
Паспортные данные на сосудах

Версия для печати
1 Общие положения
1.1 Раздел паспорта “Общие сведения”, разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 – владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью “Исправленному верить”, заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово “минус”. Не допускается проставлять математический знак (например: “+”, “-“, “<“, “>”, “=” и др.) без цифры, а также математический знак минус (“-“) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел “Содержание паспорта”
2.1.1 В графе “Наименование” перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе “Число листов/страниц” указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел “Общие сведения о сосуде”
В строке “Идентификационный (заводской) номер” следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 “Техническая характеристика и параметры”
2.3.1 В головке таблицы графу “Наименование частей сосуда” следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы “Наименование частей сосуда” должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке “Рабочее давление” указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке “Расчетное давление” указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке “Пробное давление” указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках “Рабочая температура” и “Расчетная температура стенки” указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” не заполняется.
2.3.7 Строка “Наименование рабочей среды” заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке “Характеристика рабочей среды” следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность (“Да” или “Нет”), пожароопасность (“Да” или “Нет”) среды.
2.3.9 Строка “Прибавка для компенсации коррозии (эрозии)” заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке “Вместимость” указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке “Максимальная масса заливаемой рабочей среды” указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке “Назначенный срок службы сосуда” указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу “Техническая характеристика и параметры” допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 “Сведения об основных частях сосуда”
2.4.1 Графа “Наименование частей сосуда” заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе “Число” указывается общее число одинаковых частей сосуда.
2.4.3 В графе “Размеры” указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе “Примечание” указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 “Данные о штуцерах, фланцах, крышках и крепежных изделиях”
2.5.1 В графе “Наименование” указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе “Число” указывается общее число однотипных деталей.
2.5.3 В графе “Размеры” следует указывать:
– для патрубка – наружный или внутренний диаметр и толщину стенки;
– для фланца – габаритные размеры и внутренний диаметр;
– для крышки – наружный диаметр и толщину;
– для укрепляющего кольца – наружный диаметр и толщину;
– для прокладки – наружный (внутренний) или средний диаметр и толщину;
– для крепежа – номинальный диаметр резьбы.
2.5.4 В графе “Материал” указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 “Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности”
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись “В объем поставки не входит”.
2.6.2 В графе “Наименование” указываются:
– для предохранительного клапана – наименование или условное обозначение по паспорту;
– для мембранного предохранительного устройства – наименование или тип по паспорту;
– для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. – наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе “Число” указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе “Место установки” указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе “Номинальный диаметр” для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе “Номинальное давление” для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе “Материал корпуса” указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 “Данные об основных материалах, применяемых при изготовлении сосуда”
2.7.1 В графе “Наименование элемента” указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов – данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 – обязательно.
2.8 Раздел 6 “Карта измерений корпуса сосуда”
2.8.1 В графе “Наименование элемента” указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
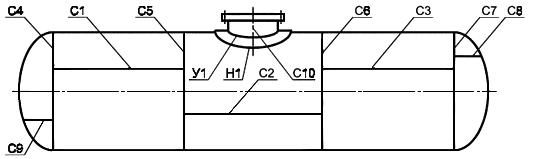
2.8.2 В графе “Номер эскиза” указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе “Номер сечения” указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе “Диаметр” указываются:
– номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
– допускаемое отклонение диаметра согласно требованиям НД;
– фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах “Овальность” и “Отклонение от прямолинейности” указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
– фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе “Смещение кромок сварных стыковых соединений” указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
– фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
2.9.1 В графе “Обозначение сварного шва” указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах “Способ выполнения соединения (сварка, пайка)”, “Вид сварки (пайки)” и “Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)” указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе “Метод неразрушающего контроля” указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе “Объем контроля” указывается объем проведенного контроля.
2.9.5 В графе “Номер и дата документа о проведении контроля” указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе “Оценка” указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 “Данные о других испытаниях и исследованиях”
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 “Данные о термообработке”
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе “Наименование элемента” указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе “Номер и дата документа” указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 “Данные о гидравлическом (пневматическом) испытании”
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе “Испытываемая часть сосуда” указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе “Испытательная среда” указывается наименование жидкости “Вода” или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать “Да”.
2.13 Раздел 11 “Заключение”
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 – не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 – “Карта измерений корпуса сосуда”
Эскиз N 2 к разделу 7 – “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
Примечание – Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
<< назад / к содержанию ГОСТа Р 52630-2012/ вперед >>
Источник
Версия для печати
10.1 Маркировка
10.1.1 Сосуды должны иметь табличку, соответствующую требованиям ГОСТ 12971.
Табличку допускается не устанавливать на сосудах наружным диаметром не более 325 мм. В этом случае необходимые данные наносят на корпус сосуда.
10.1.2 Табличку размещают на видном месте.
Табличку крепят на приварном подкладном листе, приварной скобе, приварных планках или приварном кронштейне.
10.1.3 На табличку должны быть нанесены:
– наименование или товарный знак предприятия-изготовителя;
– наименование или обозначение (шифр заказа) сосуда;
– порядковый номер сосуда по системе нумерации предприятия-изготовителя;
– расчетное давление, МПа;
– рабочее или номинальное давление, МПа;
– пробное давление, МПа;
– допустимая рабочая температура стенки, °С;
– масса сосуда, кг;
– год изготовления;
– клеймо технического контроля.
Сосуды, прошедшие сертификацию, следует маркировать знаком соответствия согласно ГОСТ Р 50460.
10.1.4 На наружную поверхность стенки сосуда должна быть нанесена следующая маркировка:
– наименование или товарный знак предприятия-изготовителя;
– порядковый номер по системе нумерации предприятия-изготовителя;
– год изготовления;
– клеймо технического контроля.
Маркировку сосудов толщиной стенки корпуса не менее 4 мм наносят клеймением или гравировкой, а толщиной стенки менее 4 мм – гравировкой или несмываемой краской. Маркировку заключают в рамку, выполненную атмосферостойкой краской, защищенной бесцветным лаком (тонким слоем смазки). Глубина маркировки клеймением или гравировкой должна быть 0,2 – 0,3 мм.
Качество и цвет маркировки должны соответствовать требованиям ГОСТ 26828.
10.1.5 Шрифт маркировки по ГОСТ 26.020 – для плоской печати и по ГОСТ 26.008 – для ударного способа.
10.1.6 Кроме основной маркировки следует:
а) выполнять по две контрольные метки вверху и внизу обечайки под углом 90° на неизолируемых вертикальных сосудах, не имеющих специальных приспособлений для выверки вертикальности их на фундаменте;
б) наносить монтажные метки (риски), фиксирующие в плане главные оси сосуда, для выверки проектного положения его на фундаменте;
в) наносить несмываемой краской отличительную окраску на строповые устройства;
г) прикреплять (или отливать) стрелку, указывающую направление вращения механизмов, при этом стрелку необходимо окрашивать в красный цвет несмываемой краской;
д) наносить монтажную маркировку (для негабаритных сосудов, транспортируемых частями);
е) наносить отметки, указывающие положение центра масс на обечайке сосудов, при этом отметки располагать на двух противоположных сторонах сосуда;
ж) указывать диаметр отверстий под регулировочные болты несмываемой краской вблизи от одного из отверстий (при наличии регулировочных болтов в опорной конструкции сосуда).
Примечание – Отметки центра масс выполняют по ГОСТ 14192 (рекомендуется по рисунку 12). Когда координаты центра тяжести изделия и груза, отправляемого без упаковки в тару, совпадают, то знак, определяющий координаты центра масс, наносят один раз с двух сторон, а когда не совпадают, то наносят дважды с двух сторон. К знаку, определяющему координаты центра масс, дополнительно наносят буквы «ЦМ».
10.1.7 Маркировка отгрузочных мест – по ГОСТ 14192.
10.1.8 На транспортируемых частях негабаритных сосудов должны быть указаны:
– обозначение сосуда;
– порядковый номер по системе нумерации предприятия-изготовителя;
– обозначение транспортируемой части.
10.1.9 На каждом сосуде, поставочном блоке, негабаритных частях сосуда следует указывать места крепления стропов, положение центра тяжести. Должны быть предусмотрены и поставлены предприятием-изготовителем устройства в соответствии с технической документацией, обеспечивающие установку в проектное положение сосуда в собранном виде или поставочного блока.
10.2 Консервация и окраска
10.2.1 Консервации и окраске подлежат сосуды, принятые отделом технического контроля.
10.2.2 Консервацию металлических неокрашенных поверхностей сосудов, поставляемых в полностью собранном виде, а также негабаритных поставочных частей, комплектующих деталей и сборочных единиц, входящих в объем поставки, следует проводить в соответствии с требованиями ГОСТ 9.014, и она должна обеспечивать защиту от коррозии при транспортировании, хранении и монтаже в течение не менее 24 мес со дня отгрузки с предприятия-изготовителя.
10.2.3 Консервацию сосудов следует проводить по технологии предприятия-изготовителя с учетом условий транспортирования и хранения по ГОСТ 9.014.
10.2.4 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации сосудов в сборе и транспортируемых блоков (узлов) без их разборки.
Марки консервационных материалов, отвечающие требованиям НД, выбирают в каждом отдельном случае в зависимости от условий эксплуатации сосудов.
Примечание – Если по условиям эксплуатации требуется обезжиривание, которое невозможно выполнять без разборки сборочных единиц, то требование о безразборной расконсервации на эти сосуды не распространяется.
10.2.5 Свидетельство о консервации должно включать:
– дату консервации;
– марку консервационного материала;
– вариант внутренней упаковки;
– условия хранения;
– срок защиты без переконсервации;
– срок консервации;
– способы расконсервации.
Свидетельство прикладывается к паспорту сосуда, подвергнутого консервации. При этом следует применять обозначения в соответствии с ГОСТ 9.014.
10.2.6 Поверхность сосуда (сборочной единицы) перед окраской должна быть подготовлена с учетом требований ГОСТ 9.402 по инструкции предприятия-изготовителя.
10.2.7 Выбор системы покрытий и лакокрасочных материалов для защиты сосудов (сборочных единиц) проводят в зависимости от условий эксплуатации, категории размещения, транспортирования, хранения, монтажа, габаритов и других условий согласно НД.
10.2.8 Цвет покрытия в зависимости от условий эксплуатации выбирают по ГОСТ Р 12.4.026 и техническим условиям на сосуд (сборочную единицу).
На период транспортирования, монтажа и хранения цвет покрытия не нормируется.
10.2.9 При поставке негабаритных сосудов частями или габаритными блоками защитное покрытие наносят в соответствии с требованиями 10.2.6, 10.2.7.
Примечание – Кромки, подлежащие сварке на монтажной площадке, и прилегающие к ним поверхности шириной 50 – 60 мм должны быть защищены консистентной смазкой или другими материалами. Окраска кромок не допускается.
10.3 Упаковка, транспортирование и хранение
10.3.1 Упаковку сосудов следует проводить по технической документации на конкретный сосуд.
10.3.2 При необходимости внутренние устройства и вращающиеся механизмы должны быть закреплены для предохранения от деформации под влиянием собственной массы и динамических нагрузок при транспортировании.
10.3.3 Все отверстия, патрубки, штуцера, муфты и присоединительные фланцы оборудования, поставляемого в сборе, а также поставочных блоков и узлов должны быть закрыты пробками или заглушками для защиты от повреждений уплотнительных поверхностей и от загрязнений. При этом ответственные разъемы оборудования, поставляемого в сборе, и поставочных блоков (узлов) должны быть опломбированы.
10.3.4 Отдельно отправляемые сборочные единицы, детали, запасные части должны быть упакованы в ящики или собраны в пакеты (стопы).
Вид упаковки выбирает предприятие-изготовитель, если нет других указаний в технической документации.
Ящики и способы крепления по ГОСТ 2991, ГОСТ 5959, ГОСТ 10198, ГОСТ 21650.
Ящики для запасных частей сосудов, предназначенных на экспорт, должны соответствовать требованиям ГОСТ 24634 или требованиям контракта (договора).
10.3.5 Крепежные детали при отправке их в ящиках должны быть законсервированы согласно инструкции предприятия-изготовителя, а шпильки (болты) фланцевых соединений дополнительно упакованы в оберточную или парафинированную бумагу.
10.3.6 Техническая и товаросопроводительная документации, прилагаемые к сосудам, должны быть завернуты в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вложены в пакет, изготовленный из полиэтиленовой пленки толщиной не менее 150 мкм. Швы пакета сваривают (заклеивают).
Для дополнительной защиты от механических повреждений пакет должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой. Края бумаги или пленки должны быть склеены синтетическим клеем.
10.3.7 Если сосуд поставляют в виде нескольких грузовых мест, техническую документацию следует упаковывать в грузовое место № 1.
10.3.8 При отгрузке сосудов без тары техническую документацию следует крепить внутри сосуда или на сосуде. При этом на сосуд наносят надпись: «Документация находится здесь».
10.3.9 Каждое грузовое место должно иметь свой упаковочный лист, который вкладывают в пакет из водонепроницаемой бумаги или бумаги с полиэтиленовым покрытием. Пакет дополнительно завертывают в водонепроницаемую бумагу и размещают в специальном кармане, изготовленном в соответствии с документацией, применяемой на предприятии-изготовителе. Карман крепят около маркировки груза.
К ярлыку грузов, отправляемых в пакетах и связках, следует крепить футляр для упаковочного листа в соответствии с документацией, используемой на предприятии-изготовителе.
Второй экземпляр упаковочного листа или комплектовочной ведомости вместе с технической документацией упаковывают в грузовое место № 1.
10.3.10 Техническую документацию и второй экземпляр упаковочного листа допускается отправлять почтой. Отправку технической документации осуществляют в течение одного месяца после отгрузки сосуда.
10.3.11 Сосуды следует транспортировать железнодорожным транспортом в соответствии с требованиями Правил перевозок грузов железнодорожным транспортом.
Допускается транспортирование автомобильным и водным транспортом.
Транспортирование и крепление сосудов следует осуществлять по документации предприятия-изготовителя.
10.3.12 В целях обеспечения сохранности оборудования и его упаковки транспортирование и погрузочно-разгрузочные работы следует проводить без резких толчков и ударов.
10.3.13 Условия транспортирования и хранения сосудов на предприятии-изготовителе и монтажной площадке должны обеспечивать сохранность качества сосудов, предохранять их от коррозии, эрозии, загрязнения, механических повреждений и деформации.
10.3.14 Категорию и условия транспортирования и хранения сосудов в части воздействия климатических факторов внешней среды по ГОСТ 15150 следует указывать в технических условиях на конкретные сосуды. При назначении категории и условий хранения должна быть учтена сохраняемость комплектующих деталей.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник