
Паспорт на сосуд fas

Версия для печати
При передаче сосуда другому владельцу вместе с сосудом передается паспорт.
Содержание паспорта
| Номер раздела | Наименование | Число листов/ страниц |
|---|---|---|
| Общие сведения о сосуде | ||
| 1 | Техническая характеристика и параметры | |
| 2 | Сведения об основных частях сосуда | |
| 3 | Данные о штуцерах, фланцах, крышках и крепежных изделиях | |
| 4 | Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности | |
| 5 | Данные об основных материалах, применяемых при изготовлении сосуда | |
| 6 | Карта измерений корпуса сосуда | |
| 7 | Данные о сварке (пайке) и неразрушающем контроле сварных соединений | |
| 8 | Данные о других испытаниях и исследованиях | |
| 9 | Данные о термообработке | |
| 10 | Данные о гидравлическом (пневматическом) испытании | |
| 11 | Заключение | |
| 12 | Сведения о местонахождении сосуда | |
| 13 | Ответственные за исправное состояние и безопасное действие сосуда | |
| 14 | Сведения об установленной арматуре | |
| 15 | Другие данные об установке сосуда | |
| 16 | Сведения о замене и ремонте основных элементов сосуда и арматуры | |
| 17 | Запись результатов освидетельствования | |
| 18 | Регистрация сосуда | |
| 19 | Обязательные приложения: | |
| Чертежи сосуда с указанием основных размеров | ||
| Расчет на прочность сосуда | ||
| Руководство по эксплуатации (включая регламент проведения в зимнее время пуска (остановки) сосуда и информацию по техническому освидетельствованию сосуда*) | ||
| 20 | Дополнительная документация изготовителя | |
| * См. приложение У настоящего стандарта. | ||
| Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требования ТР ТС), номер и дата регистрации или выдачи и срок действия |
| Общие сведения о сосуде | ||
| (наименование сосуда) | ||
| Идентификационный (заводской) номер | ||
| изготовлен | ||
| (дата изготовления) | ||
| (наименование и адрес изготовителя) | ||
1 Техническая характеристика и параметры
| Наименование частей сосуда | |||||
| Рабочее давление, МПа | |||||
| Расчетное давление, МПа | |||||
| Пробное давление испытания при изготовлении, МПа | гидравлического | ||||
| пневматического | |||||
| Рабочая температура, °С | |||||
| Расчетная температура стенки, °С | |||||
| Минимальная допустимая температура стенки сосуда, находящегося под расчетным давлением, °С | |||||
| Наименование рабочей среды | |||||
| Характеристика рабочей среды | Класс опасности | ||||
| Взрывоопасность | |||||
| Пожароопасность | |||||
| Прибавка для компенсации коррозии (эрозии), мм | |||||
| Вместимость, м3 | |||||
| Масса пустого сосуда, кг | |||||
| Максимальная масса заливаемой рабочей среды*, кг | |||||
| Назначенный срок службы сосуда, лет | |||||
| Число циклов нагружения за назначенный срок службы | |||||
| Группа сосуда по таблице 1 ГОСТ Р 52630-2012 | |||||
| Группа рабочей среды по ТР ТС 032/2013 | |||||
| * Для сосудов со сжиженными газами. | |||||
2 Сведения об основных частях сосуда
| Наименование частей сосуда (обечайка, днище, решетка, трубы, рубашка и др.) | Число, шт. | Размеры, мм | Материал | Примечание | |||
|---|---|---|---|---|---|---|---|
| Диаметр внутренний или наружный | Толщина стенки | Длина (высота) | Марка | Стандарт или технические условия |
3 Данные о штуцерах, фланцах, крышках и крепежных изделиях
| Наименование | Число, шт. | Размеры (мм) или номер по спецификации | Материал | |
|---|---|---|---|---|
| Марка | Стандарт или технические условия |
4 Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности
| Наименование | Число, шт. | Место установки | Номинальный диаметр, мм | Номинальное давление, МПа | Материал корпуса | |
|---|---|---|---|---|---|---|
| Марка | Стандарт |
5 Данные об основных материалах, применяемых при изготовлении сосуда
| Наименование элемента | Материал | Данные механических испытаний по сертификату или протоколу заводских испытаний | Дополнительные данные (ультразвуковой контроль, испытания на твердость, состояние исходной термообработки и др.) | Химический состав по сертификату или протоколу заводских исследований | |||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Марка | Стандарт или технические условия | Номер плавки (партии) | Номер и дата сертификата (протокола) | При t = 20°С | При t < 0°С | ||||||||||||||||||||||
| Предел текучести Re, МПа | Временное сопротивление (предел прочности) Rm, МПа | Относительное удлинение А5, % | Относительное сужение, ψ, % | Ударная вязкость, Дж/см2 | Ударная вязкость, Дж/см2 | Температура, °С | Тип образца | C | Mn | Si | Cr | Ni | Mo | Cu | Ti | V | S | P | Прочие элементы | ||||||||
| До старения | После старения | Тип образца | |||||||||||||||||||||||||
6 Карта измерений корпуса сосуда
| Наименование элемента | Номер эскиза | Номер сечения | Диаметр, мм | Овальность, % | Отклонение от прямолинейности, мм | Смещение кромок сварных стыковых соединений, мм | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Номинальный наружный или внутрений | Отклонение | допускаемая | измеренная | допускаемое | измеренное | продольных | кольцевых | ||||||
| допускаемое | измеренное | допускаемое | измеренное | допускаемое | измеренное | ||||||||
7 Данные о сварке (пайке) и неразрушающем контроле сварных соединений
| Обозначение сварного шва | Материал соединяемых элементов | Способ выполнения соединения (сварка, пайка) | Вид сварки (пайки) | Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия) | Метод неразру-шающего контроля | Объем контроля, % | Оценка |
8 Данные о других испытаниях и исследованиях
9 Данные о термообработке
| Наименование элемента | Номер и дата документа | Вид термообработки | Температура термообработки, °С | Скорость, °С/ч | Продолжительность выдержки, ч | Способ охлаждения | |
|---|---|---|---|---|---|---|---|
| нагрева | охлаждения |
10 Данные о гидравлическом (пневматическом) испытании
Сосуд успешно прошел следующие испытания:
| Вид и условия испытания | Испытываемая часть сосуда | ||||
|---|---|---|---|---|---|
| Гидравлическое испытание | Пробное давление, МПа | ||||
| Испытательная среда | |||||
| Температура испытательной среды, °С | |||||
| Продолжительность выдержки, ч (мин) | |||||
| Пневматическое испытание | Пробное давление, МПа | ||||
| Продолжительность выдержки, ч (мин) | |||||
| Положение сосуда при испытании* | горизонтальное | вертикальное | |||
| * В нужной графе указать “Да”. | |||||
11 Заключение
| Сосуд изготовлен в полном соответствии с | |||||||||||
| (наименование, обозначение и дата утверждения документа) | |||||||||||
| Сосуд подвергнут визуальному контролю и гидравлическому или пневматическому испытанию пробным давлением согласно разделу 10 настоящего паспорта. | |||||||||||
| Сосуд признан годным для работы с указанными в настоящем паспорте параметрами. | |||||||||||
| Главный инженер | |||||||||||
| (подпись) | (расшифровка подписи) | ||||||||||
| М.П. | |||||||||||
| Начальник ОТК | |||||||||||
| (подпись) | (расшифровка подписи) | ||||||||||
| “ | “ | г. | |||||||||
| (дата) | |||||||||||
12 Сведения о местонахождении сосуда
| Наименование предприятия-владельца | Местонахождение сосуда | Дата установки |
13 Ответственные за исправное состояние и безопасное действие сосуда
| Номер и дата приказа о назначении | Должность, фамилия, имя, отчество ответственного | Подпись |
14 Сведения об установленной арматуре
| Дата | Наименование | Число, шт. | Номинальный диаметр, мм | Номинальное давление, МПа | Материал (марка, стандарт или технические условия) | Место установки | Подпись ответственного лица за исправное состояние и безопасное действие сосуда |
15 Другие данные об установке сосуда
| а) коррозионность среды | |||||
| б) противокоррозионное покрытие | |||||
| в) тепловая изоляция | |||||
| г) футеровка | |||||
| д) схема подключения сосуда в установку (линию) | |||||
16 Сведения о замене и ремонте основных элементов сосуда и арматуры
| Дата | Сведения о замене и ремонте | Подпись ответственного лица, проводившего работы |
17 Запись результатов освидетельствования
| Освидетельствование | Разрешенное давление, МПа | Срок следующего освидетельствования | |
| Дата | Результаты | ||
18 Регистрация сосуда
| Сосуд зарегистрирован за N | |||||||||||||||
| в | |||||||||||||||
| (регистрирующий орган) | |||||||||||||||
| страниц и | чертежей. | ||||||||||||||
| (должность представителя регистрирующего органа) | (подпись) | (Ф.И.О.) | |||||||||||||
| М.П. | |||||||||||||||
| “ | “ | 20 | г. | ||||||||||||
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник
Версия для печати
1 Общие положения
1.1 Раздел паспорта “Общие сведения”, разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 – владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью “Исправленному верить”, заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово “минус”. Не допускается проставлять математический знак (например: “+”, “-“, “<“, “>”, “=” и др.) без цифры, а также математический знак минус (“-“) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел “Содержание паспорта”
2.1.1 В графе “Наименование” перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе “Число листов/страниц” указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел “Общие сведения о сосуде”
В строке “Идентификационный (заводской) номер” следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 “Техническая характеристика и параметры”
2.3.1 В головке таблицы графу “Наименование частей сосуда” следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы “Наименование частей сосуда” должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке “Рабочее давление” указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке “Расчетное давление” указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке “Пробное давление” указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках “Рабочая температура” и “Расчетная температура стенки” указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” не заполняется.
2.3.7 Строка “Наименование рабочей среды” заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке “Характеристика рабочей среды” следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность (“Да” или “Нет”), пожароопасность (“Да” или “Нет”) среды.
2.3.9 Строка “Прибавка для компенсации коррозии (эрозии)” заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке “Вместимость” указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке “Максимальная масса заливаемой рабочей среды” указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке “Назначенный срок службы сосуда” указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу “Техническая характеристика и параметры” допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 “Сведения об основных частях сосуда”
2.4.1 Графа “Наименование частей сосуда” заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе “Число” указывается общее число одинаковых частей сосуда.
2.4.3 В графе “Размеры” указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе “Примечание” указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 “Данные о штуцерах, фланцах, крышках и крепежных изделиях”
2.5.1 В графе “Наименование” указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе “Число” указывается общее число однотипных деталей.
2.5.3 В графе “Размеры” следует указывать:
– для патрубка – наружный или внутренний диаметр и толщину стенки;
– для фланца – габаритные размеры и внутренний диаметр;
– для крышки – наружный диаметр и толщину;
– для укрепляющего кольца – наружный диаметр и толщину;
– для прокладки – наружный (внутренний) или средний диаметр и толщину;
– для крепежа – номинальный диаметр резьбы.
2.5.4 В графе “Материал” указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 “Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности”
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись “В объем поставки не входит”.
2.6.2 В графе “Наименование” указываются:
– для предохранительного клапана – наименование или условное обозначение по паспорту;
– для мембранного предохранительного устройства – наименование или тип по паспорту;
– для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. – наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе “Число” указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе “Место установки” указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе “Номинальный диаметр” для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе “Номинальное давление” для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе “Материал корпуса” указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 “Данные об основных материалах, применяемых при изготовлении сосуда”
2.7.1 В графе “Наименование элемента” указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов – данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 – обязательно.
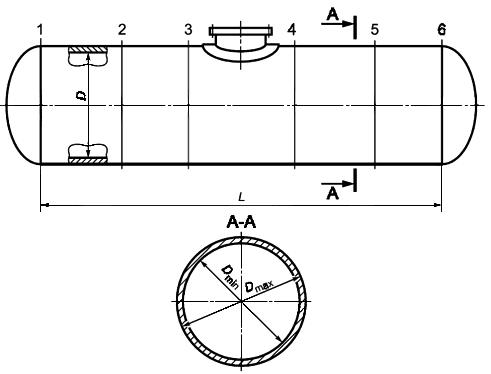
2.8 Раздел 6 “Карта измерений корпуса сосуда”
2.8.1 В графе “Наименование элемента” указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
2.8.2 В графе “Номер эскиза” указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе “Номер сечения” указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе “Диаметр” указываются:
– номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
– допускаемое отклонение диаметра согласно требованиям НД;
– фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах “Овальность” и “Отклонение от прямолинейности” указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
– фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе “Смещение кромок сварных стыковых соединений” указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
– фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
2.9.1 В графе “Обозначение сварного шва” указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах “Способ выполнения соединения (сварка, пайка)”, “Вид сварки (пайки)” и “Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)” указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе “Метод неразрушающего контроля” указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе “Объем контроля” указывается объем проведенного контроля.
2.9.5 В графе “Номер и дата документа о проведении контроля” указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе “Оценка” указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 “Данные о других испытаниях и исследованиях”
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 “Данные о термообработке”
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе “Наименование элемента” указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе “Номер и дата документа” указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 “Данные о гидравлическом (пневматическом) испытании”
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе “Испытываемая часть сосуда” указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе “Испытательная среда” указывается наименование жидкости “Вода” или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать “Да”.
2.13 Раздел 11 “Заключение”
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 – не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 – “Карта измерений корпуса сосуда”
Эскиз N 2 к разделу 7 – “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
Примечание – Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
<< назад / к содержанию ГОСТа Р 52630-2012/ вперед >>
Источник