
Плоский сосуд работающий под давлением

Устройство сосудов работающих под давлением и безопасные приемы их эксплуатации
Правила устанавливают специальные требования безопасности к конструкции и материалам сосудов; изготовлению, реконструкции, монтажу, наладке и ремонту; арматуре, контрольно-измерительным приборам, предохранительным устройствам; установке, регистрации, техническому освидетельствованию, разрешению на эксплуатацию; надзору, содержанию, обслуживанию и ремонту сосудов, работающих под давлением.
Конструкция сосудов должна обеспечивать надежность и безопасность эксплуатации в течение расчетного срока службы и предусматривать возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки, ремонта, эксплуатационного контроля металла и соединений.
Устройства, препятствующие наружному и внутреннему осмотрам сосудов (мешалки, змеевики, рубашки, тарелки, перегородки и другие приспособления), делают, как правило, съемными.
Конструкции внутренних устройств должны обеспечивать удаление из сосуда воздуха при заполнении его водой для проведения гидравлического испытания и воды — после испытания.
В сосудах предусматривают штуцеры для наполнения и слива воды, а также удаления воздуха при гидравлическом испытании, а также вентиль, кран или другое устройство, позволяющее осуществлять контроль за отсутствием давления в сосуде перед его открыванием.
Заземление и электрическое оборудование сосудов должны соответствовать Правилам технической эксплуатации электроустановок потребителей и Правилам техники безопасности при эксплуатации электроустановок потребителей.
Сосуды снабжают необходимым количеством люков и смотровых лючков, обеспечивающих осмотр, очистку и ремонт, а также монтаж и демонтаж разборных внутренних устройств. Сосуды, состоящие из цилиндрического корпуса и решеток с закрепленными в них трубками (теплообменники), и сосуды, предназначенные для транспортирования и хранения криогенных жидкостей, а также веществ 1-го и 2-го классов опасности, которые не вызывают коррозию и накипь, допускается изготавливать без люков и лючков независимо от диаметра сосудов.
Сосуды с внутренним диаметром более 800 мм должны иметь люки, а сосуды с диаметром 800 мм и менее — лючки. Размер внутреннего диаметра круглых люков должен быть не менее 400 мм; размеры овальных люков по наименьшей и наибольшей осям в свету не менее 325х400 мм; внутренний диаметр круглых и размер по наименьшей оси овальных лючков — не менее 80 мм.
Люки и лючки необходимо располагать в местах, доступных для обслуживания крышки люков делают съемными, а имеющие массу более 20 кг снабжают подъемно-поворотными или другими устройствами для их открывания и закрывания.
В сосудах, работающих под давлением, применяются следующие виды днищ: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные и неотбортованные.
Для проведения сварочных работ допускаются сварщики, аттестованные в соответствии с Правилами аттестации сварщиков Республики Беларусь или Европейскими стандартами EN 287, EN 288 и имеющие соответствующее квалификационное удостоверение. Все сварные швы подлежат клеймению, позволяющему установить фамилию сварщика.
При сварке обечаек и труб, приварке днищ к обечайкам применяют стыковые швы с полным проплавлением. Допускаются сварные соединения в тавр и угловые с полным проплавлением для приварки плоских днищ, плоских фланцев, трубных решеток, штуцеров, люков, рубашек.
Сварные швы должны быть доступны для контроля при изготовлении, монтаже и эксплуатации сосудов. Продольные швы смежных обечаек и швы днищ сосудов смещают относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов. В случае приварки опор или иных элементов к корпусу сосуда расстояние между краем сварного шва сосуда и краем шва приварки элемента должно быть не меньше толщины стенки корпуса сосуда, но не меньше 20мм.
Для сосудов из углеродистых и низколегированных марганцовистых и марганцово-кремнистых сталей, подвергаемых после сварки термообработке, независимо от толщины стенки корпуса, расстояние между кpaeм сварного шва сосуда и краем шва приварки элемента должно быть не менее 20 мм.
Отверстия для люков, лючков и штуцеров располагают, как правило, вне сварных швов.
Контроль качества сварных соединенийсосудов и их элементов производят следующими методами: визуальным (внешний осмотр) и измерительным; радиографическим; ультразвуковым; радиоскопическим; стилоскопированием; измерением твердости; гидравлическим испытанием; пневматическим испытанием или механическими испытаниями.
Кроме этого, могут применяться другие методы (акустическая эмиссия, магнитография, цветная дефектоскопия и др.).
Для установления методов и объема контроля сварных соединений необходимо определить группу сосуда (1, 2, 3, 4) в зависимости от расчетного давления, температуры стенки и характера среды.
Механическим испытаниям подвергают контрольные стыковые сварные швы с целью проверки соответствия их механических свойств требованиям Правил. Обязательными видами механических испытаний являются испытания на статическое растяжение, статический изгиб или сплющивание и ударный изгиб.
Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных правилами, техническими условиями на изготовление изделия и инструкциями по сварке и контролю сварных соединений.
В сварных соединениях сосудов и их элементов не допускаются следующие дефекты:
· трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла, в том числе микротрещины, выявляемые при микроисследовании контрольного образца;
· непровары (несплавления) в сварных швах, расположенные в корне шва или по сечению сварного соединения (между отдельными валиками и слоями шва и между основным металлом и металлом шва);
· подрезы основного металла, поры, шлаковые и другие включения, размеры которых превышают допустимые значения, указанные в нормативной документации;
· незаваренные кратеры и прожоги;
· смещение кромок свыше норм, предусмотренных Правилами.
Качество сварных соединений считается неудовлетворительным, если в них при любом виде контроля будут обнаружены внутренние или наружные дефекты, выходящие за пределы норм, установленных Правилами и техническими условиями.
Результаты контроля сварных соединений фиксируются в соответствующих документах (журналах, картах и др.).
Материалы, применяемые для изготовления сосудов, должны обладать хорошей свариваемостью, прочностными и пластическими характеристиками, обеспечивать их надежную работу в течение расчетного срока службы с учетом заданных условий эксплуатации (расчетное давление, минимальная отрицательная и максимальная расчетные температуры), состава и характера среды (корроионная активность, взрывоопасность, токсичность и др.) и влияния температуры окружающего воздуха.
При выборе материалов для сосудов, предназначенных для установки на открытой площадке или в неотапливаемых помещениях, должна учитываться абсолютная минимальная температура наружного воздуха для данного района, если температура стенки сосуда может стать отрицательной от воздействия окружающего воздуха.
Изготовление, реконструкция, монтаж, наладка и ремонт сосудов и их элементов должны проводиться специализированной организацией по технологии, разработанной заводом-изготовителем, монтажной или ремонтной организацией до начала выполнения работ. Правилами предъявляются требования к методам изготовления, допускам, технологии сварки и сварочным материалам, термической обработке и контролю сварных соединений, гидравлическому (пневматическому) испытанию и др.
Гидравлическому испытанию подлежат все сосуды после их изготовления. Сосуды, транспортируемые на место монтажа частями, после сборки и сварки подвергаются гидравлическому испытанию на месте установки.
Гидравлическое испытание сосудов, за исключением литых, должно проводиться пробным давлением.
Для гидравлического испытания сосудов должна применяться вода с температурой не ниже 5 и не выше 40°С, если в технических условиях не указано конкретное значение температуры.
Давление при проведении гидравлического испытания следует повышать плавно с определенной скоростью, которая указана в технической документации. Использование сжатого воздуха или другого газа для подъема давления не допускается. Давление при испытании должно контролироваться двумя манометрами одного типа, предела измерения, одинаковых классов точности и цены деления.
Продолжительность выдержки сосуда под пробным давлением устанавливается разработчиком или в соответствии со значениями, приведенными в табл.1.
После выдержки давление медленно снижается до расчетного, при котором производят осмотр наружной поверхности сосуда, всех его разъемных и сварных соединений.
Сосуд считается выдержавшим гидравлическое испытание, если не обнаружено: течи; трещин; слезок; потения в сварных соединениях и в основном металле; течи в разъемных соединениях; видимых остаточных деформаций или падения давления по манометру.
Таблица 1. Продолжительность выдержки сосудов под пробным давлением
| Толщина стенки сосуда, мм | Время выдержки, мин |
| До 50 | |
| Свыше 50 до 100 | |
| Свыше 100 | |
| Для литых неметаллических и многослойных сосудов независимо от толщины стенки |
Для управления работой и обеспечения безопасных условий эксплуатации сосуды в зависимости от назначения оснащают запорной и запорно-регулирующей арматурой, приборами для измерения давления и температуры, предохранительными устройствами и указателями уровня жидкости.
Запорная и запорно-регулирующая арматура устанавливаются на штуцерах, непосредственно присоединенных к сосуду, или на трубопроводах, подводящих и отводящих из него рабочую среду. Арматура должна иметь следующую маркировку: наименование или товарный знак изготовителя; условный проход, мм; условное давление, МПа; направление потока среды и марку материала корпуса.
Сосуды для взрывоопасных, пожароопасных, токсичных веществ 1-го и 2-го классов опасности, а также испарители с огневым или газовым обогревом должны иметь на подводящей линии от насоса или компрессора обратный клапан, автоматически закрывающийся давлением из сосуда. Обратный клапан устанавливают между насосом (компрессором) и запорной арматурой сосуда.
Каждый сосуд и самостоятельные полости с разными давлениями снабжают показывающими манометрами, установленными на штуцерах сосуда или трубопроводах.
Манометры должны иметь класс точности не ниже 2,5 при рабочем давлении сосуда до 2,5 МПа и 1,5 — при рабочем давлении выше 2,5 МПа. Шкала приборов должна быть такой, чтобы предел измерения рабочего давления находился во второй ее трети.
На шкале манометров владелец сосуда наносит красную черту, указывающую рабочее давление. Взамен красной черты разрешается прикреплять к корпусу манометра металлическую пластинку, окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
Поверка манометров с их опломбированием или клеймением производится не реже одного раза в 12 мес. Кроме того, не реже одного раза в 6 мес. владельцем сосуда должна производиться дополнительная проверка рабочих манометров контрольным манометром с записью результатов в журнал контрольных проверок.
Каждый сосуд снабжается предохранительными устройствами для защиты от повышения давления выше допустимого значения.
В качестве предохранительных устройств могут использоваться: пружинные и рычажно-грузовые предохранительные клапаны; импульсные предохранительные устройства, состоящие из главного предохранительного клапана и управляющего импульсного клапана прямого действия; предохранительные устройства с разрушающимися мембранами (мембранные предохраниельные устройства) и др.
Наиболее простыми по устройству являются пржuнные (рис.1) и рычаж-по-грузовые (рис. 2) предохранительные клапаны.
При повышении давления в аппарате или трубопроводе клапаны сбрасывают часть рабочей среды в атмосферу (непосредственно или через поглотительное устройство). После снижения давления до нормы предохранительные клапаны автоматически закрываются.
Установка рычажно-грузовых клапанов на передвижных сосудах не допускается.
Предохранительные устройства устанавливают на патрубках или трубопроводах, непосредственно присоединенных к сосуду, И в местах, доступных для их обслуживания.
Установка запорной арматуры между сосудом и предохранительным устройством, а также за ним не допускается.
Мембранные предохранительные устройства устанавливаются в следующих случаях:
· вместо рычажно-грузовых и пружинных предохранительных клапанов, когда эти клапаны в рабочих условиях конкретной среды не могут быть использованы вследствие их инерционности или других причин;
·
перед предохранительными клапанами в случаях, когда они не могут надежно работать вследствие вредного воздействия рабочей среды (коррозия, эрозия, полимеризация, кристаллизация, прикипание, примерзание) или возможных утечек через закрытый клапан взрыво- и пожароопасных, токсичных, экологически вредных и т.п. веществ;
· параллельно с предохранительными клапанами для увеличения про пуск ной способности систем сброса давления;
· на выходной стороне предохранительных клапанов для предотвращения вредного воздействия рабочих сред со стороны сбросной системы и для исключения влияния колебаний противодавлений со стороны этой системы на точность срабатывания предохранительных клапанов.
К основным типам предохранительных мембран относятся разрывные, хлопающие, ломающиеся, срезные, отрывные и специальные (рис. 3).
Предохранительные мембраны маркируют, при этом маркировка не должна оказывать влияние на точность срабатывания мембран. В маркировке указывается: наименование (обозначение) или товарный знак изготовителя, номер партии мембран, тип, условный и рабочий диаметры, материала, минимальное и максимальное давление срабатывания мембран при заданной температуре и при температуре 20 °С.
При необходимости в сосудах применяют указатели уровня, регуляторы, а также звуковые, световые и другие сигнализаторы и блокировки по уровню.
На каждом указателе уровня жидкости отмечают допустимые верхний и нижний уровни. Высота прозрачного указателя уровня жидкости должна быть не менее чем на 25 мм соответственно ниже нижнего и не выше верхнего допустимых уровней жидкости. При применении в указателях уровня стeклa или слюды для защиты персонала при их разрыве предусматривают защитное устройство.
Источник
Источник
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
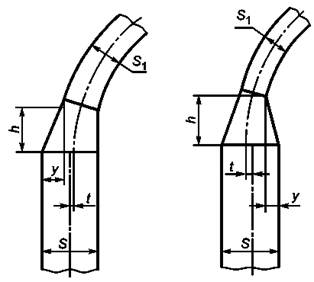
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
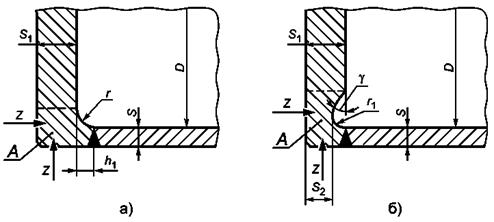
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник