
Правил устройства и безопасной эксплуатации сосудов

сосуды, работающие под давлением воды с температурой выше 115 °С или других нетоксичных, не взрывопожароопасных жидкостей при температуре, превышающей температуру кипения при давлении 0,07 МПа (0,7 кгс/см2);
сосуды, работающие под давлением пара, газа или токсичных взрывопожароопасных жидкостей свыше 0,07 МПа (0,7 кгс/см2);
баллоны, предназначенные для транспортировки и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа (0,7 кгс/см2);
цистерны и бочки для транспортировки и хранения сжатых и сжиженных газов, давление паров которых при температуре до 50 °С превышает давление 0,07 МПа (0,7 кгс/см2);
цистерны и сосуды для транспортировки или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 МПа (0,7 кгс/см2) создается периодически для их опорожнения;
барокамеры.
Правила не распространяются на:
сосуды атомных энергетических установок, а также сосуды, работающие с радиоактивной средой;
сосуды вместимостью не более 0,025 м3 (25 л) независимо от давления, используемые для научно-экспериментальных целей. При определении вместимости из общей емкости сосуда исключается объем, занимаемый футеровкой, трубами и другими внутренними устройствами. Группа сосудов, а также сосуды, состоящие из отдельных корпусов и соединенные между собой трубами с внутренним диаметром более 100 мм, рассматриваются как один сосуд;
сосуды и баллоны вместимостью не более 0,025 м3 (25 л), у которых произведение давления в МПа (кгс/см2) на вместимость в м3 (литрах) не превышает 0,02 (200);
сосуды, работающие под давлением, создающимся при взрыве внутри них в соответствии с технологическим процессом или горении в режиме самораспространяющегося высокотемпературного синтеза;
сосуды, работающие под вакуумом;
сосуды, устанавливаемые на морских, речных судах и других плавучих средствах (кроме драг);
сосуды, устанавливаемые на самолетах и других летательных аппаратах;
воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
сосуды специального назначения военного ведомства;
приборы парового и водяного отопления;
трубчатые печи;
сосуды, состоящие из труб с внутренним диаметром не более 150 мм без коллекторов, а также с коллекторами, выполненными из труб с внутренним диаметром не более 150 мм;
части машин, не представляющие собой самостоятельных сосудов (корпуса насосов или турбин, цилиндры двигателей паровых, гидравлических, воздушных машин и компрессоров).
1.1 Область применения и назначение Правил
1.2 Проектирование
1.3 Ответственность за нарушение настоящих Правил
1.4 Порядок расследования аварий и несчастных случаев
II Конструкция сосудов
2.1 Общие требования
2.2 Люки, лючки, крышки
2.3 Днища сосудов
2.4 Сварные швы и их расположение
2.5 Расположение отверстий в стенках сосудов
III Материалы
IV Изготовление, реконструкция, монтаж, наладка и ремонт
4.1 Общие требования
4.2 Допуски
4.3 Сварка
4.4 Термическая обработка
4.5 Контроль сварных соединений
4.6 Гидравлическое (пневматическое) испытание
4.7 Оценка качества сварных соединений
4.8 Исправление дефектов в сварных соединениях
4.9 Документация и маркировка
V Арматура, контрольно-измерительные приборы, предохранительные устройства
5.1 Общие положения
5.2 Запорная и запорно-регулирующая арматура
5.3 Манометры
5.4 Приборы для измерения температуры
5.5 Предохранительные устройства от повышения давления
5.6 Указатели уровня жидкости
VI Установка, регистрация, техническое освидетельствование сосудов, разрешение на эксплуатацию
6.1 Установка сосудов
6.2 Регистрация сосудов
6.3 Техническое освидетельствование
6.4 Разрешение на ввод сосуда в эксплуатацию
VII Надзор, содержание, обслуживание и ремонт
7.1 Организация надзора
7.2 Содержание и обслуживание сосудов
7.3 Аварийная остановка сосудов
7.4 Ремонт сосудов
VIII Сосуды и полуфабрикаты, приобретаемые за границей
IX Дополнительные требования к цистернам и бочкам для перевозки сжиженных газов
9.1 Общие требования
X Дополнительные требования к баллонам
10.1 Общие требования
10.2 Освидетельствование баллонов
10.3 Эксплуатация баллонов
XI Контроль за соблюдением настоящих Правил
Приложение 1 Термины и определения применительно к настоящим Правилам
Приложение 2 Паспорт сосуда, работающего под давлением
Приложение 3 Подразделение сталей на типы, классы
Приложение 4 Перечень материалов, используемых для изготовления сосудов, работающих под давлением
Приложение 5 Определение понятий однотипных сварных соединений
Источник
Все обсуждения
- ПромЭксперт Раздел IV. Промышленная безопасность
- Охрана окружающей среды, защита человека от воздействия окружающей среды. Безопасность
- Нормативные документы Госгортехнадзора
ПБ 03-576-03. Правила устройства и безопасной эксплуатации сосудов, работающих под давлением
Поясните статус ПБ-03-576-03
Поясните, пожалуйста, в ПБ-03-576-03 в NormaCS всплывает окно, что документ заменен на ФНП. Однако если внимательно прочитать приказ №116 от 25.03.2014, приложенный в ФНП, то увидим, что на самом деле в нем нет ни слова о том что указанные ФНП заменяют ПБ-03-576-03. Говорится только о том, что ФНП утверждены, а отдельные иные документы в том числе ПБ-03-576-03 отменены.
Вероятно, статус неверный?
1
По вопросу о статусе ПБ-03-576-03 «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением» в программе все верно.
Федеральные нормы и правила в области промышленной безопасности “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением” (утв. Ростехнадзором приказом № 116 от 25.03.2014 г.) разработаны на основе и взамен документов, перечисленных в приказе № 116 (см. скриншот «Снимок2»).
И еще, если в приказе 1 пунктом вводится документ, а 2 пунктом отменяются документы, то это и означает, что с вводом данного документа отменяется ряд других документов, т.е. «взамен». Это «классическое» написание приказа.
- Снимок1.JPG
- Снимок2.JPG
2
Подскажите пожалуйста, согласно п.6.2.7 ПБ 03-576-03 можно было изготовить специализированной организацией паспорт на сосуды в случае его утере. В нынешнем ФНП об этом нет упоминания. По новым правилам возможно ли такое? Если да, то какая организация может изготовить паспорт?
3
Хочу добавить, что в области применения ПБ 576 значится – изготовление, а ФНП предназначены для применения при разработке технологических
процессов, техническом перевооружении опасного производственного объекта…, т.е. изготавливать по ФНП мы не имеем право. И ещё, в ФНП нет норм оценки качества сварных соединений, т.е. я как главный сваарщик, при аттестации технологии сварки не могу сослаться на этот документ. Получается старое отменили, новое толком не создали, или я что то не так понял из ФНП? Поясните пожалуйста.
4
5
Спасибо за ответ! Небольшое уточнение: В случае если паспорт разрабатывается специализированной организацией имеющей лицензию, может ли она поставить свою печать в паспорте? Ведь согласно п.17 (последний абзац) ТР ТС 032/2013 – “На паспорте оборудования проставляется печать изготовителя и указывается дата его оформления”,
6
7
Подскажите пожалуйста, допускается ли выдача одного паспорта на серию одинаковых сосудов работающих под давлением или баллонов (менее 100 литров), установленных в одной единице оборудования (в рамках одной границы проекторования)? Или на каждый сосуд или баллон должен быть в обязательном порядке свой отдельный паспорт. В ПБ 03-576-03 напрямую такой информации не было. В пришедших взамен требованиям указанного ПБ – ФНП “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением”, и ТР ТС 032/2013 к сожалению об этом так же ни чего сказанно. Дайте пожалуйста пояснения?
8
Андрей, зададим этот вопрос в Ростехнадзор, ответа придется подождать.
9
Пневмогидравлический аккумулятор может попадать под действие ПБ 03-576-03?
10
vovann99, в зависимости от его типа. Без данных сложно сказать. Опишите подробнее.
11
NormaCS,Гидроаккумулятор баллонного типа. Объём жидкостной полоси, заполняемой гидравлическим маслом-50 литров. максимальное давление зарядки 180 бар.
12
vovann99, по нашему мнению, да, относится, так как давление выше 0,07 МПа. Почитайте внимательно область определения в этом ПБ.
И, кстати, напоминаем, что данный документ отменен и взамен него теперь действуют Федеральные нормы и правила в области промышленной безопасности “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением”.
13
Андрей, ответ Ростехнадзора, в том числе и на Ваш вопрос (пункт 4). Выложим его здесь целиком, по другим вопросам тоже может пригодиться.
Ответ Ростехнадзора
14
Спасибо большое за ответ. А как можно увидеть вопросы на которые в этом письме указаны ответы (помимо моего)?
15
Андрей, добрый день! Можно, конечно. 🙂 Вопрос звучал так:
1. Вопрос п.12.3.10 ГОСТ 32569-2013 “Оценку качества сварных соединений по результатам радиографического контроля следует проводить по протяженности плоских дефектов (трещины, несплавления, непровары) и объемным (поры, шлаковые включения) дефектам согласно таблице 12.4.
Если при дополнительном контроле для трубопроводов III и IV категорий хотя бы один стык будет забракован, контролю подвергают 100% стыков, выполненных конкретным сварщиком.”
Вопрос. Условия проведения дополнительного контроля в данном пункте не разъяснены? Для сравнения: в ПБ 03-585-03 (см. п.7.3.14) написано: “Сварные соединения, оцененные указанным или большим баллом, подлежат исправлению и повторному контролю. Сварные соединения трубопроводов III и IV категорий, оцененные соответственно суммарным баллом 4 и 5, исправлению не подлежат, но необходимо подвергнуть дополнительному контролю удвоенное от первоначального объема количество стыков, выполненных данным сварщиком. Если при дополнительном контроле для трубопроводов III и IV категорий хотя бы один стык будет оценен соответственно баллом 4 и 5, контролю подвергают 100% стыков, выполненных данным сварщиком.”
2. П.12.3.6 ГОСТа 32569-2013 гласит “Контроль сварных соединений методом РД (ГОСТ 7512) или УЗД (ГОСТ 14782) следует проводить после устранения дефектов, выявленных внешним осмотром и измерениями, а для трубопроводов I категории, а также для трубопроводов с группой сред А(а) или работающих при температуре ниже минус 70°С – после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым (ГОСТ 21105) или капиллярным (ГОСТ 18442).”
Вопрос. Контроль сварных соединений методом РД/УЗД следует проводить после контроля на выявление выходящих на поверхность дефектов методами магнитопорошковым/капиллярным для трубопроводов I категории для всех групп сред или только для трубопроводов I категории с группой сред А(а) или р аботающих при температуре ниже -70°С, так как трубопроводы с группой сред А(а) или работающие при температуре ниже -70°С в любом случае являются трубопроводами I категории?
И у нас есть ответ по этим вопросам от ООО НТП “Трубопровод”, разработчиков указанного ГОСТа.
1. Для давления больше 100 атм. пороговая температура снижена с 450 до 350 град.
2. Перед проведением РД целесообразно проведение контроля капиллярным , магнитопорошковым методами контроля.
3. Пользоваться справочным Приложением С.1 к ГОСТ 32569-2013 нельзя, т.к. оно предназначено исключительно для сравнительной оценки ГОСТ с Европейскими стандартами, о чем указано в заглавии таблицы, и не может заменить требования пунктов ГОСТ.
4. Группа среды А(а) содержит чрезвычайно опасные и высокоопасные вещества, которые требуют наибольшей безопасности трубопровода согласно: ГОСТ 32569-2013 (таблица 12.3) и «Общих правил взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств», пункт 5.1.9 (приказ Ростехнадзора № 96 от 11.03.2012г.).
Источник
сосуды, работающие под давлением воды с температурой выше 115 °С или других нетоксичных, не взрывопожароопасных жидкостей при температуре, превышающей температуру кипения при давлении 0,07 МПа (0,7 кгс/см2);
сосуды, работающие под давлением пара, газа или токсичных взрывопожароопасных жидкостей свыше 0,07 МПа (0,7 кгс/см2);
баллоны, предназначенные для транспортировки и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа (0,7 кгс/см2);
цистерны и бочки для транспортировки и хранения сжатых и сжиженных газов, давление паров которых при температуре до 50 °С превышает давление 0,07 МПа (0,7 кгс/см2);
цистерны и сосуды для транспортировки или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 МПа (0,7 кгс/см2) создается периодически для их опорожнения;
барокамеры.
Правила не распространяются на:
сосуды атомных энергетических установок, а также сосуды, работающие с радиоактивной средой;
сосуды вместимостью не более 0,025 м3 (25 л) независимо от давления, используемые для научно-экспериментальных целей. При определении вместимости из общей емкости сосуда исключается объем, занимаемый футеровкой, трубами и другими внутренними устройствами. Группа сосудов, а также сосуды, состоящие из отдельных корпусов и соединенные между собой трубами с внутренним диаметром более 100 мм, рассматриваются как один сосуд;
сосуды и баллоны вместимостью не более 0,025 м3 (25 л), у которых произведение давления в МПа (кгс/см2) на вместимость в м3 (литрах) не превышает 0,02 (200);
сосуды, работающие под давлением, создающимся при взрыве внутри них в соответствии с технологическим процессом или горении в режиме самораспространяющегося высокотемпературного синтеза;
сосуды, работающие под вакуумом;
сосуды, устанавливаемые на морских, речных судах и других плавучих средствах (кроме драг);
сосуды, устанавливаемые на самолетах и других летательных аппаратах;
воздушные резервуары тормозного оборудования подвижного состава железнодорожного транспорта, автомобилей и других средств передвижения;
сосуды специального назначения военного ведомства;
приборы парового и водяного отопления;
трубчатые печи;
сосуды, состоящие из труб с внутренним диаметром не более 150 мм без коллекторов, а также с коллекторами, выполненными из труб с внутренним диаметром не более 150 мм;
части машин, не представляющие собой самостоятельных сосудов (корпуса насосов или турбин, цилиндры двигателей паровых, гидравлических, воздушных машин и компрессоров).
1.1 Область применения и назначение Правил
1.2 Проектирование
1.3 Ответственность за нарушение настоящих Правил
1.4 Порядок расследования аварий и несчастных случаев
II Конструкция сосудов
2.1 Общие требования
2.2 Люки, лючки, крышки
2.3 Днища сосудов
2.4 Сварные швы и их расположение
2.5 Расположение отверстий в стенках сосудов
III Материалы
IV Изготовление, реконструкция, монтаж, наладка и ремонт
4.1 Общие требования
4.2 Допуски
4.3 Сварка
4.4 Термическая обработка
4.5 Контроль сварных соединений
4.6 Гидравлическое (пневматическое) испытание
4.7 Оценка качества сварных соединений
4.8 Исправление дефектов в сварных соединениях
4.9 Документация и маркировка
V Арматура, контрольно-измерительные приборы, предохранительные устройства
5.1 Общие положения
5.2 Запорная и запорно-регулирующая арматура
5.3 Манометры
5.4 Приборы для измерения температуры
5.5 Предохранительные устройства от повышения давления
5.6 Указатели уровня жидкости
VI Установка, регистрация, техническое освидетельствование сосудов, разрешение на эксплуатацию
6.1 Установка сосудов
6.2 Регистрация сосудов
6.3 Техническое освидетельствование
6.4 Разрешение на ввод сосуда в эксплуатацию
VII Надзор, содержание, обслуживание и ремонт
7.1 Организация надзора
7.2 Содержание и обслуживание сосудов
7.3 Аварийная остановка сосудов
7.4 Ремонт сосудов
VIII Сосуды и полуфабрикаты, приобретаемые за границей
IX Дополнительные требования к цистернам и бочкам для перевозки сжиженных газов
9.1 Общие требования
X Дополнительные требования к баллонам
10.1 Общие требования
10.2 Освидетельствование баллонов
10.3 Эксплуатация баллонов
XI Контроль за соблюдением настоящих Правил
Приложение 1 Термины и определения применительно к настоящим Правилам
Приложение 2 Паспорт сосуда, работающего под давлением
Приложение 3 Подразделение сталей на типы, классы
Приложение 4 Перечень материалов, используемых для изготовления сосудов, работающих под давлением
Приложение 5 Определение понятий однотипных сварных соединений
Источник
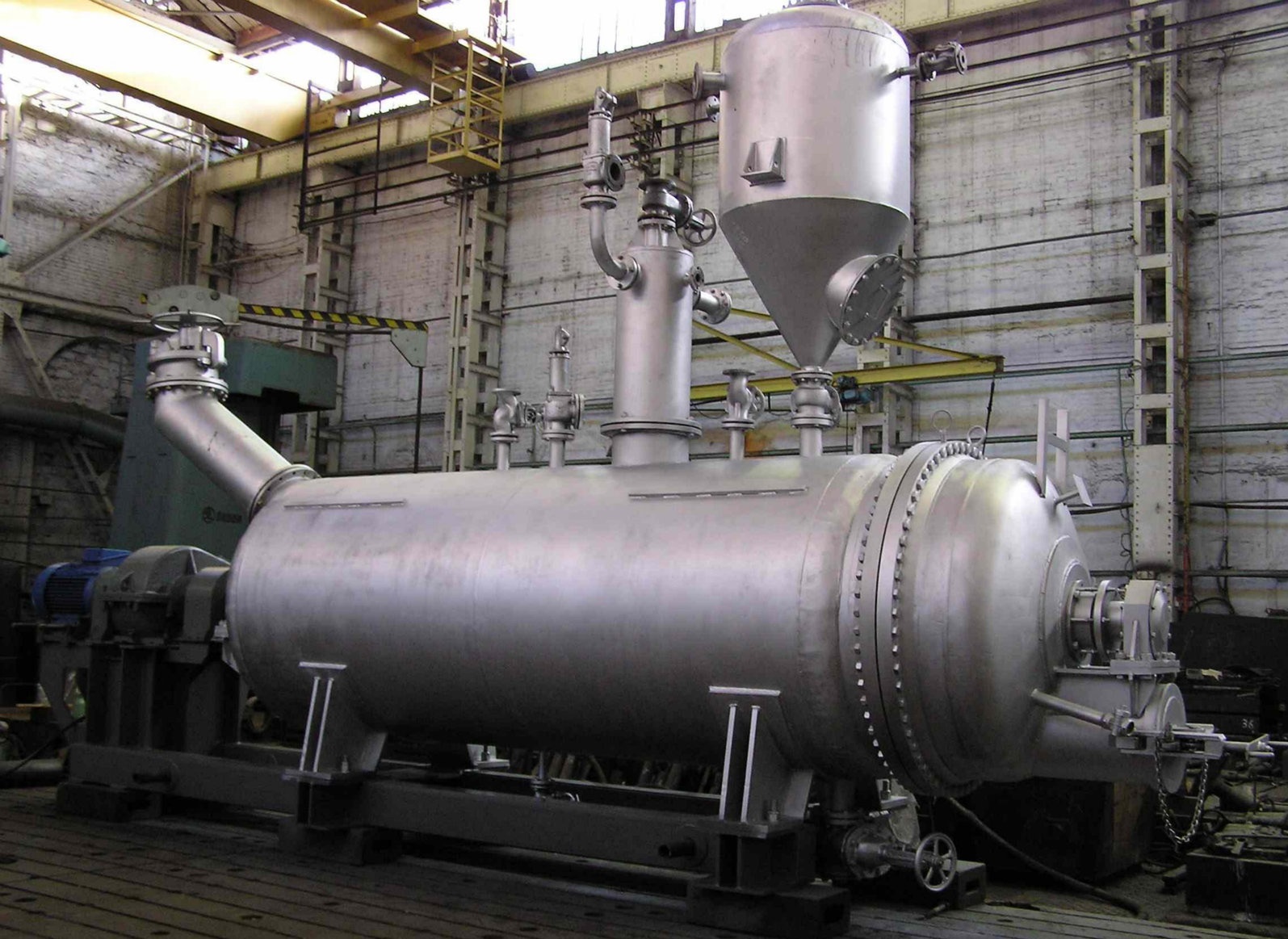
Системы, функционирующие под давлением, массово применяются в различных отраслях индустрии. Они представляют собой герметически задраенные сосуды, назначение которых – проведение в особых условиях химических реакций, хранение и транспортировка сжатых газов и жидкостей. Они относятся к оборудованию повышенной вероятности риска. В случае нарушения их герметизации и несоблюдения порядка использования вероятны мощные взрывы сжатый газ высвобождает значительную потенциальную энергию. Осколки емкостей способны разлетаться на внушительные расстояния и наносить серьезные разрушения, приводящие к человеческим жертвам.
Нормы и ПУБЭ сосудов, работающих под давлением
К СРД принадлежат емкости, рассчитанные на содержание и перемещение сжатых газов и жидкостей. К ним относят:
- паровые котлы всевозможного применения;
- автоклавы;
- стерилизаторы;
- резервуары;
- автосатураторы;
- компрессорные ресиверы;
- трубопроводы;
- газовые баллоны.
Принципы безвредного использования сосудов под давлением обусловлены требованиями, предъявляемыми к созданию проекта, их выпуску, монтированию, настройке, техобслуживанию и применению.
Дополнительная информация! Ввиду разнообразия конструктивных моделей и функционала сосудов под сверхштатным давлением многогранны риски, требующие повышенной осмотрительности, предосторожности и внимания к строению и типу применяемого вещества.
Чаще всего на взрывоопасность работающих под давлением емкостей влияют:
- несоразмерность конструктивных особенностей предельно допустимой степени сжатия и температуры;
- увеличение давления выше нормативного уровня;
- утрата прочности в результате разъедания ржавчиной, скрытых изъянов материала, локального перегревания;
- нарушение определенного правилами порядка работы;
- неудовлетворительная компетенция личного состава;
- отсутствие профилактики и диагностики.
Увеличивает риск то, что многие виды перекачиваемого топлива отличаются высокой пожаро- и взрывоопасностью. Если на установке используются ядовитые вещества, нельзя забывать об их высокой токсичности. При наполнении емкости паром или горячей водой в случае потери герметичности вероятен взрыв и тепловой ожог сотрудников. В атомной промышленности самый опасный момент – поражение радиационным излучением.
Сосуды под давлением: новые правила
В 2018 г. вступил в действие приказ Ростехнадзора № 539, отменивший ФНП в области производственной безопасности опасных объектов, принятых ранее. Он разработан на основе ФЗ № 170 с учетом новых требований. Изменения распространяются на все разделы документа, особенно касаются предписаний:
- по переоснащению;
- модернизации;
- устранению неисправностей;
- налаживанию оборудования.
Дополнительная информация! Документ содержит рекомендации по оформлению технических паспортов на ОПО.
Общие положения ФНП (044-18) определяют правила проектирования, производства, монтажа и эксплуатации емкостей, целенаправленно созданных для эксплуатации в сфере атомной энергетики, относящихся к IV классу риска. Они касаются:
- сосудов под давлением для нетоксичных и невзрывоопасных растворов (при t выше 100 градусов С);
- вместилищ для агрессивных химикатов I и II класса опасности;
- цистерн для перемещения и хранения сжатых и жидких веществ при t до 50 градусов;
- емкостей, предназначенных для материалов под эпизодически создаваемым давлением (для удаления веществ);
- сосудов для транспортировки и сохранения сжатых и растворенных газов под давлением выше 0,07 МПа.

Система
Правила по сосудам, работающим под давлением (2018), не затрагивают емкости маленькой вместительности и части другого оборудования. Одним сосудом считают несколько баллонов, объединенных трубопроводами с поперечником больше 100 мм.
Важно! Определяют соответствие сосудов нормативным критериям согласно ФНП.
Требования к обустройству
ПУБЭ сосудов, действующих под давлением, делают упор на специфику конструкции и категорически настаивают на соблюдении важных принципов:
- при изготовлении емкостей запрещается уклоняться от расчетной документации;
- в производстве обязательно использование только заявленных материалов.
Спецтехника должна быть оснащена:
- защитными страховочными механизмами;
- приспособлением для определения уровня жидкости;
- датчиками давления;
- температурными измерителями;
- стопором и регулятором;
- отдельным энергоблоком;
- контроллером тепловых изменений.
Сосуд, функционирующий ПД, конструируют с учетом беспрепятственной доступности к инструментам, отслеживающим исправность аппаратуры. Кроме того, обязательно должны быть приспособления для осушения и устранения воздуха. Они требуются, чтобы снизить угрозу разрушения, разъедания или образования неуправляемой химической реакции. Надежность использования обусловлена также проектной реализацией системы наполнения и оттока массы. Существенную роль играет удобство моментального удобного замещения деталей, чтобы избежать коррозии.
Завод
Предписания к эксплуатированию
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, предписывают строгое выполнение порядка пуска, обслуживания и контроля оборудования. При этом весьма существенен уровень квалификации сотрудников. В первую очередь, непременно следует иметь в наличии подробный пакет инженерной документации, полученной от изготовителя вместе с оборудованием. Он должен согласовываться с экспертным распорядком Таможенного союза № 032 (2013) и включать:
- техпаспорт на спецоборудование;
- подтверждение надежности;
- схематическое изображение;
- удостоверения защитных приспособлений (в случае наличия);
- вычисление производительности страховочных механизмов;
- сертификаты о надежности;
- руководство по использованию (инструкция);
- проектные документы.

Модуль
Кроме того, серьезным предписанием ПУБЭ сосудов, действующих под давлением, считается оперативное осуществление техосмотров. В документации отражаются сведения:
- о первичном обследовании;
- о периодическом инспектировании;
- о дополнительных ТО;
- экспертная оценка оборудования, подлежащего учету;
- выводы специалистов о допустимых сроках службы.

Обслуживание
Работать с СПД разрешается сотрудникам, прошедшим:
- первичный и регулярный медицинский осмотр;
- вступительный и периодический инструктаж по охране труда;
- ознакомление и тестирование по правилам ТБ.
Обратите внимание! Обслуживанием емкостей может заниматься только подготовленный аттестованный персонал, обладающий соответствующим сертификатом.
Ответственность за несоблюдение ПБ
За происшествие, связанное с использованием СПД, согласно ФЗ № 116 при сбое техники отвечает использующая компания. В случае причинения смерти или ущерба здоровью рабочих она обязана выплатить пострадавшим компенсационное покрытие. При утрате главы семьи иждивенцам полагается 2 млн. руб. Размер возмещения за нанесение вреда здоровью в результате аварии зависит от характера повреждений и вероятных последствий, но не больше 2 млн.

Безопасность
Применяемые в разных отраслях промышленности системы, функционирующие под давлением, – это объекты повышенного риска. Любое нарушение в их конструкции или неправильная эксплуатация способны привести к серьезным последствиям, в результате которых могут пострадать люди. Производить, устанавливать и обслуживать их необходимо в строгом соответствии с установленными Правилами устройства и безопасной эксплуатации сосудов под давлением.
Источник