; 2 – планка; 3 – ребро; 4 – кольцо нижнее
Черт.2.
Примечание. Допускается
изготовление стоек в штампованном исполнении, при этом толщина
стойки должна быть не менее 0,75 толщины планки .
Черт.3. Опоры цилиндрические с кольцевым опорным поясом
Тип 3
Опоры цилиндрические с кольцевым опорным поясом
1 – обечайка; 2 – кольцо верхнее; 3 – ребро; 4 – кольцо нижнее
Черт.3
Черт.4. Опоры конические с кольцевым опорным поясом
Тип 4
Опоры конические с кольцевым опорным поясом
1 – обечайка; 2 – обечайка коническая; 3 – кольцо верхнее; 4 –
ребро; 5 – кольцо нижнее
Черт.4
Таблица
1*
________________
*
Здесь и далее, качество таблиц соответствует оригиналу. –
Примечание изготовителя базы данных.
Основные размеры цилиндрических опор типов 1, 2 и 3
Размеры в мм
Продолжение табл.1
________________
*
Фундаментные болты изготавливаются из стали марки 35 по ГОСТ 1050-74**.
** На территории
Российской Федерации действует ГОСТ
1050-88. Здесь и далее. – Примечание изготовителя базы
данных.
Допускается применение
сталей других марок, механические свойства которых не ниже свойств
указанной стали.
Таблица
2
Основные размеры конических опор типа 4
Размеры в мм
________________
*
Фундаментные болты изготавливаются из стали марки 35 по ГОСТ 1050-74.
Допускается применение
сталей других марок, механические свойства которых не ниже свойств
указанной стали.
Таблица
3
Основные размеры облегченных цилиндрических опор типа
1
Размеры в мм
Допускается уменьшать
толщины элементов опоры и применять для фундаментных болтов марки
стали с механическими характеристиками ниже указанных при
подтверждении расчетом на прочность по ГОСТ 24757-81.
4. Пример условного
обозначения опоры типа 2 для аппарата диаметром 1000 мм,
максимальной приведенной нагрузкой 0,25 МН (25·10 кгс), минимальной приведенной нагрузкой
0,20 МН (20·10 кгс), высотой опоры 1200 мм.
Опора
2-1000-0,25-0,20-1200 АТК 24.200.04-90
Пример условного
обозначения облегченной опоры
Опора
01-1000-0,32-0,125-1200 АТК 24.200.04-90.
5. Формулы для
определения приведенных нагрузок и примеры выбора опор помещены в
обязательном приложении 1.
6. Пределы применения
типов опор в зависимости от минимальной приведенной нагрузки и
диаметра аппаратов приведены в обязательном приложении 3.
7. При подтверждении
расчетом на прочность* разрешается применять для аппаратов опоры с
внутренним диаметром опорной обечайки меньшим, чем внутренний
диаметр обечайки (днища) аппарата.
________________
*
Методика расчета на прочность мест присоединения цилиндрических или
конических опор к днищам, Отчет о НИР, N гос.рег.01890006650,
УкрНИИхиммаш, Харьков, 1989.
8. Высота цилиндрических
опор должна быть не менее 600 мм; высота
выбирается конструктивно по условиям эксплуатации аппарата.
9. Опоры должны
изготовляться в соответствии с требованиями настоящего стандарта,
требованиями ОСТ 26-291-87, по чертежам, утвержденным в
установленном порядке.
10. При приварке опор из
углеродистых сталей к аппаратам из коррозионно-стойких сталей длина
переходной обечайки из коррозионно-стойких сталей определяется в
соответствии с обязательным приложением 2.
11. Материал деталей опор
необходимо выбирать, исходя из условий эксплуатации и в
соответствии с требованиями ОСТ 26-291-87.
12. Необходимое
количество отверстий, лазов (люков), их размеры, расположение и
форма выбираются из условий эксплуатации и монтажа и должны
соответствовать требованиям ОСТ 26-291-87 и ГОСТ 24757-81.
13. Для вентиляции
полости опоры в верхней части должно быть предусмотрено не менее
двух отверстий диаметром 100 мм.
При приварке опор к
днищам, сваренным из отдельных частей, в обечайках опор необходимо
предусмотреть вырезы, позволяющие иметь доступ к сварным радиальным
швам на днищах. В этом случае отверстия для вентиляции не
предусматриваются.
14. Конструкция и
технические требования для фундаментных болтов должны
соответствовать требованиям ГОСТ
24379.0-80 и ГОСТ
24379.1-80.
15. Формулы для
определения расстояния между опорой и осью сварного соединения
днища с корпусом и числовые значения расстояний приведены в
рекомендуемом приложении 4.
16. Формулы для подсчета
массы опор даны в справочном приложении 5.
17. Монтажные нагрузки
должны определяться и учитываться дополнительно монтажными
организациями при определенном способе подъема аппаратов, кроме
случаев подъема аппарата методом скольжения с отрывом от земли, для
которого дополнительной проверки не требуется.
18. В опорах аппаратов с
массой свыше 100 т должны быть предусмотрены устройства для
перевода аппаратов из горизонтального положения в вертикальное.
ПРИЛОЖЕНИЕ 1 (обязательное). Расчет приведенных нагрузок и выбор
опоры
Приложение 1
Обязательное
1. Формулы для
определения приведенных нагрузок
1.1.
Источник
ГОСТ 26296-84
(СТ СЭВ 4349-83)
Группа Г47
ОКП 36 1000
Срок действия с 01.07.85
до 01.07.90*
_______________________________
* Ограничение срока действия снято
постановлением Госстандарта СССР от 25.01.89 N 115
(ИУС N 4, 1989 год). – Примечание изготовителя базы данных.
РАЗРАБОТАН Министерством химического и нефтяного машиностроения
ИСПОЛНИТЕЛИ
В.Н.Стогний (руководитель темы), П.П.Прядкин, С.А.Белов
ВНЕСЕН Министерством химического и нефтяного машиностроения
Член Коллегии А.М.Васильев
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 28 сентября 1984 г. N 3436
ВНЕСЕНА поправка, опубликованная в ИУС N 8, 1985 год
Поправка внесена изготовителем базы данных
ВНЕСЕНО Изменение N 1, утвержденное и введенное в действие Постановлением Государственного комитета СССР по стандартам от 22.12.87 N 4764 с 01.06.88
Изменение N 1 внесено изготовителем базы данных по тексту ИУС N 3, 1988 год
1. Настоящий стандарт распространяется на опорные лапы, привариваемые к корпусу стальных подвесных вертикальных сосудов и аппаратов.
Степень соответствия настоящего стандарта СТ СЭВ 4349-83 приведена в приложении.
(Измененная редакция, Изм. N 1).
2. Опорные лапы изготовляют следующих исполнений:
1 – штампованные (черт.1);
2 – сварные (черт.2);
3 – сварные с увеличенным вылетом для изоляции (черт.2);
4 – штампованные с увеличенным вылетом для изоляции (черт.1).
Черт.1. Штампованные опорные лапы
Штампованные опорные лапы
Черт.1
Черт.2. Сварные опорные лапы
Сварные опорные лапы
Черт.2
(Измененная редакция, Изм. N 1).
3. Основные размеры опорных лап в зависимости от допускаемой нагрузки приведены на черт.1, 2 и в табл.1-4.
Таблица 1
Штампованные опорные лапы
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | , не менее | Катет сварного шва | Масса опорной лапы , кг | |||||||
6300 | 60 | 50 | 34 | 100 | 10 | 25 | 4 | 16 | 3 | 0,35 |
10000 | 80 | 65 | 45 | 130 | 15 | 30 | 5 | 0,60 | ||
16000 | 100 | 85 | 61 | 175 | 20 | 35 | 6 | 24 | 4 | 1,20 |
25000 | 145 | 130 | 98 | 265 | 25 | 45 | 8 | 35 | 5 | 3,60 |
40000 | 195 | 180 | 140 | 375 | 55 | 10 | 6 | 8,50 | ||
63000 | 240 | 225 | 185 | 445 | 65 | 12,00 | ||||
100000 | 250 | 240 | 192 | 485 | 30 | 70 | 12 | 42 | 8 | 16,00 |
Пример условного обозначения опорной лапы исполнения 1 с допускаемой нагрузкой 16000 Н:
Опорная лапа 1-16000 ГОСТ 26296-84
Таблица 2
Сварные опорные лапы
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | , не менее | Катет сварного шва | Масса опорной лапы , кг | ||||||||
6300 | 60 | 50 | 60 | 95 | 99 | 10 | 25 | 4 | 16 | 3 | 0,4 |
10000 | 80 | 65 | 80 | 125 | 130 | 15 | 30 | 24 | 0,7 | ||
16000 | 100 | 85 | 105 | 170 | 176 | 20 | 35 | 5 | 1,5 | ||
25000 | 145 | 130 | 155 | 245 | 253 | 25 | 45 | 6 | 4 | 3,8 | |
40000 | 195 | 180 | 210 | 360 | 370 | 55 | 8 | 35 | 5 | 9,2 | |
63000 | 240 | 215 | 240 | 430 | 442 | 65 | 13,5 | ||||
100000 | 250 | 240 | 270 | 460 | 472 | 30 | 70 | 10 | 42 | 6 | 18,0 |
160000 | 300 | 295 | 335 | 560 | 576 | 35 | 80 | 12 | 8 | 34,0 | |
250000 | 380 | 380 | 425 | 720 | 740 | 40 | 14 | 65,0 | |||
400000 | 420 | 400 | 450 | 800 | 825 | 45 | 90 | 16 | 50 | 10 | 93,0 |
630000 | 460 | 440 | 490 | 880 | 905 | 50 | 100 | 18 | 111,0 |
Пример условного обозначения опорной лапы исполнения 2 с допускаемой нагрузкой 40000 Н:
Опорная лапа 2-40000 ГОСТ 26296-84
Таблица 3
Сварные опорные лапы с увеличенным вылетом для изоляции
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | , не менее | Катет сварного шва | Масса опорной лапы , кг | ||||||||
6300 | 160 | 130 | 150 | 260 | 264 | 20 | 25 | 4 | 16 | 3 | 2,40 |
10000 | 170 | 140 | 160 | 275 | 280 | 25 | 30 | 24 | 3,10 | ||
16000 | 210 | 175 | 200 | 350 | 356 | 30 | 40 | 5 | 5,80 | ||
25000 | 260 | 215 | 240 | 425 | 433 | 40 | 45 | 6 | 10,50 | ||
40000 | 320 | 270 | 300 | 525 | 535 | 45 | 55 | 8 | 35 | 4 | 21,00 |
63000 | 350 | 295 | 330 | 570 | 582 | 50 | 65 | 26,00 | |||
100000 | 390 | 330 | 365 | 635 | 651 | 55 | 70 | 10 | 42 | 5 | 42,00 |
160000 | 440 | 375 | 420 | 715 | 733 | 65 | 80 | 12 | 57,00 | ||
250000 | 520 | 445 | 500 | 850 | 870 | 70 | 100 | 14 | 6 | 92,00 | |
400000 | 580 | 470 | 530 | 950 | 975 | 80 | 120 | 16 | 50 | 8 | 145,00 |
630000 | 640 | 520 | 580 | 1050 | 1080 | 90 | 130 | 20 | 10 | 205,00 |
Пример условного обозначения опорной лапы исполнения 3 с допускаемой нагрузкой 100000 Н:
Опорная лапа 3-100000 ГОСТ 26296-84
Таблица 4
Штампованные опорные лапы с увеличенным вылетом для изоляции
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | , не менее | Катет шва | Масса опорной лапы , кг | |||||||
6300 | 160 | 130 | 114 | 265 | 20 | 25 | 4 | 16 | 3 | 2,2 |
10000 | 170 | 140 | 120 | 280 | 25 | 30 | 5 | 24 | 3,2 | |
16000 | 210 | 175 | 151 | 360 | 30 | 40 | 6 | 4 | 6,1 | |
25000 | 260 | 215 | 183 | 435 | 40 | 45 | 8 | 5 | 12,1 | |
40000 | 320 | 270 | 230 | 535 | 45 | 55 | 10 | 35 | 6 | 22,7 |
63000 | 350 | 295 | 255 | 585 | 50 | 65 | 27,3 | |||
100000 | 390 | 330 | 282 | 650 | 55 | 70 | 12 | 42 | 8 | 40,4 |
Пример условного обозначения опорной лапы исполнения 4 с допускаемой нагрузкой 100000 Н:
Лапа опорная 4-100000 ГОСТ 26296-84
Примечания:
1. Значения допускаемой нагрузки на опорную лапу, указанные в табл.1-4, определены при допускаемом напряжении 130 МПа и модуле продольной упругости 1,8·10 МПа.
Составляющая усилия, действующего на опорную лапу, от изгибающего момента не должна превышать составляющую усилия от массы аппарата. Составляющие усилий на опорную лапу – по СТ СЭВ 2574-80.
2. Значения массы опорной лапы, приведенные в табл.1-4, определены из расчета удельной массы 7,85 кг/дм.
3. Размеры штампованных опор даны для углеродистых сталей.
(Измененная редакция, Изм. N 1).
4. Основные размеры накладных листов в зависимости от допускаемой нагрузки и исполнения опорных лап приведены на черт.3 и табл.5 и 6.
Толщина листа должна быть не менее толщины обечайки.
Черт.3. Накладной лист
Накладной лист
Таблица 5
Накладной лист для штампованных и сварных опорных лап
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | |||
6300 | 80 | 135 | 8 |
10000 | 105 | 175 | 10 |
16000 | 140 | 235 | 12 |
25000 | 210 | 355 | 16 |
40000 | 300 | 505 | 20 |
63000 | 360 | 600 | 25 |
100000 | 390 | 650 | 30 |
160000 | 465 | 775 | 40 |
250000 | 600 | 1000 | 48 |
400000 | 665 | 1110 | 50 |
630000 | 730 | 1220 | 55 |
Таблица 6
Накладной лист для штампованных и сварных опорных лап с увеличенным вылетом для изоляции
Размеры в мм
Допускаемая нагрузка на опорную лапу, Н | |||
6300 | 210 | 355 | 8 |
10000 | 230 | 380 | 10 |
16000 | 290 | 480 | 12 |
25000 | 350 | 585 | 16 |
40000 | 430 | 720 | 20 |
63000 | 470 | 785 | 25 |
100000 | 530 | 880 | 30 |
160000 | 590 | 990 | 40 |
250000 | 700 | 1170 | |
400000 | 780 | 1310 | 50 |
630000 | 870 | 1460 | 55 |
Пример условного обозначения накладного листа для опорной лапы исполнения 2 с допускаемой нагрузкой 400000 Н и толщиной 8 мм:
Накладной лист 2-400000-8 ГОСТ 26296-84
Пример условного обозначения накладного листа для опорной лапы исполнения 3 с допускаемой нагрузкой 160000 Н и толщиной 10 мм:
Накладной лист 3-160000-10 ГОСТ 26296-84
5. При выборе опорной лапы необходимо производить расчет несущей способности обечайки в месте приварки опорной лапы по ГОСТ 26202-84. В случае недостаточной несущей способности обечайки необходимо применять накладные листы или увеличивать толщину стенки обечайки.
4, 5. (Измененная редакция, Изм. N 1).
6. Опорные лапы следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
7. Сварку опорной лапы и приварку ее к обечайке или накладному листу следует производить сплошным двусторонним швом. Катеты сварных швов приведены в табл.1-4.
Приварку опорных лап к гуммированным и освинцованным аппаратам следует производить до нанесения покрытия.
(Измененная редакция, Изм. N 1).
8. В случае приварки опорной лапы из углеродистой стали к аппарату из коррозионно-стойкой стали для исключения контактной коррозии необходимо применять накладные листы из коррозионно-стойкой стали.
9. (Исключен, Изм. N 1).
10. Накладной лист приваривают к обечайке сплошным односторонним швом в соответствии с отраслевой нормативно-технической документацией.
11. Предельные отклонения размеров по ГОСТ 25346-82*.
________________
* Действует ГОСТ 25346-89. – Примечание изготовителя базы данных.
12. На лапу на видном месте должна быть нанесена маркировка, содержащая товарный знак предприятия-изготовителя, обозначение лапы без слов “лапа опорная” и марку материала, из которого она изготовлена. В том случае, если опорные лапы не являются товарной продукцией, маркировку допускается не наносить.
13. При попадании накладного листа на сварной шов обечайки допускается на накладном листе выполнять одно контрольное резьбовое отверстие М10.
12, 13. (Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ (справочное). Соответствие требований ГОСТ 26296-84 требованиям СТ СЭВ 4349-83
ПРИЛОЖЕНИЕ
Справочное
ГОСТ 26296-84 | СТ СЭВ 4349-83 | |
Пункт | Содержание требований | Содержание требований |
2, 3 | Опорные лапы исполнения 4 | – |
4 | Конструкция и размеры накладного листа | – |
2, 3 | Диаметр отверстия под крепежный болт | – |
ПРИЛОЖЕНИЕ. (Введено дополнительно, Изм. N 1).
Электронный текст документа
подготовлен АО “Кодекс” и сверен по:
официальное издание
М.: Издательство стандартов, 1984
Редакция документа с учетом
изменений и дополнений подготовлена
АО “Кодекс”
Источник
СССР
АЛЬБОМ ТИПОВЫХ ИНСТРУКЦИЙ
ОПОРЫ – СТОЙКИ ВЕРТИКАЛЬНЫХ
АППАРАТОВ
Типы, конструкция и размеры
АТК
24.200.03-90
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ
ОПОРЫ-СТОЙКИ ВЕРТИКАЛЬНЫХ АППАРАТОВ Типы, конструкция и размеры | АТК 24.200.03-90 |
Дата
введения 01.01.91
1. Настоящий альбом типовых
конструкций (АТК) распространяется на опоры-стойки (далее опоры) для
стационарных вертикальных стальных сосудов и аппаратов (далее аппаратов) при
допускаемых нагрузках на одну опору 4, 10, 25, 40, 63, 100, 160, 250 кН.
АТК не распространяется на опоры
для эмалированных аппаратов в случае непосредственной установки на днищах или
обечайках, имеющих покрытия.
2. АТК устанавливает четыре типа
опор:
1 – опоры из листового проката
для аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 4
до 250 кН;
2 – опоры из труб для аппаратов
с эллипсоидными днищами с нагрузкой на опору от 10 до 160 кН;
3 – опоры из уголков для
аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 25 до
100 кН;
4 – опоры облегченные для
аппаратов с эллипсоидными и коническими (с углом при вершине 90°) днищами с
нагрузкой на опору от 4 до 100 кН.
3. Опоры типа 1 имеют два
исполнения:
1 – сварные;
2 – штампованные.
4. Конструкция и размеры опор
должны соответствовать:
для опор типа 1 исполнения 1 – черт. 1 и табл. 1;
то же 1 исполнения 2 – черт. 2 и табл. 2;
” 2 – черт. 3 и табл. 3;
” 3 – черт. 4 и табл. 4;
” 4 – черт. 5 и табл. 5.
Масса опор указана в табл. 6.
5. Число опор определяется расчетом
по ГОСТ 26202 и конструктивными соображениями.
6. Резьбовое
отверстие d1 принято для регулировочных
винтов по ATK 24.200.01.
Примечание: При выборе опоры нагрузка на одну опору от массы
аппарата в монтажном состоянии не должна превышать допускаемой нагрузки на
регулировочный винт.
7. Опоры
должны изготовляться в соответствии с требованиями настоящего стандарта,
техническими требованиями ОСТ 26-291, по чертежам, утвержденным в установленном
порядке.
8. Материал
деталей опор: листовой и угловой прокат – Ст3сп, трубы – сталь 10. Допускается
применение других марок сталей с механическими характеристиками не ниже
указанных марок. Материал опор должен соответствовать условиям эксплуатации
аппарата в соответствии с требованием ОСТ 26-291.
9. Опоры привариваются
непосредственно к днищу аппарата или через подкладные листы. Необходимость
установки подкладных листов определяется расчетом по ГОСТ 26202.
Опора типа 1 исполнения 1
Черт. 1
Таблица
1
Размеры в мм
Нагрузка на опору, кН, не более | a | a1 | b | b 1 max | С | С1 | hmax | h1 | S | d | d 1 |
4 | 75 | 100 | 85 | 120 | 22 | 50 | 220 | 10 | 6 | 19 | М12 |
10 | 100 | 130 | 110 | 160 | 60 | 295 | 14 | 8 | М16 | ||
25 | 125 | 160 | 130 | 200 | 80 | 365 | 16 | 24 | М20 | ||
40 | 150 | 200 | 160 | 240 | 40 | 100 | 440 | 20 | 10 | 35 | М24 |
63 | 175 | 230 | 200 | 280 | 120 | 515 | 25 | 12 | М30 | ||
100 | 225 | 290 | 250 | 350 | 160 | 660 | 30 | 16 | 42 | М36 | |
160 | 300 | 390 | 340 | 480 | 60 | – | 875 | 20 | – | ||
250 | 400 | 500 | 450 | 680 | – | 1240 | 25 | – |
Опора типа 1 исполнения 2
1.
Опора 2. Лист опорный
Черт.
2
Таблица 2
Размеры в мм
Нагрузка на опору, кН, не более | a | a1 | b | b1max | b2 | b3 | C | C1 | hmax | h1 | R | S | d | d1 |
4 | 100 | 60 | 85 | 120 | 65 | 5 | 22 | 50 | 220 | 10 | 10 | 6 | 19 | M1 |
10 | 110 | 80 | 110 | 160 | 80 | 60 | 295 | 14 | 12 | 8 | M 1 | |||
25 | 130 | 100 | 130 | 200 | 115 | 80 | 365 | 16 | 15 | 10 | 24 | M 2 | ||
40 | 160 | 120 | 160 | 240 | 140 | 10 | 40 | 100 | 440 | 20 | 18 | 12 | 35 | М2 |
63 | 200 | 150 | 200 | 280 | 160 | 120 | 515 | 25 | 20 | 14 | М3 |
Опора типа 2
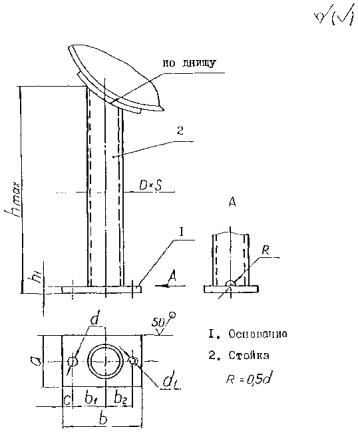
Черт.
3
Таблица
3
Размеры в мм
Нагрузка на опору, кН, не более | D ´ S | a | b | b1 | b2 | С | hmax | h 1 | d | d 1 |
10 | 57 ´ 3,5 | 110 | 170 | 70 | 50 | 25 | 1200 | 14 | 19 | М16 |
25 | 76 ´ 3,5 | 130 | 200 | 90 | 60 | 1300 | 16 | 24 | М20 | |
40 | 89 ´ 4,0 | 150 | 250 | 100 | 70 | 40 | 1400 | 20 | 35 | М24 |
63 | 108 ´ 4,5 | 170 | 280 | 110 | 90 | 1600 | 25 | М30 | ||
100 | 133 ´ 5,0 | 200 | 340 | 130 | 110 | 50 | 30 | 42 | М36 | |
160 | 159 ´ 6,0 | 230 | 310 | 140 | – | – |
Опора типа 3
Черт.
4
Таблица
4
Размеры в мм
Нагрузка на опору, кН, не более | b2 ´ b2 ´ S | a | b | b1 | С | hmax | h 1 | l | d | d 1 |
25 | 63 ´ 63 ´ 6 | 130 | 150 | 90 | 25 | 900 | 16 | 200 | 24 | M 20 |
40 | 80 ´ 80 ´ 8 | 150 | 210 | 120 | 40 | 1100 | 20 | 35 | M 24 | |
63 | 100 |