
Пример заполнения сосуда под давлением

Версия для печати
1 Общие положения
1.1 Раздел паспорта “Общие сведения”, разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 – владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью “Исправленному верить”, заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово “минус”. Не допускается проставлять математический знак (например: “+”, “-“, “<“, “>”, “=” и др.) без цифры, а также математический знак минус (“-“) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел “Содержание паспорта”
2.1.1 В графе “Наименование” перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе “Число листов/страниц” указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел “Общие сведения о сосуде”
В строке “Идентификационный (заводской) номер” следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 “Техническая характеристика и параметры”
2.3.1 В головке таблицы графу “Наименование частей сосуда” следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы “Наименование частей сосуда” должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке “Рабочее давление” указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке “Расчетное давление” указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке “Пробное давление” указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках “Рабочая температура” и “Расчетная температура стенки” указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” не заполняется.
2.3.7 Строка “Наименование рабочей среды” заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке “Характеристика рабочей среды” следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность (“Да” или “Нет”), пожароопасность (“Да” или “Нет”) среды.
2.3.9 Строка “Прибавка для компенсации коррозии (эрозии)” заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке “Вместимость” указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке “Максимальная масса заливаемой рабочей среды” указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке “Назначенный срок службы сосуда” указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу “Техническая характеристика и параметры” допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 “Сведения об основных частях сосуда”
2.4.1 Графа “Наименование частей сосуда” заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе “Число” указывается общее число одинаковых частей сосуда.
2.4.3 В графе “Размеры” указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе “Примечание” указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 “Данные о штуцерах, фланцах, крышках и крепежных изделиях”
2.5.1 В графе “Наименование” указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе “Число” указывается общее число однотипных деталей.
2.5.3 В графе “Размеры” следует указывать:
– для патрубка – наружный или внутренний диаметр и толщину стенки;
– для фланца – габаритные размеры и внутренний диаметр;
– для крышки – наружный диаметр и толщину;
– для укрепляющего кольца – наружный диаметр и толщину;
– для прокладки – наружный (внутренний) или средний диаметр и толщину;
– для крепежа – номинальный диаметр резьбы.
2.5.4 В графе “Материал” указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 “Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности”
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись “В объем поставки не входит”.
2.6.2 В графе “Наименование” указываются:
– для предохранительного клапана – наименование или условное обозначение по паспорту;
– для мембранного предохранительного устройства – наименование или тип по паспорту;
– для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. – наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе “Число” указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе “Место установки” указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе “Номинальный диаметр” для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе “Номинальное давление” для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе “Материал корпуса” указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 “Данные об основных материалах, применяемых при изготовлении сосуда”
2.7.1 В графе “Наименование элемента” указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов – данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 – обязательно.
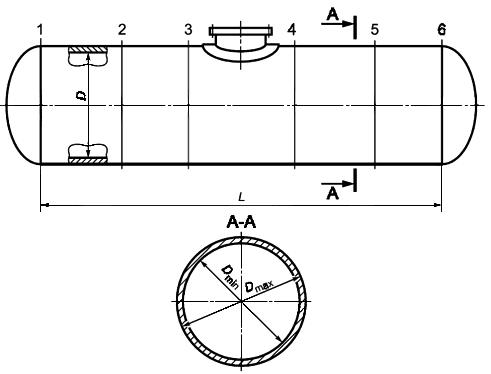
2.8 Раздел 6 “Карта измерений корпуса сосуда”
2.8.1 В графе “Наименование элемента” указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
2.8.2 В графе “Номер эскиза” указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе “Номер сечения” указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе “Диаметр” указываются:
– номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
– допускаемое отклонение диаметра согласно требованиям НД;
– фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах “Овальность” и “Отклонение от прямолинейности” указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
– фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе “Смещение кромок сварных стыковых соединений” указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
– фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
2.9.1 В графе “Обозначение сварного шва” указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах “Способ выполнения соединения (сварка, пайка)”, “Вид сварки (пайки)” и “Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)” указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе “Метод неразрушающего контроля” указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе “Объем контроля” указывается объем проведенного контроля.
2.9.5 В графе “Номер и дата документа о проведении контроля” указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе “Оценка” указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 “Данные о других испытаниях и исследованиях”
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 “Данные о термообработке”
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе “Наименование элемента” указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе “Номер и дата документа” указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 “Данные о гидравлическом (пневматическом) испытании”
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе “Испытываемая часть сосуда” указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе “Испытательная среда” указывается наименование жидкости “Вода” или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать “Да”.
2.13 Раздел 11 “Заключение”
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 – не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 – “Карта измерений корпуса сосуда”
Эскиз N 2 к разделу 7 – “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
Примечание – Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
<< назад / к содержанию ГОСТа Р 52630-2012/ вперед >>
Источник
01.07.2018
Статья будет полезна руководителям и специалистам компаний, в рабочем процессе которых используются сосуды под давлением на опасных для жизни и здоровья человека объектах.
Вся деятельность таких объектов регулируется нормативными актами Ростехнадзора.
Главная цель – обеспечение безопасности на объекте.
Мы рассмотрим:
- Какие документы необходимы при работе на опасном производственном объекте;
- Кто отвечает за технику безопасности и должные обязанности ответственного лица;
- Какие требования предъявлять к персоналу, непосредственно работающему с сосудами под давлением;
- Обучение и аттестация персонала;
- Какие сосуды Вы обязаны зарегистрировать в Ростехнадзоре, а какие не подлежат регистрации;
- Как осуществляется производственный контроль сосудов под давлением;
- Как проводить испытания сосудов под давлением;
- Как поверить манометры.
Документы необходимые при работе с сосудами под давлением на опасном объекте.
Наличие документов регламентируется Приказом от 25.03.2014 г. № 116 Об утверждении федеральных норм и правил в области промышленной безопасности “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением”. Особое внимание мы рекомендуем обратить на пункты: 191, 208, 211, 218, 221, 229,274, 294, 298, 328, 338, 345, 413.
Графики:
- Планово-предупредительные ремонты производственного оборудования (график ремонтов);
- Ремонты сосудов под давлением (график ремонтов).
Приказы:
- О назначении ответственного за исправное состояние и безопасную эксплуатацию оборудования под давлением, за осуществление производственного контроля за безопасной эксплуатацией оборудования под давлением;
- О допуске персонала к самостоятельному обслуживанию оборудования под давлением.
Журналы:
- Сменный журнал;
- Ремонтный журнал;
- Журнал проверки исправной работы предохранительных клапанов и манометров;
- Журнал смен проверки оборудования;
- Журнал ремонта сварочных и промывочных работ (какие материалы применялись, какое оборудование останавливалось для ремонта и т.д.).
Инструкции:
- Для специалистов, эксплуатирующих производственное оборудование;
- Для ответственных лиц;
- Для персонала, обслуживающего оборудование;
- По ремонту, обслуживанию и пуску трубопроводов.
Технический отчет о проведении контроля (неразрушающего и разрушающего), акт о диагностики техники.
Удостоверения о качестве монтажа оборудования.
Протокол проверки производственных знаний персоналом, эксплуатирующих сосуды под давлением.
Кто отвечает за технику безопасности и должные обязанности ответственного лица.
При назначении «ответственного лица за безопасную эксплуатацию и исправное состояния оборудования под давлением» мы опираемся на пункт 218 Правил промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением».
Этот пункт обязывает нас (как организацию или индивидуального предпринимателя) обеспечить безопасные условия эксплуатации сосудов под давлением.
Также, согласно пункту 218 этих же правил, мы должны содержать оборудование под давлением исключительно в исправном состоянии.
Здесь есть тонкость: мы можем назначить одного ответственного за безопасность оборудования и содержания сосудов в исправном состоянии. «Правила промышленной безопасности говорят об одном ответственном лице за две эти функции. Но мы можем разделить эти две обязанности между двух сотрудников. Правилам разделение обязанностей не противоречит: мы вдвое усиливаем безопасность на объекте!
При разделении обязанностей между двумя руководителями важно правильно прописать инструкции ответственных лиц при осуществлении производственного контроля и создать инструкции для персонала, который обслуживает сосуды под давлением.
Важно знать: назначить приказом ответственных за безопасность можно только из сотрудников, прошедших аттестацию по промышленной безопасности в Ростехнадзоре.
Ответственный за состояние производственного контроля не может совмещать обязанности и быть назначенным ответственным за безопасность на объекте и безопасную эксплуатацию оборудованием. Совмещать эти две должности запрещено правилами.
Какие требования предъявлять к персоналу, непосредственно работающему с сосудами под давлением.
Статья 213 Трудового Кодекса РФ предъявляет к персоналу, работающему с опасными производственными факторами четкие требования:
- Обязательная справка о психиатрическом здоровье работника;
- Обязательный медицинский осмотр при приеме на работу;
- Медицинский осмотр на предмет профессиональных заболеваний 1 раз в 5 лет
Перечень профессий, для которых при работе на опасном объекте, медицинское освидетельствование обязательно, согласно постановлению Правительства РФ №377:
- Водитель (авто с нужной грузоподъемностью плюс непредельные и предельные углероды);
- Оператор (непредельные углероды, предельные углероды);
- Аппаратчик сосудов под давлением (плюс непредельные и предельные углероды).
Обучение и аттестация персонала.
Персонал, непосредственно работающий с сосудами избыточного давления, обязан проходить внутрипроизводственное обучение, непосредственно в компании.
Организация обязана провести аттестацию сотрудников по промышленной безопасности.
Нормативная база
При обучении и аттестации персонала используем нормативную базу:
- Приказ Ростехнадзора от 06.04.2012 г. № 233: аттестация руководителей и специалистов и аттестация персонала, ответственного за эксплуатацию и производственный контроль ОПО;
- Приказ Ростехнадзора от 29.01.2007 № 37 (ред. От 30.06.15).
- Положением об организации работы ;по подготовке и аттестации специалистов организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору” – РД-03-19-2007
- “Положением об организации обучения и проверки знаний рабочих организаций, поднадзорных Федеральной службе по экологическому, технологическому и атомному надзору”- РД-03-20-2007
- ФНП “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением” (Приказ Ростехнадзора от 25.03.2014 № 116)
Расследование инцидентов, связанных с эксплуатацией оборудования под давлением.
Инцидентом называют повреждение или отказ техники.
Как правило, инциденты происходят, если
- Персонал неосторожен;
- Если поврежден газификатор или автокран;
- Нарушены инструкции ОТ при эксплуатации автокрана или газификатора;
- Нарушены производственные инструкции;
- При форс-мажоре.
Нормативная база, используемая при расследовании инцидентов:
- Федеральный закон от 21.07.1997 № 116-ФЗ (ред. от 13.07.2015) «О промышленной безопасности опасных производственных объектов», ст.1;
- Постановление Правительства РФ от 03.11.2011 № 916 «Об утверждении правил обязательного страхования гражданской ответственности владельца опасного объекта за причинение вреда в результате аварии на опасном объекте – раздел VI»I;
- Приказ Госгортехнадзора России от 31.01.2001 № 7 «Об утверждении и введении в действие методических рекомендаций по классификации аварий и инцидентов на опасных производственных объектах химической, нефтехимической и нефтеперерабатывающей промышленности»;
- Постановление Правительства РФ от 05.05.2012 № 455. «О режиме постоянного государственного надзора на опасных производственных объектах и гидротехнических сооружениях»;
- Постановление Правительства РФ от 10.03.1999 № 263 «Об организации и осуществлении производственного контроля за соблюдением требований промышленной безопасности на опасном производственном объекте».
Сосуды, подлежащие и не подлежащие регистрации в Ростехнадзоре
Какие сосуды Вы обязаны зарегистрировать в Ростехнадзоре, а какие не подлежат регистрации.
Сосуды под давлением:
- Сосуды с трубами, внутренний диаметр которых равен или меньше 150 мм при отсутствии коллекторов или трубы с коллекторами меньше или равные 150 мм;
- Оборудование теплоэнергетическое, не исключая трубопроводы АЭС;
- Сосуды, установленные на всех летательных аппаратах, не исключая самолеты;
- Трубопроводы и сосуды, работающие вакуумным методом;
- Если при взрыве в сосудах под давлением образуется горение (будь то технологический процесс или синтез веществ)
- Баллоны и сосуды объемом равные или менее 0,025 м3. При условии, что произведение вместимости на значение давления не меньше или равное 0,02;
- Сосуды, вместимость которых менее 0,0025 м3.
Источник: приказ Ростехнадзора от 25.03.2014 № 116
Не нужно ставить на учет в Ростехнадзоре:
- Сосуды, находящиеся в подземных горных работах;
- Сосуды, установленные на транспорте (для доставки топлива транспортным двигателям) с сжиженными или сжатыми газами;
- Сосуды, входящие в закрытую систему нефтегазодобычи;
- Сосуды или бочки для транспортировки сжиженных газов не более 100 л или бочки данного объема, закреплённые стационарным способом;
- Сосуды, взаимодействующие со средой 2-й группы (согласно ТР ТС 032/2013), при температуре меньше 200 градусов, у которых произведение давления (МПа) на вместимость (м3) не превышает 1,0;
- Сосуды, взаимодействующие со средой 1-й группы (согласно ТР ТС 032/2013), при температуре стенки н менее или равные 200 °C, у которых произведение давления (МПа) на вместимость (м3) равное или менее 0,05.
Нормативная база по сосудам под давлением:
- РД 24.200.11-90 «Сосуды и аппараты, работающие под давлением. Правила и нормы безопасности при проведении гидравлических испытаний на прочность и герметичность», введн.01.07.1991.,актуал.01.11.2014)
- ИТН-93. Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств” (утв. Минтопэнерго РФ 16.12.1993), в частности см. Приложение 3.8 «Методические указания по гидравлическому испытанию сосудов, работающих под давлением»;
- Инструкции по охране труда для работников, занятых перевозкой, хранением и эксплуатацией баллонов со сжатым и сжиженным газом (утв. Минтрудом России 17.05.2004);
- Инструкции по охране труда при хранении и эксплуатации газовых баллонов (утв. Минтрудом России 21.05.2004);
- Методические указания по техническому диагностированию и продлению срока службы стальных баллонов, работающих под давлением. РД 14-001-99 (утв. Приказом ОАО “УралНИТИ” от 05.03.1999 № 13);
- Постановление Госгортехнадзора России от 20.11.1998 № 66 (ред. от 21.11.2002) “Об утверждении Инструкции по проведению диагностирования технологического состояния сосудов, трубопроводов и компрессоров промышленных аммиачных холодильных установок” (вместе с “Инструкцией… РД 09-244-98”);
- РД 03-421-01. Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов (утв. постановлением Госгортехнадзора России от 06.09.2001 № 39);
- ПОТ РО-14000-002-98. “Положение. Обеспечение безопасности производственного оборудования” (утв. Минэкономики России 20.01.1998);
- ГОСТ Р 52630 – 2012 “Сосуды и аппараты стальные сварные. Общие технические условия”.
Как осуществляется производственный контроль сосудов под давлением.
Регламент проводимых работ изложен в части ФНП «Техническое освидетельствование сосудов».
Основная суть документа.
Порядок проведения работ должен быть установлен документом (должностной инструкцией) по технике безопасности, установленной в организации утвержденной этой организацией.
Первичное техническое освидетельствование сосудов в минимальном объеме раскрывается в 385 ФНП и далее.
Если инструкция утверждена совместно 2-мя организациями(эксплуатирующая сосуды и специализированная, проводящая объем специальных работ) сотрудник, осуществляющий работы,руководствуется своей инструкцией по технике безопасности. Организация, эксплуатирующая сосуды, предоставляет оборудование только в рабочем состоянии и обеспечивает, со своей стороны, полную безопасность его использования.
Также в рамках регламента действует положение о производственном контроле (если работы выполняются только сотрудником производственного контроля и работником, отвечающим за безопасность эксплуатации).
Все обязанности и права ответственного за осуществление производственного контроля, изложены в постановлении Правительства РФ от 10.03.1999 № 263 (ред. от 30.07.2014) “Об организации и осуществлении производственного контроля за соблюдением требований промышленной безопасности на опасном производственном объекте”.
Как проводить испытания сосудов под давлением.
Обширная нормативная правовая база по поводу испытания сосудов под давлением приведена ниже. Опираясь на эти нормативные акты, должна быть составлены и утверждена главным инженером, инструкция по безопасному ведению испытаний гидравлики.
Схема испытания и основные части инструкции вывешены на участке гидравлических испытаний.
Требования к рабочим:
- К работе на гидростендах и рабочих местах с переносным оборудованием для гидравлических испытаний допускаются рабочие соответствующей специальности по «Единому тарифно-квалификационному справочнику работ и профессий рабочих (ЕТКС), аттестованные в установленном порядке с квалификацией 4 или более разряда»;
- Сотрудник проходит инструктаж и изучает особенности испытательного оборудования;
- Ответственный за эксплуатацию и безопасность гидростенда – инженерно-технический работник.
Основные требования к оснастке, оборудованию и производственному участку:
- Участок гидравлических испытаний имеет оборотную систему водоснабжения и систему слива в канализационные отверстия;
- Есть аварийное освещение, рабочее местное и общее освещение и нестационарные светильники с напряжением менее или равное 42В (см. «Правила устройства электроустановок»);
- Участок имеет не скользкий пол с обязательным уклоном и возможностью стока воды в отверстия;
- Защитное ограждение, препятствующее появлению посторонних на участке или попаданию случайной жидкой консистенции.
Нормативные акты:
- “Методические указания по техническому диагностированию и продлению срока службы стальных баллонов, работающих под давлением. РД 14-001-99” (утв. Приказом ОАО “УралНИТИ” от 05.03.1999 № 13).РД 24.200.11-90 «Сосуды и аппараты, работающие под давлением. Правила и нормы безопасности при проведении гидравлических испытаний на прочность и герметичность»;
- Постановление Госгортехнадзора России от 20.11.1998 № 66 (ред. от 21.11.2002) “Об утверждении Инструкции по проведению диагностирования технологического состояния сосудов, трубопроводов и компрессоров промышленных аммиачных холодильных установок” (вместе с “Инструкцией… РД 09-244-98”);
- “РД 03-421-01. Методические указания по проведению диагностирования технического состояния и определению остаточного срока службы сосудов и аппаратов” (утв. постановлением Госгортехнадзора России от 06.09.2001 № 39);
- Приказ Ростехнадзора от 25.03.2014 № 116 “Об утверждении Федеральных норм и правил в области промышленной безопасности “Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением”, раздел Гидравлическое (пневматическое) испытание, п.170-173.” ИТН-93. Инструкция по техническому надзору, методам ревизии и отбраковке трубчатых печей, резервуаров, сосудов и аппаратов нефтеперерабатывающих и нефтехимических производств” (утв. Минтопэнерго РФ 16.12.1993), в частности см. Приложение 3.8 «Методические указания по гидравлическому испытанию сосудов, работающих под давлением».
Проверка манометров
Важнейшие данные описания поверки манометров:
- Условия, средства, операции поверки, какой выбран способ оформления результатов, номер и тип документа на средства измерений, метрологические характеристики, диапазон измерений, специфические признаки величины и средств измерений;
- Источник –рекомендация Госстандарта РФ” Методики поверки средств измерений давления. Технические описания. Рекомендация. МИ 2203-92″ (утв. ВНИИМС Госстандарта РФ 23.03.1992).
- Приказ Минпромторга России от 02.07.2015 № 1815 “Об утверждении Порядка проведения поверки средств измерений, требования к знаку поверки и содержанию свидетельства о поверке”.
Возврат к списку
Источник