
Опоры вертикальных сосудов и аппаратов атк
АТК 24.200.03-90
Группа Г47
ОКП 36 1590, 36 8380
Дата
введения 01-01-91
1. РАЗРАБОТАН И ВНЕСЕН
УкрНИИхиммаш
РАЗРАБОТЧИКИ
Г.В.Почтарев, Л.В.Чащина, В.В.Проголаев, С.А.Белов
2. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ указанием Министерства тяжелого машиностроения СССР от
19.06.90 N BA-002-1-6288
3. ЗАРЕГИСТРИРОВАН
НИИхиммашем за N 24.200.03-90 от 13.06.90
4. СВЕДЕНИЯ О СРОКАХ И
ПЕРИОДИЧНОСТИ ПРОВЕРКИ ДОКУМЕНТА
Срок первой проверки 1996
г.
Периодичность проверки 5
лет
5. ВЗАМЕН ОСТ 26-665-87
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение | Номер пункта, |
ГОСТ 16093-81 | п.12 |
ГОСТ 26202-84 | пп.5, 9 |
ОСТ 26-291-87 | пп.7, 8 |
АТК 24.200.01-90 | п.6 |
1. Настоящий альбом
типовых конструкций (АТК) распространяется на опоры-стойки (далее
опоры) для стационарных вертикальных стальных сосудов и аппаратов
(далее аппаратов) при допускаемых нагрузках на одну опору 4, 10,
25, 40, 63, 100, 160, 250 кН.
АТК не распространяется
на опоры для эмалированных аппаратов в случае непосредственной
установки на днищах или обечайках, имеющих покрытия.
2. АТК устанавливает
четыре типа опор:
1
– опоры из листового проката для аппаратов с эллипсоидными и
коническими днищами с нагрузкой на опору от 4 до 250 кН;
2
– опоры из труб для аппаратов с эллипсоидными днищами с нагрузкой
на опору от 10 до 160 кН;
3
– опоры из уголков для аппаратов с эллипсоидными и коническими
днищами с нагрузкой на опору от 25 до 100 кН;
4
– опоры облегченные для аппаратов с эллипсоидными и коническими (с
углом при вершине 90°) днищами с нагрузкой на опору от 4 до 100
кН.
3. Опоры типа 1 имеют два
исполнения:
1
– сварные;
2
– штампованные.
4. Конструкция и размеры
опор должны соответствовать:
для опор | 1 исполнения 1 – черт.1 и | ||
то же | 1 исполнения 2 – черт.2 и | ||
“ | 2 – черт.3 и табл.3; | ||
“ | 3 – черт.4 и табл.4; | ||
“ | 4 – черт.5 и табл.5. | ||
Масса опор указана в
табл.6.
6.* Число опор
определяется расчетом по ГОСТ
26202 и конструктивными соображениями.
________________
*
Нумерация соответствует оригиналу. – Примечание изготовителя базы
данных.
6. Резьбовое отверстие
принято для регулировочных винтов по АТК
24.200.01.
Примечание: При выборе
опоры нагрузка на одну опору от массы аппарата в монтажном
состоянии не должна превышать допускаемой нагрузки на
регулировочный винт.
7. Опоры должны
изготовляться в соответствии с требованиями настоящего стандарта,
техническими требованиями ОСТ
26-291*, по чертежам, утвержденным в установленном порядке.
8. Материал деталей опор:
листовой и угловой прокат – Ст3сп, трубы – сталь 10. Допускается
применение других марок сталей с механическими характеристиками не
ниже указанных марок. Материал опор должен соответствовать условиям
эксплуатации аппарата в соответствии с требованием ОСТ 26-291.
9. Опоры привариваются
непосредственно к днищу аппарата или через подкладные листы.
Необходимость установки подкладных листов определяется расчетом по
ГОСТ 26202.
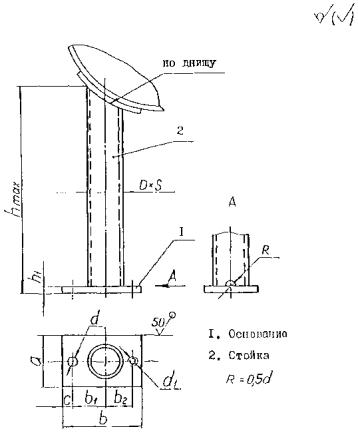
Опора
типа 1 исполнения 1
Опора типа 1 исполнения 1
Черт.1
Таблица 1
Размеры в мм
Нагрузка на | |||||||||||
4 | 75 | 100 | 85 | 120 | 22 | 50 | 220 | 10 | 6 | 19 | M12 |
10 | 100 | 130 | 110 | 160 | 60 | 295 | 14 | 8 | M16 | ||
25 | 125 | 160 | 130 | 200 | 80 | 365 | 16 | 24 | М20 | ||
40 | 150 | 200 | 160 | 240 | 40 | 100 | 440 | 20 | 10 | 35 | М24 |
63 | 175 | 230 | 200 | 280 | 120 | 515 | 25 | 12 | М30 | ||
100 | 225 | 290 | 250 | 360 | 160 | 660 | 30 | 16 | 42 | М36 | |
160 | 300 | 390 | 340 | 480 | 60 | – | 875 | 20 | – | ||
250 | 400 | 500 | 450 | 680 | – | 1240 | 25 | – |
Опора
типа 1 исполнения 2
1. Опора; 2. Лист опорный
Черт.2
Таблица 2
Размеры в мм
Нагрузка на | ||||||||||||||
4 | 100 | 60 | 85 | 120 | 65 | 5 | 22 | 50 | 220 | 10 | 10 | 6 | 19 | M1 |
10 | 110 | 80 |
Доступ к полной версии этого документа ограничен
Ознакомиться с документом вы можете, заказав бесплатную демонстрацию систем «Кодекс» и «Техэксперт».
Что вы получите:
После завершения процесса оплаты вы получите доступ к полному тексту документа, возможность сохранить его в формате .pdf, а также копию документа на свой e-mail. На мобильный телефон придет подтверждение оплаты.
При возникновении проблем свяжитесь с нами по адресу spp@kodeks.ru
Источник
АТК 24.200.04-90
Группа Г47
1. РАЗРАБОТАН И ВНЕСЕН
УкрНИИхиммаш
РАЗРАБОТЧИКИ Л.А.Родионов
(руководитель темы)
2. УТВЕРЖДЕН И ВВЕДЕН В
ДЕЙСТВИЕ УКАЗАНИЕМ Министерства тяжелого машиностроения СССР от
20.09.1990 N AB-002-1-8993
3. ЗАРЕГИСТРИРОВАН
НИИхиммаш за N от 1990 г.
4. Сведения о сроках и
периодичности проверки документа
Срок первой проверки 1995
г.
Периодичность проверки 5
лет.
5. ВЗАМЕН ОСТ 26-467-84
ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
_________________
*
Заменен на ОСТ 26-291-94. Здесь
и далее. – Примечание изготовителя базы данных.
1. Настоящий АТК
распространяется на опоры стальные сварные цилиндрические и
конические стальных вертикальных аппаратов диаметром от 400 до 6300
мм при приведенных нагрузках на опору не более 16,0 Мн
(1600·10 кгс).
Допускается применение
АТК для аппаратов, изготовленных из титановых сплавов, при условии
выполнения опор съемными.
2. АТК устанавливает
следующие типы опор:
001 – опора облегченная
цилиндрическая;
1
– опора цилиндрическая с местными косынками;
2
– опора цилиндрическая с наружными стойками под болты;
3
– опора цилиндрическая с кольцевым опорным поясом;
4
– опора коническая с кольцевым опорным поясом.
3. Основные размеры опор
должны соответствовать:
типа 01 – черт.1 и
табл.3;
типа 1, 2, 3 – черт.1, 2,
3 и табл.1;
типа 4 – черт.4 и
табл.2.
Черт.1. Опоры цилиндрические с местными косынками
Тип 1
Опоры цилиндрические с местными косынками
1 – обечайка; 2 – косынка; 3 – кольцо нижнее
Черт.1
Примечание. Количество
косынок должно быть равно количеству фундаментных болтов.
Черт.2. Опоры цилиндрические с наружными стойками под болты
Тип 2
Опоры цилиндрические с наружными стойками под болты
1 – обечайка; 2 – планка; 3 – ребро; 4 – кольцо нижнее
Черт.2.
Примечание. Допускается
изготовление стоек в штампованном исполнении, при этом толщина
стойки должна быть не менее 0,75 толщины планки .
Черт.3. Опоры цилиндрические с кольцевым опорным поясом
Тип 3
Опоры цилиндрические с кольцевым опорным поясом
1 – обечайка; 2 – кольцо верхнее; 3 – ребро; 4 – кольцо нижнее
Черт.3
Черт.4. Опоры конические с кольцевым опорным поясом
Тип 4
Опоры конические с кольцевым опорным поясом
1 – обечайка; 2 – обечайка коническая; 3 – кольцо верхнее; 4 –
ребро; 5 – кольцо нижнее
Черт.4
Таблица
1*
________________
*
Здесь и далее, качество таблиц соответствует оригиналу. –
Примечание изготовителя базы данных.
Основные размеры цилиндрических опор типов 1, 2 и 3
Размеры в мм
Продолжение табл.1
________________
*
Фундаментные болты изготавливаются из стали марки 35 по ГОСТ 1050-74**.
** На территории
Российской Федерации действует ГОСТ
1050-88. Здесь и далее. – Примечание изготовителя базы
данных.
Допускается применение
сталей других марок, механические свойства которых не ниже свойств
указанной стали.
Таблица
2
Основные размеры конических опор типа 4
Размеры в мм
________________
*
Фундаментные болты изготавливаются из стали марки 35 по ГОСТ 1050-74.
Допускается применение
сталей других марок, механические свойства которых не ниже свойств
указанной стали.
Таблица
3
Основные размеры облегченных цилиндрических опор типа
1
Размеры в мм
Допускается уменьшать
толщины элементов опоры и применять для фундаментных болтов марки
стали с механическими характеристиками ниже указанных при
подтверждении расчетом на прочность по ГОСТ 24757-81.
4. Пример условного
обозначения опоры типа 2 для аппарата диаметром 1000 мм,
максимальной приведенной нагрузкой 0,25 МН (25·10 кгс), минимальной приведенной нагрузкой
0,20 МН (20·10 кгс), высотой опоры 1200 мм.
Опора
2-1000-0,25-0,20-1200 АТК 24.200.04-90
Пример условного
обозначения облегченной опоры
Опора
01-1000-0,32-0,125-1200 АТК 24.200.04-90.
5. Формулы для
определения приведенных нагрузок и примеры выбора опор помещены в
обязательном приложении 1.
6. Пределы применения
типов опор в зависимости от минимальной приведенной нагрузки и
диаметра аппаратов приведены в обязательном приложении 3.
7. При подтверждении
расчетом на прочность* разрешается применять для аппаратов опоры с
внутренним диаметром опорной обечайки меньшим, чем внутренний
диаметр обечайки (днища) аппарата.
________________
*
Методика расчета на прочность мест присоединения цилиндрических или
конических опор к днищам, Отчет о НИР, N гос.рег.01890006650,
УкрНИИхиммаш, Харьков, 1989.
8. Высота цилиндрических
опор должна быть не менее 600 мм; высота
выбирается конструктивно по условиям эксплуатации аппарата.
9. Опоры должны
изготовляться в соответствии с требованиями настоящего стандарта,
требованиями ОСТ 26-291-87, по чертежам, утвержденным в
установленном порядке.
10. При приварке опор из
углеродистых сталей к аппаратам из коррозионно-стойких сталей длина
переходной обечайки из коррозионно-стойких сталей определяется в
соответствии с обязательным приложением 2.
11. Материал деталей опор
необходимо выбирать, исходя из условий эксплуатации и в
соответствии с требованиями ОСТ 26-291-87.
12. Необходимое
количество отверстий, лазов (люков), их размеры, расположение и
форма выбираются из условий эксплуатации и монтажа и должны
соответствовать требованиям ОСТ 26-291-87 и ГОСТ 24757-81.
13. Для вентиляции
полости опоры в верхней части должно быть предусмотрено не менее
двух отверстий диаметром 100 мм.
При приварке опор к
днищам, сваренным из отдельных частей, в обечайках опор необходимо
предусмотреть вырезы, позволяющие иметь доступ к сварным радиальным
швам на днищах. В этом случае отверстия для вентиляции не
предусматриваются.
14. Конструкция и
технические требования для фундаментных болтов должны
соответствовать требованиям ГОСТ
24379.0-80 и ГОСТ
24379.1-80.
15. Формулы для
определения расстояния между опорой и осью сварного соединения
днища с корпусом и числовые значения расстояний приведены в
рекомендуемом приложении 4.
16. Формулы для подсчета
массы опор даны в справочном приложении 5.
17. Монтажные нагрузки
должны определяться и учитываться дополнительно монтажными
организациями при определенном способе подъема аппаратов, кроме
случаев подъема аппарата методом скольжения с отрывом от земли, для
которого дополнительной проверки не требуется.
18. В опорах аппаратов с
массой свыше 100 т должны быть предусмотрены устройства для
перевода аппаратов из горизонтального положения в вертикальное.
ПРИЛОЖЕНИЕ 1 (обязательное). Расчет приведенных нагрузок и выбор
опоры
Приложение 1
Обязательное
1. Формулы для
определения приведенных нагрузок
1.1.
Источник
Ô8ËZòì
ç¾@Óêsr@gÎ’èÌ KN«1ä-49%@W̢Ư¡Éï/¼B~Éü8W²ÏàÏ ÔàÈ{A¿²âsx+OÔ8W²ÏZü^ëoüRÈï´&ùúuäôèËÓÃ7GN½#Gj:úìУË`pÙg9U¯©5ڣ˳ypàBïÎeýº=ã¡=}vè×g~°yòë]xò{pzú,K+Ô÷õÖg5>ϳÆÐg|özå,¶¸;ÏyVNON^Bæ!wè=äy@ÍçA59#p!û{äT¶@Wà àP’Tê’Ïâ~úòOþ Ìç-â#¿ÇÎäð’Ö¯àyt¬ þ}FÍH~Ý >úyNpGüsRé¹ôutéæÂ^ÄÞþÜ·Íû8ΫË]W,kקÏõ?3’áï/ui*endstream
endobj
249 0 obj
> >> >>
endobj
250 0 obj
>
/FirstChar 1 /FontDescriptor 253 0 R /LastChar 11
/ToUnicode 254 0 R
/Widths [ 320 400 460 800 740 600 580 620 620 0 540 ] >>
endobj
251 0 obj
>
/FirstChar 1 /FontDescriptor 253 0 R /LastChar 11
/ToUnicode 254 0 R
/Widths [ 320 400 460 800 740 600 580 620 620 0 540 ] >>
endobj
252 0 obj
>
/FirstChar 1 /FontDescriptor 253 0 R /LastChar 11
/ToUnicode 254 0 R
/Widths [ 320 400 460 800 740 600 580 620 620 0 540 ] >>
endobj
253 0 obj
>
endobj
254 0 obj
>
stream
x]InÄ EOà;Ô²³h°3I¥6^dP CÙAa¼ðíÃ`u¤,@¯_ªå¥»vZy(ß=z³:0à¤4PR ¿Gé3·Pq¿-çNÊP¼Û’i¼òÍItJO¯KÂ~µögÔ´-HÃn_ùP&Õ±¡®üv¿ÏÍ”°t_ÂH,踰hmrnÔò_¬FñÍ]êFÚÀ,ó5r¹®ªÈubò÷ü{XäÇÌiÎSâ:ñsΔs¾JíÄãÞ¬Õ¹à:¾sr}*·°ÆBÅóuendstream
endobj
255 0 obj
>
/FirstChar 1 /FontDescriptor 258 0 R /LastChar 38
/ToUnicode 259 0 R
/Widths [ 274 898 266 727 577 586 577 754 506 0 539 417 0 616 560 645 567
497 588 710 749 459 581 702 509 800 506 383 217 590 709 462 217
484 527 898 580 523 ] >>
endobj
256 0 obj
>
/FirstChar 1 /FontDescriptor 258 0 R /LastChar 38
/ToUnicode 259 0 R
/Widths [ 274 898 266 727 577 586 577 754 506 0 539 417 0 616 560 645 567
497 588 710 749 459 581 702 509 800 506 383 217 590 709 462 217
484 527 898 580 523 ] >>
endobj
257 0 obj
>
/FirstChar 1 /FontDescriptor 258 0 R /LastChar 38
/ToUnicode 259 0 R
/Widths [ 274 898 266 727 577 586 577 754 506 0 539 417 0 616 560 645 567
497 588 710 749 459 581 702 509 800 506 383 217 590 709 462 217
484 527 898 580 523 ] >>
endobj
258 0 obj
>
endobj
259 0 obj
>
stream
x]Mn0
O;x.”ði#!$BRETÚR¤Æ Cܾ’ºúß{å¡´ý,¢w74Ì¢ëmë`®®qso
T¢í9¬èÙêQDÞ-ÓÒvHS}øÍivË:o_V×qüØYÄ”ËDy©Ç×ú””צlý~?/ïùS|.#
ë%¦±nÀÕö«4Yª¶Ù
lûo+NÝMd”ñaô·=oÚæ»vêU±3ÏØ5óÙP2ÈOÄò¼#M¾GÞkpf|d/e>3ã·dÌ9ÄߣW*n^I!
w#æ’ä-käpbzÏ=u¼c¦õ¤áÎ{ì/ÖP÷Ç3ÊÐò¹¿A½âþF”ÿ¿¥¸¿ÁÅý5éCÒþxFÅýunno’ð>9ÍÕ9?48¦4,8&½
û Ã(¼ ¿ðZƸendstream
endobj
260 0 obj
> >> >>
endobj
261 0 obj
>
/FirstChar 1 /FontDescriptor 263 0 R /LastChar 7
/ToUnicode 264 0 R /Widths [ 250 535 250 475 576 576 229 ] >>
endobj
262 0 obj
>
/FirstChar 1 /FontDescriptor 263 0 R /LastChar 7
/ToUnicode 264 0 R /Widths [ 250 535 250 475 576 576 229 ] >>
endobj
263 0 obj
>
endobj
264 0 obj
>
stream
x]MnÄ
O;x9] ?l¢HUºÉ¢3UÓ”5YäöO4º }Æ~6Ϭë_{£°woå&mÇÕn^”8kyJËpDtËE8`QökðûéEÙݼB¯Í|úês?¸ À¡mAáÛ¼ w#Õ¹W1¯Ã~¿ÏÝ!)ÎòãVáêD/ÌYÃó¶áu¡QÿRõ]0Nò[x*ó·ÄUIÞ߻ĽWÄÏÄEøB5U¸&¾t4ó覧íÚàcÉÎ:¢t~Éó|Iendstream
endobj
265 0 obj
>
/FirstChar 1 /FontDescriptor 266 0 R /LastChar 2
/ToUnicode 267 0 R /Widths [ 278 667 ] >>
endobj
266 0 obj
>
endobj
267 0 obj
>
stream
x]Anà EOà;Ì2YD`ªìRn¼hZÅé0]¤Ð/|û±R©_ÿ¿ÑgØ¥{ë¼KÀ>)Î[Â%¬dVu&íªÞfÖXûmI8w~ %°[6DÛáÕÀ>È”9?¾.}ýãÎèpP
,yÌ»W=#°J:}¶Sfþ÷-“¢v/,.Q$í’l$oäB5èí?K$竦 å}~©Ü(ÊÍÌJK5Ô2¥óøT2TÎ/Ølpendstream
endobj
268 0 obj
>
/FirstChar 1 /FontDescriptor 269 0 R /LastChar 2
/ToUnicode 270 0 R /Widths [ 340 1141 ] >>
endobj
269 0 obj
>
endobj
270 0 obj
>
stream
x]Anà EOà;Ì2YD`Te
ªtãEÓ*Naì”ÕÆxáÛJ]øúÿ>Ã.Ý[ç]öIÁô`tÞ.a%0àä¬3iWõ6³À2ÜoK¹óc )ݲ¹$Ú¯6xöAÉùéðué³ì×pFR`qÌcÞu¼êUêÔÙì»´2ó¸oAÝ´{`qÚ i?a#y«$ªAoÿYâ£ùÖT 95Èïö¹=Q&>(*k¨eJ
çñ¹¨”d¨_ÙKpendstream
endobj
271 0 obj
> >> >>
endobj
272 0 obj
>
/FirstChar 1 /FontDescriptor 275 0 R /LastChar 23
/ToUnicode 276 0 R
/Widths [ 187 358 477 715 511 545 563 471 460 0 473 400 0 534 290 528 511
511 630 511 511 511 511 ] >>
endobj
273 0 obj
>
/FirstChar 1 /FontDescriptor 275 0 R /LastChar 23
/ToUnicode 276 0 R
/Widths [ 187 358 477 715 511 545 563 471 460 0 473 400 0 534 290 528 511
511 630 511 511 511 511 ] >>
endobj
274 0 obj
>
/FirstChar 1 /FontDescriptor 275 0 R /LastChar 23
/ToUnicode 276 0 R
/Widths [ 187 358 477 715 511 545 563 471 460 0 473 400 0 534 290 528 511
511 630 511 511 511 511 ] >>
endobj
275 0 obj
>
endobj
276 0 obj
>
stream
x]Mn0
O;Ì2]DØFBH)i$ýQi@ì!E*Æ2ÎÛ×cTêëñ{3¶¤ªµî$ïv
:èz,NãÕJ3^z
ê¥[¢°Ê¡5xs3OZw#$~srv^ÔxÆHÞ¬BÛëËú«j|ØùÁµe
;_æ¥5¯íצV~¿wóÆ{þ³A¯ørQádZ¶ÕÏËjõoKDù»)w%,§%ãÇÒ’÷!Cç7³ünmèâUL0²àȶÄi̳Xº”Þ|4O±Ã#q9’~úøëб8yÁcßmJ,¢æ@L}^Å^A¿ôÝï”Óy9]nnEOF#½B^õS ¹×§wï5Þÿ3ð&ú~Í£ëendstream
endobj
277 0 obj
>
/FirstChar 1 /FontDescriptor 279 0 R /LastChar 22
/ToUnicode 280 0 R
/Widths [ 250 485 529 530 439 532 516 586 586 0 544 473 0 437 657 586 586
534 638 586 475 250 ] >>
endobj
278 0 obj
>
/FirstChar 1 /FontDescriptor 279 0 R /LastChar 22
/ToUnicode 280 0 R
/Widths [ 250 485 529 530 439 532 516 586 586 0 544 473 0 437 657 586 586
534 638 586 475 250 ] >>
endobj
279 0 obj
>
endobj
280 0 obj
>
stream
x]Kn0O;Ì2]D` $R^Xô¡à!µTe·¯gLR©¬o{Õ±ÒÊAôa¶FÒÒâ8ÜlpÁ«Ò ªusÄkÛ7″o®§Ña_én¢èÓ’Gg§åN|èÝJ´J__ÚõÍìQ;¡,Abç˼6æé”v*éóÊM+ïùS’P¼sÄÑ4-ÚF_qQÄ¢,D^.PË©ÙpéîÊ´”ÎxIcvÜsb{׶ßå¢^’^UÄ ;xÜ{âuvÄ{Ö
ñ!xyÿ÷_X4¼úÌÄyèá4ßoH¯EÓ|L¡½Yë@#秒W?
x}¿Ñâ¢òendstream
endobj
281 0 obj
>
/FirstChar 1 /FontDescriptor 284 0 R /LastChar 11
/ToUnicode 285 0 R
/Widths [ 250 545 257 507 540 586 293 586 586 0 518 ] >>
endobj
282 0 obj
> >> >>
endobj
283 0 obj
>
/FirstChar 1 /FontDescriptor 284 0 R /LastChar 11
/ToUnicode 285 0 R
/Widths [ 250 545 257 507 540 586 293 586 586 0 518 ] >>
endobj
284 0 obj
>
endobj
285 0 obj
>
stream
x]KnÄ O0wðrº
Источник
СССР
АЛЬБОМ ТИПОВЫХ ИНСТРУКЦИЙ
ОПОРЫ – СТОЙКИ ВЕРТИКАЛЬНЫХ
АППАРАТОВ
Типы, конструкция и размеры
АТК
24.200.03-90
АЛЬБОМ ТИПОВЫХ КОНСТРУКЦИЙ
ОПОРЫ-СТОЙКИ ВЕРТИКАЛЬНЫХ АППАРАТОВ Типы, конструкция и размеры | АТК 24.200.03-90 |
Дата
введения 01.01.91
1. Настоящий альбом типовых
конструкций (АТК) распространяется на опоры-стойки (далее опоры) для
стационарных вертикальных стальных сосудов и аппаратов (далее аппаратов) при
допускаемых нагрузках на одну опору 4, 10, 25, 40, 63, 100, 160, 250 кН.
АТК не распространяется на опоры
для эмалированных аппаратов в случае непосредственной установки на днищах или
обечайках, имеющих покрытия.
2. АТК устанавливает четыре типа
опор:
1 – опоры из листового проката
для аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 4
до 250 кН;
2 – опоры из труб для аппаратов
с эллипсоидными днищами с нагрузкой на опору от 10 до 160 кН;
3 – опоры из уголков для
аппаратов с эллипсоидными и коническими днищами с нагрузкой на опору от 25 до
100 кН;
4 – опоры облегченные для
аппаратов с эллипсоидными и коническими (с углом при вершине 90°) днищами с
нагрузкой на опору от 4 до 100 кН.
3. Опоры типа 1 имеют два
исполнения:
1 – сварные;
2 – штампованные.
4. Конструкция и размеры опор
должны соответствовать:
для опор типа 1 исполнения 1 – черт. 1 и табл. 1;
то же 1 исполнения 2 – черт. 2 и табл. 2;
” 2 – черт. 3 и табл. 3;
” 3 – черт. 4 и табл. 4;
” 4 – черт. 5 и табл. 5.
Масса опор указана в табл. 6.
5. Число опор определяется расчетом
по ГОСТ 26202 и конструктивными соображениями.
6. Резьбовое
отверстие d1 принято для регулировочных
винтов по ATK 24.200.01.
Примечание: При выборе опоры нагрузка на одну опору от массы
аппарата в монтажном состоянии не должна превышать допускаемой нагрузки на
регулировочный винт.
7. Опоры
должны изготовляться в соответствии с требованиями настоящего стандарта,
техническими требованиями ОСТ 26-291, по чертежам, утвержденным в установленном
порядке.
8. Материал
деталей опор: листовой и угловой прокат – Ст3сп, трубы – сталь 10. Допускается
применение других марок сталей с механическими характеристиками не ниже
указанных марок. Материал опор должен соответствовать условиям эксплуатации
аппарата в соответствии с требованием ОСТ 26-291.
9. Опоры привариваются
непосредственно к днищу аппарата или через подкладные листы. Необходимость
установки подкладных листов определяется расчетом по ГОСТ 26202.
Опора типа 1 исполнения 1
Черт. 1
Таблица
1
Размеры в мм
Нагрузка на опору, кН, не более | a | a1 | b | b 1 max | С | С1 | hmax | h1 | S | d | d 1 |
4 | 75 | 100 | 85 | 120 | 22 | 50 | 220 | 10 | 6 | 19 | М12 |
10 | 100 | 130 | 110 | 160 | 60 | 295 | 14 | 8 | М16 | ||
25 | 125 | 160 | 130 | 200 | 80 | 365 | 16 | 24 | М20 | ||
40 | 150 | 200 | 160 | 240 | 40 | 100 | 440 | 20 | 10 | 35 | М24 |
63 | 175 | 230 | 200 | 280 | 120 | 515 | 25 | 12 | М30 | ||
100 | 225 | 290 | 250 | 350 | 160 | 660 | 30 | 16 | 42 | М36 | |
160 | 300 | 390 | 340 | 480 | 60 | – | 875 | 20 | – | ||
250 | 400 | 500 | 450 | 680 | – | 1240 | 25 | – |
Опора типа 1 исполнения 2
1.
Опора 2. Лист опорный
Черт.
2
Таблица 2
Размеры в мм
Нагрузка на опору, кН, не более | a | a1 | b | b1max | b2 | b3 | C | C1 | hmax | h1 | R | S | d | d1 |
4 | 100 | 60 | 85 | 120 | 65 | 5 | 22 | 50 | 220 | 10 | 10 | 6 | 19 | M1 |
10 | 110 | 80 | 110 | 160 | 80 | 60 | 295 | 14 | 12 | 8 | M 1 | |||
25 | 130 | 100 | 130 | 200 | 115 | 80 | 365 | 16 | 15 | 10 | 24 | M 2 | ||
40 | 160 | 120 | 160 | 240 | 140 | 10 | 40 | 100 | 440 | 20 | 18 | 12 | 35 | М2 |
63 | 200 | 150 | 200 | 280 | 160 | 120 | 515 | 25 | 20 | 14 | М3 |
Опора типа 2
Черт.
3
Таблица
3
Размеры в мм
Нагрузка на опору, кН, не более | D ´ S | a | b | b1 | b2 | С | hmax | h 1 | d | d 1 |
10 | 57 ´ 3,5 | 110 | 170 | 70 | 50 | 25 | 1200 | 14 | 19 | М16 |
25 | 76 ´ 3,5 | 130 | 200 | 90 | 60 | 1300 | 16 | 24 | М20 | |
40 | 89 ´ 4,0 | 150 | 250 | 100 | 70 | 40 | 1400 | 20 | 35 | М24 |
63 | 108 ´ 4,5 | 170 | 280 | 110 | 90 | 1600 | 25 | М30 | ||
100 | 133 ´ 5,0 | 200 | 340 | 130 | 110 | 50 | 30 | 42 | М36 | |
160 | 159 ´ 6,0 | 230 | 310 | 140 | – | – |
Опора типа 3
Черт.
4
Таблица
4
Размеры в мм
Нагрузка на опору, кН, не более | b2 ´ b2 ´ S | a | b | b1 | С | hmax | h 1 | l | d | d 1 |
25 | 63 ´ 63 ´ 6 | 130 | 150 | 90 | 25 | 900 | 16 | 200 | 24 | M 20 |
40 | 80 ´ 80 ´ 8 | 150 | 210 | 120 | 40 | 1100 | 20 | 35 | M 24 | |
63 | 100 ´ 100 ´ 10 | 170 | 230 | 140 | 1500 | 25 | 250 | M 30 | ||
100 | 125 ´ 125 ´ 12 | 200 | 230 | 170 | 50 | 1500 | 42 | M 36 |
Опора типа 4
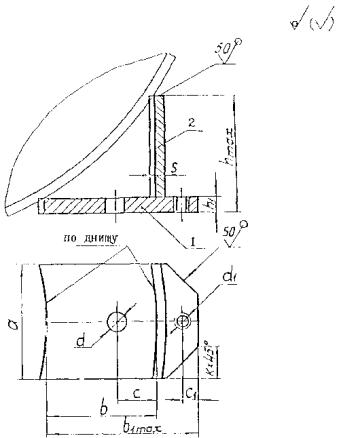
Черт.
5
Таблица
5
Размеры в мм
Нагрузка на опору, кН, не более | a | b | b1max | hmax | h1 | S | С | C 1 | d | d 1 | K |
4 | 110 | 100 | 140 | 130 | 10 | 4 | 30 | 12 | 19 | М12 | 30 |
10 | 125 | 110 | 160 | 145 | 14 | 6 | 16 | М16 | 40 | ||
25 | 155 | 140 | 200 | 165 | 16 | 8 | 50 | 20 | 24 | M20 | 45 |
40 | 190 | 170 | 245 | 190 | 20 | 10 | 70 | 24 | 35 | М24 | 60 |
63 | 230 | 210 | 300 | 235 | 25 | 12 | 30 | M30 | 70 | ||
100 | 310 | 280 | 385 | 310 | 30 | 16 | 80 | 36 | 43 | M36 | 80 |
Таблица
6
Масса
опор
Масса, кг, не более
Нагрузка на опору, кН, не более | Тип опор | ||||
1 | 2 | 3 | 4 | ||
исполнение | |||||
1 | 2 | ||||
4 | 2,5 | 2,5 | – | – | 1,6 |
10 | 5,8 | 5,8 | 7,6 | – | 2,9 |
25 | 9,2 | 11,0 | 11,5 | 8,0 | 5,2 |
40 | 17,0 | 19,2 | 17,5 | 16,0 | 9,3 |
63 | 29,0 | 32,0 | 27,5 | 31,0 | 17,5 |
100 | 62,0 | – | 41,0 | 48,0 | 37,5 |
160 | 130,0 | – | 52,0 | – | – |
250 | 300,0 | – | – | – | – |
Примечание: Масса указана при высоте опор hmax и плотности стали 7,85 г/см3.
10. Для приварки опор к аппарату
из коррозионно-стойкой стали с целью исключения контактной коррозии необходимо применять
подкладные листы из коррозионно-стойкой стали толщиной равной или более толщины
днища или обечайки аппарата.
11. Сварку опор типа 1
исполнения 1, типа 3 и 4 производить сплошным двухсторонним швом. Сварку опор
типа 2 производить сплошным односторонним швом. Сварку опор типа 1 исполнения 2
производить прерывистым швом.
Приварку опор типа 1 к днищу или
подкладному листу производить сплошным двухсторонним швом. Приварку опор типа 2
и 4 к днищу или подкладному листу, а также опор типа 3 к обечайке или
подкладному листу производить сплошным односторонним швом.
12. Предельные
отклонения отверстия Н 14, остальных . Поле допуска резьбы 6Н по ГОСТ 16093.
13. Шероховатость поверхности
отверстия d должна
соответствовать 25, резьбы d1
– 63.
14. Опоры, поставляемые по
кооперации, маркировать. В маркировке указывать условное обозначение опоры (без
слова “опора-сточка”), марку материала и товарный знак
завода-изготовителя. Способ и место маркировки указывается в технической
документации.
15. Опоры должны быть окрашены.
16. Привязка опор типа 1 к
аппарату приведена в обязательном приложении.
Пример условного обозначения опоры типа I,
исполнения 1 с нагрузкой на опору 160 кН:
Опора-стойка 1-160-1 АТК 24.200.03-90
То-же опоры типа 2 с нагрузкой на
опору 10 кН:
Опора-стойка 2-10 АТК 24.200.03-90
Черт. 6
Размеры в мм
D н | D | D1 | d | D | D 1 | d |
219 | – | 160 | По табл. 1 и 2 | 1500 | 1360 | По табл. 1 и 2 |
273 | – | 215 | 1600 | 1410 | ||
325 | – | 265 | 1700 | 1510 | ||
377 | – | 320 | 1800 | 1610 | ||
– | 400 | 340 | 1900 | 1710 | ||
– | 450 | 390 | 2000 | 1810 | ||
– | 500 | 430 | 2200 | 2010 | ||
– | 550 | 480 | 2400 | 2210 | ||
– | 600 | 520 | 2600 | 2410 | ||
– | 650 | 570 | 2800 | 2610 | ||
– | 700 | 620 | 3000 | 2810 | ||
– | 800 | 720 | 3200 | 2960 | ||
– | 900 | 820 | 3400 | 3160 | ||
– | 1000 | 920 | 3600 | 3360 | ||