
Расположение сварных швов на сосудах

2.4.1. При сварке обечаек и труб, приварке днищ к обечайкам должны применяться стыковые швы с полным проплавлением.
Допускаются сварные соединения в тавр и угловые с полным проплавлением для приварки плоских днищ, плоских фланцев, трубных решеток, штуцеров, люков, рубашек.
Применение нахлесточных сварных швов допускается для приварки к корпусу укрепляющих колец, опорных элементов, подкладных листов, пластин под площадки, лестницы, кронштейны и т.п.
2.4.2. Конструктивный зазор в угловых и тавровых сварных соединениях допускается в случаях, предусмотренных НД, согласованной в установленном порядке.
2.4.3. Сварные швы должны быть доступны для контроля при изготовлении, монтаже и эксплуатации сосудов, предусмотренного требованиями Правил, соответствующих стандартов и технических условий.
2.4.4. Продольные швы смежных обечаек и швы днищ сосудов должны быть смещены относительно друг друга на величину трехкратной толщины наиболее толстого элемента, но не менее чем на 100 мм между осями швов.
Указанные швы допускается не смещать относительно друг друга в сосудах, предназначенных для работы под давлением не более 1,6 МПа (16 кгс/см2) и температуре стенки не выше 400 град. С, с номинальной толщиной стенки не более 30 мм при условии, что эти швы выполняются автоматической или электрошлаковой сваркой и места пересечения швов контролируются методом радиографии или ультразвуковой дефектоскопии в объеме 100%.
2.4.5. При приварке к корпусу сосуда внутренних и внешних устройств (опорных элементов, тарелок, рубашек, перегородок и др.) допускается пересечение этих сварных швов со стыковыми швами корпуса при условии предварительной проверки перекрываемого участка шва корпуса радиографическим контролем или ультразвуковой дефектоскопией.
2.4.6. В случае приварки опор или иных элементов к корпусу сосуда расстояние между краем сварного шва сосуда и краем шва приварки элемента должно быть не менее толщины стенки корпуса сосуда, но не менее 20 мм.
Для сосудов из углеродистых и низколегированных марганцовистых и марганцово-кремнистых сталей (приложение 3), подвергаемых после сварки термообработке, независимо от толщины стенки корпуса расстояние между краем сварного шва сосуда и краем шва приварки элемента должно быть не менее 20 мм.
2.4.7. В горизонтальных сосудах допускается местное перекрытие седловыми опорами кольцевых (поперечных) сварных швов на общей длине не более 0,35 пиD, а при наличии подкладного листа – не более 0,5 пиD, где D – наружный диаметр сосуда. При этом перекрываемые участки сварных швов по всей длине должны быть проверены методом радиографии или ультразвуковой дефектоскопии. Перекрытие мест пересечения швов не допускается.
2.4.8. В стыковых сварных соединениях элементов сосудов с разной толщиной стенок должен быть обеспечен плавный переход от одного элемента к другому путем постепенного утонения кромки более толстого элемента. Угол наклона поверхностей перехода не должен превышать 20 град.
Если разница в толщине соединяемых элементов составляет не более 30% толщины тонкого элемента и не превышает 5 мм, то допускается применение сварных швов без предварительного утонения толстого элемента. Форма швов должна обеспечивать плавный переход от толстого элемента к тонкому.
При стыковке литой детали с деталями из труб, проката или поковок необходимо учитывать, что номинальная расчетная толщина литой детали на 25 – 40% больше аналогичной расчетной толщины стенки элемента из труб, проката или поковок, поэтому переход от толстого элемента к тонкому должен быть выполнен таким образом, чтобы толщина конца литой детали была не менее расчетной величины.
Источник
Главная / Проектировщику / Справочная информация – ГОСТ СНИП ПБ / ГОСТ Р 52630-2012 /
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
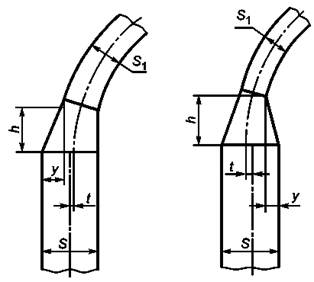
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
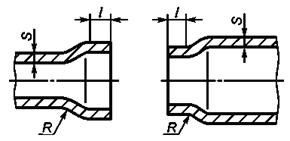
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник
ôöýÂ.z”u}Ä °vŠÐõr®Áx©Z ‘/žS«,oëëv®.’oº ËõEUÚÂÅ-;k’³Õ’Õ®Ÿå€ïùV›Ù¤ÓkÎÇ.-,sÉ¢R*VvYuSͧ°!òŠÄñ09Ç z½ÐæàMƒ^ĸ@ÏÏ”ôëÁrðÛåoqGŒÎŽ‰: +%¬ø³+¨u†]D߬ư¾½TÃQ2¦lm6Z…´Á§9ø¾Å_°”?kR‹éa|]ê*ö‹CŠlŠmd»üói(«²þ$Dšƒ·ñ•-Iö)ÓϨŒmbR˜9hðc×IÂ3-=y^±Æq!Þ2å·²h/j›ñ ® ³ïàÃSàðåGãÍà”Ë.`Œþ¹€õs]ÀÚ”;¯;Q)g>t¢NJ«˜åZòÙ>Ç5É24ëÞìË:*Ó h]û[“` Uà³Ùá zÜ€§)k0EQ芇œúF(ñ•‰h*äï=íãUd*”L3æÄ䥴}È3F›1ÂÑÍ8øíòƒl£é`SÜØ «Ì4N+QŠØ˜YÙ”‘¿Qm³ IÓÓ™ Ö€-ÄYƧÑ%cXT-æ(P6‹ínaR¦Ÿ0U 9Lú ÆžUNBŒ”º;}^ä§0ôNM®úýw£ó-ï¡22€D9ö,ÛíJ=d]X6zƒíQ £;rx=šçŸ’Ùè$ýgäYñ•ygyòÞ!i˜ÆÀ9`ŠÚÞOÈ9*²ToêÌ™b£çà-þ2ëm;™ôNVþYû”êA>Î-n.ÒW`jÚ”‘íï2Ú*hCp%RæyÊ´™XÁâËk€Ýc€`šÙv¬YòmLôVÍùůY5wTÚ8×õÇN¼Ã£bÓF.ÂÄãP@(.Ô=п åu$FGf™hÕZµåÇ}äÏø:›à±ÀB˜ü…°ž[$pð5k3ÚÔ`bå‰2_-Çò÷ýôɹúœÜ.%dÎm§”êQŸJ½Ö.Û35žÃÊá;•VzµÕ¿Mfð8CÖZäcšaGõ:NIÏíõvÂdé²Á¡-ßšLŠf+yŸ>ƒ²”y†èvú3‰`ôÃ%Eb’äغô¨X0hôG‡:t’ÆžÙê¤4N!2ÖÝ)ÜÔ0%I˜¦º(š,8ãÇž%lI’$ð?Ãd1 FŒ!¬ eÊÉôuI¬ý4}¶«òbútT¼’J ( EQ`Pe*DÔ€}ÅÀY D½¤|íhÐç5ú~qbs•™¤-×$æ‰ÐìÓ½6Öæú1éZX놸=µÛ‰”4öù>+¤ÙL²W4Xøª>ôŠ:X#ß|3çõ%aýÐ#Íc…¤oÅw¯ú1/«VB wŸ”ù§¢¯jƒa )!Z{^•”Û:Ž÷¨¯Â6³VŽ~ôüÆRŽ%™r {rШNܪó jÕ›õV?Þr®Ä¸‡e»òXuÆ~|WÖ G÷hœ1³Ñù”¿3[â7îÐ&8ø]œç;C{þ‹è!ÌyǹüVÌm×áywSA’t”föìÜêðÝóìD(9Ã剰ç¯Ëã}ø-²Ù]0ë0`8¸˜om³ˆï”*1yS|†¯À²Z•&©(«Ä4¤Yp#~žLâq§³¢Hv “N™Ú°Ñ·ãž5µ9Àæ³ Ðê5d/~¾©m4-S,`¤ÅÖ&îúJᔢÁ¡&cœÒ#`|ààMv51 IŒ¬Äâ?ƒ;†•w,Ž Þ6³ÂþCq›7·ð¦cÓ,¬˜¸™ÇZuØnJ;…ï¾-ŒµVÃw÷ÐŽr9§`ÛsCx~£ö³ií4ieÕ¼³›XúõÙML¾Þ°«™o”vt@6 “VO
^ÈôA÷-¯ÁÌóu}òA^¥§Ç¬w ÔcŽüRžçª`Ñüª¥w&ž”ó”3š’«-ó¦·³P|!d7¾×x>J‡sú¶Ë©Aôý?š3ø”úk‰ý ãv»]ÿ̜”×AHðÌ•]½àswªÐô:°~Æ”‘gUêC®úˆ÷Ý©8gÚ‡g|3z&Lu˜¼n+u=6qp’ë8kî:-ù%Pb¦UbhÕ’6;MËÆÌÈÔõÑê¶Ûr¦¶üµÆ>²æ;!rü:î’˜²¾BÈ¡ý‹Tû©šft˜ëL¾ûÍ¡à6ÓxÚi±yÿgÀ#CÂbîziDá‹Ìp”*?cEµÊð;´4¹#ž”pËc;1^ë¾AšGU]D›ÉðÖA3í«”Äw³wcu0¯¯(ó-hÁ€}e>±8óÃ#0¦¹Áb‰ä¹Õì¨U Cûbž:ÞÊä’º£$Z¢l®Ü+àç¢Ü ½Ça ÅU§~æ´šº¾ÑoŸ‹*ŘºñÃÒ9CÖ$Èäv d ;‰¾’ƒßjŽ$ÚRFµ+ÐSƒ~Ž&‹v¹È.eáöÐ1·^££»ÑT$,¦7¦í¸çû6Î !dŒVÔ’:ôÛQËs’öÉÞôà7ô¸N0æ ;éfÄ|fÇÏ”¨À¬VsyȶþýWW…ý+’©[KÙÙqÆ°7›}Ùñ¢x^óÀÎ>=ICÍh7kÒIÚ|dl-H{I3‰p½öEãFHÃ0Yƨ8öÕ$~$戉¾DuŠfRLâ¶Ùé Çî•+’Ëøƒ@E~Þ©][6¼Ú´4Þ,nÕ”¤&ϧ²-“˜¶3_Û$i+FÛ$1ð’°nr²ø”Áqpl»·¸•E1òµÑI=qîR9üª)ì âªjewöB!kþ”ÜÇãvaˆ|+ž‰ž6ÌšÞ=«Ã™£c’å-âû˜Û²ç0¿‹öÒ&µA-ÐèÂn…>~ÜyÏãDòÁÓp@cuC -¬€&)³€z T©@ÝU_mÝ›î&;·°¬Üð9žýÜó’b~*öˆ5Œ›÷+±G,®/HhîÃËðºÚ˜d~œƒÅûð#†Cî’W¡}îfQˆêqùÀÁïŒt@*Lâýc’Øï>Š‰K‰CG”ͺ©xtë9¸,y°-¥ÎÄìƒã9ÝbEñüÎ2P¶+/ê¿…Œ…›>Ôpòª½ùXyBñ±¶¦[R#¦-Ê(s0Y…V›”2gífCŠçÆ3ó6óýé>$˜9(±$E˜%xÛ2,7`D{Ùꊃ¯ñcCòœ¸älüe),n…_²ÕQˆéªï”Ê’œ¼’ÔŬ96O/Œ”nxú¹JŸ =¢õgD}’LãwiŸ Ü2p¾qé;ìT>Ûïd'(~5»·ºÙÊ«þyê>jm=ýZ”zÉiÔÆlh|Núœv Åw-ƒKš¯R¯*ÔîÓ©]í¶ç|§‡5¾S]Ƀ”3¥ ômñe ·i²”È»v$B”ÏÜ¡ Þq%þœkÀrQÝåîßóyòYS:¾!yò=þˆÆôåªÃ«yG»ã(ab«Ä-Ó2 Äì¾aäžð˜ëh·ïïV¡ `XMa%ßÂN´Î?m´I6ïÏ].Q4רںڶZ`sŸš3˜Ìg-‘U£h’º%tÕ}Ör¢=uKb!gxµx ª²l ê÷’‰D‹×Ÿ Ä~`F³¤Ô äƒsLìmÅ «6rD`(èé>Ø%þÖiÑB•VõÆÿÏ(IR.»’dOû2üV÷Cäz-Τ{fǺU,¶’ß먞¼6Bz³…¶¹©E›8øAïVÐ,è…wêݪSÎþ#:Y)üðœ`NjOÃ|é*†?jïVÌ/µòÉ1.pðóW,à-D’¶6z*ø3Z§‰#Ê¡N&EX7?Û:mIE»o®u-åÿÄ$8…nTéÌü?¸õ’ FX`-l½içUe¬’kvr½ýþ?ÐKû”¶kæîW‡^2P€OÙK¹» }÷yöRîüCð>-fzäà”{©¯éß`Y*Å$”Ä1Ÿp)!ÑppIÃøR¯ À^û}™ÛÃb÷&)ØI>V÷Â]ýí®éo_’춋©A©”8£±…%Nèm?ÉÒ»ñ”Y¨$åKÄÄÀ7œº;4õ-võ´6œ9,ÖíNý{oê?7|£˜¿•Ø ¨Lz¡‹^hýÌŠÆäã¬êIŠ.’Ëþ&)šÎ¤ xÇ|ÊWÅJGŸe) Ì%tB”.¬.î°;[Û±#˜¼…Žc³¿c÷Ñ©!¸QÖÏß>ÓO¯ÇÜ+£ò’p¥kA§fÚaÿ^é*Å3_éª,C´Ž»”¥§
1Hkµ6™ý+¨ÞÉí÷Ù‰%}r¹ÊaÔ÷VÁŸšÜOÐéyÒ°Á~£ŠÒ°k‹«î^ÖÄôkœ-dÆQ˜îÇ|¦˜BÔnŠ½ðš”=G¸x 29Wµö³ùrrŸy7ðï³ÄÚê9%ŒIÙsyƒX5·Yªçx×Ï÷>‰g¯f›Ù®Fz¸þ½ô÷”À&FÍP«¤b’²8’ÍA.1¥x?8÷ ¥[¦Wm {˜ú¾«ûÀ…¨¶É]HÄ$#Ÿðÿ”²Ð…æ:.Qˆ]ì‰=çH‰¡ Ý’ÛH£5e)*.mÇ-ü¡SSM>¾Ë5ºljjÕÜâP©¶ÿhˆ”W:ØS´£ožÃŸh5%»JL˜¶‡éÁ½¥ýOïÞüþý?”¢”pendstream endobj 6 0 obj 7485 endobj 15 0 obj > stream xœÕ=]«%¹q0™ñ̃É~8»&¾ñ®×÷ؾíÖ·ô!!/ óv6O66`ÿÿ‡T©O·ªÔR«úÜ;ɸ>SÝ]%•ê»Jy˜’¥füoýã?¼Ÿþþÿ¿ßÿå}œþ_þú÷xø§ïÿðŸéžúðç÷ó”R²*ÿ›zˆnšãCvrþáÃï¯êò4O:Ùìã”+BÒ®óûÃE»ù¿>ü|”4?¡fÏ¿øŸ.FJY û°Àv^Ãý-=i£œ}üÄ0D‹¿º fr1ýøÕÅÍ7²:xzߣê¿vŠV’÷ø5⢕•wËz;Ýãß]æÉ©Ù9÷øzÃðÓBÀ瀮àŽÖzž¢_ÍÄã’-‘3iØô@øŠ`yCHƒ¼)~{âÓí©;òvûëáòd’k£5å ‡”Ä09-§$Í£¿ÁmpJ+Íö°Ï« -“m’Œ ?»X-&Ì%ÆÆIÎBÆ©&tçÝ.LV¾ßÆÏüJ÷æÝ%MAÍ…ëÚ²‹|=,hšÕã?^4–Õ~2üý~’DÞ5-DÖèúùŸwZ;[²Ÿ7> 9ÖNsJ16!h-§nþ#?þüâá”QžK›vX¢ê&ÂaÿÂ&XÉ`¨dùß9G¯PûŽsr®éϔ׋P¢Òg^D~ÿ×K°-ìPpcÍ~ ú¤Å¡BñvÒœâÏÚçµ%aoëàlJÿäâ§à¢²½#ß^†øÆ:øt(Çàô;¾ß_€ãlAZžâíb>½äUg¿nq6%’,Þžuõ¡üšUVjÛg2f¶üJÏR’_”?‡Õ·q6″ß”½ëŸßI” ¼h2§-Ü€þ|÷¾(â¿#/^”õ½m’ n,h]ÅÅœ&ïÇP9ám%Èä?Uóx¨,9V ՆגÀPT&ÿÚSœ’kÒ®PÊ/´{uÛ73Ì(»v0%’`ìR¨XŠÎªZàÝ#àGÚùÙ¦ûÓ”õ‰H¿Y´É€ùI’e£¬@sãáؾ90nQTX†âÛMD¾Ë¢ÂÁO LqmáŽìÁkƒ’Oƒ &ë)¢ÁWào}’ˆ-;쿇⋢ȟ¯²…ábª±8Ú,& Áç”ç¦AUÏÿñ±³Ž©§%‰ÞÉnW0žŠUŠÙýnÄ:% o”™uþöÐTžaäÜn€-çöÅ¡À÷¦•*k,2› p±;±xÀÅŽsñâW£ù¿çRÄxïV#ò_^ÀÆšf}hBXð3帡àr¦²À ë¡tÁ•DâP‹È™•:DÑ»3ÂÅu€ÿŒA&•*Řì†F•bò®gxÓŸ‰˜|ÛûÇV{Š”RNuÄʯ°Œó1]…’È{UQås°Ñ9’Ž-ƒ_©õüîr)é(S«ü³ wjròÙ[G’Å’5Ähx:Œ%Ø”üGH`ÞâÊV_•W¬¥gÅDìÙ3¯u6″{c´Í†!¬£-9Ø9@®¨†¯A”XÓr?INZ±”œä8ø•úC¦°s|Å_³ `´¿ÖòèBnPœ_ã?[c£Eš©ö¢2íYÞ*r}lRÙ Òw³?a³Í}ÛòŸ)M ·rŠ?Ž.˜,¬ ¶ÜæÁ‡Ÿ|/{öO: ô‡?¾ý3ßVÜ|Qà›ÀßöÚ”ž,Öñj´(ûW WgíŠø¡å¦'”¿:E¶fŸ]”¸C&DÎù®ÛS²›6-âïû¿”” Æ…Ç gønéš9RÂtHúÚ¶·›±J¢ý?mE]NŠi qòÍ6&rpŠ9‹ßh *Ëîn¼y]àM~è[†BÑ[äÏWÍÀt3†}ïâX)2¤Î…Z¼ÿ”†Á$.8J¾”6$~¢»ÛŠSqø‹ìÕúÓzª•2SQ &…¯œS”Æ/jׇ€’x™.mn˜q9j¸ªÕ½”Y;=P;u2`åæ,¯7,2´3g>@Á®)|‰’£xò½YþCŤç”FsXTÞÏ6oʳ”lxÅp¸0dH¿v2àëç™I ¤kœT¹|²¤+”¯Ž~KÀ³ébâ:ñÅ ÐRª{Ó±’2uàVVHéÄ’âkÜDè”LÑœ²É°*/Qà8§b”Ê0Ë0″Ñø¢¾FVQG}|ÓÊ’w±š,²ð»èê,QtŽ¥Ä:œeÀðËÖ짒ýÛáp^17åç,qâ¬tÍXb¡ê8j¡~G*À{3¥J|2ÿj=ëp¨¦( ò¬&«2]ÈÇ«þæy)®£ú˜yjS¶DÉß9Ì)þ`püZI¤ÚÅej‰”ðË?/F”õj˜ – 6‹½)$H[ÍÁ~úíô£Ÿçld3ër”zN¼ÁÌ‹’ $Ä̆ƒ_ƒ”ÌÎVKB3Æk”íËì€òÄAÆÏ©I¯¯f£éT9¤úù¿Eb_ª½Zv~µmœs+q°-âZ%kûZ¸‰ÖiÞóíXŒ¢QEã:ÏQWü@U†
â¶?ôØ{ò-ß´€ËöG^Ú’TXµ4_‹…¼cê€TÖ¾t6_oËV%”Ï& Àœ-Av¤TT€¼Çjùë®pké:NGÓc”)í»4)Ü,À%K !™è>0ð*þ̓…7D¨œ Áÿ³õ)ÜÛhÙ·¹@ÌX=û)F- À†ç`uvÝ2*?Íéºb3ÆC#W’gër©å¬Œóp£àhÈ¥©Á’Éb8ø•Ú!ã¯E/ÿTLì;7lçDW«i8Øîžçh`¬}KrÊ4Hþ”áRÔ?ÞŒ£fÎ…5RdÒœ”Ët]ËNhFtÇ(:-EªEX~;(VAÜ5)ÿBÅ?&E”bLí¬*ðCŒY@#ç+ÌÎW÷Fq·uêlÊVÇ’5!–©JœÕÚÁÃè˜[‹Ó1’Ëo”c[íu㉔†ÚM÷ é¾ÙRs®ŸÛi±øáË”áÐ[Y2,BÛ)ÇÞª+ù9Ò?o¨ï)É’hÄx”:¬Ãæàǹº›í%};pxâ‹×ë@)µ”Þ5ÜrÊËÂuTÿw’åÂò:ü£×Xt´jyÌ{W1ë ‘÷¹BimëçÇE3Í`QÄ܃DÆšŸÙut:?¦g¬úî>Ö¹iÃ-¡]*X9Äq Æ´”œÏ¨¶”YÛlgÞ»ã‹Luð¢”Eî’¾9$ÉjÝJÀá1ßÑu,ßl6U b£d•âà÷§|öý…ç0Çd¸ÅRÌ1YÅÁ-r^üv8x#3Ix©}éòW…‹çÐAHæyÉ×äe9=÷ºvIñy2¶´M½Mƒr ‹±q®Z^}»€r-ÛžßPžtmà#ñ”RcçÀÁ+u¸6v”áD¶~ؾ¼Çnh9Šé ^s)qªÖpi1~í&Z㌞ËëV¹jRòRÃœÁi”žŒ[‰L$åF ¾#‹2rðV©!`GK W>aM{CïÅ µñyã®BCÔ!!ä0&üþT5;>ÜáË7tÄýýðïï?üöúø¯yc4ÚäÏNLÍXnVp:3NF#çØÄ’€yˆ ¬ä[µñ-d}~AþþUþ;¤0{Ü-í÷_./QÊ?þ}ùóá’}OóÚûºQ¸g0Šz+ƒôÈñ±’ÿößypX!ˆ”f«õm!ém¢}Q°ti)=M0te³ñ(yÚæeÕÜ…” aÕSƒ±Þ¯AÒºOÙ3SEWu’ŠJ£®v2øU€Fã÷æÒ’î÷úfŸ£?’9àû¢ “,ñÏzö¶ü$p+Ë’F[ïdð×Î>|µõÂá=Ë-[55OJg±-·léI~ÆUæyðG-̬I¨ÉËF½’‰AoëÏzYÎ×-‡½4l¿¿APw*V¢uŽÌJ©ÖÚqðªC²Ž’â°^êzw”TƒˆMòýÑ a9ø±ï öÄ2″8ñUxÁJWž•”ÄMvá):ÄÏO”0&T¼Üì¥gië¢dšñ¹ô®Â¨T þŸ¶a«Ñ«1p5,D_·çvʬ×)3‡çÂ*]‹2Ô@ОÝ6ª¤¶£¬c»Á”Ð%~.ž`bëUÅÄÝ¡Fìu ŽU”ââVxœUÖYç±&æ0ÎøGâ]XçhckrMf‹Ô͉v¨ÇÑcTêPØ-ðì]D
‡¶Ø}”{š|‹gxt·mOïUÄCŒd ĬË>ºÙ_@R!jû¾Úªîƒ‹÷q«^5ˆf+ f’ÓkÀ‹ˆòÇqpÅo9ÁÀûý-v¾ÇØ2ÊËÕ”çIrfU’ñ¨Û´ÎX^mÉü÷7ôOI#‰ö²‰ÄºÕ[êÛV=àÄÌ~%9JåkùƨÑspš…ó¤±AÕЈ’§DÊß%ŸÍò±szÀëúùaTjWW[Ç¥6+ÿ#h‡Eç·B/]À”:æk9ÁÚ9öÕ7[ /©P>˜ÖÕñJÅòÒ™/꨷”o1’0 »Âo6‹Œyl¤Ä-¿ûÑŽ3†qØÚiËäÈÚÿÀÁöÍS+l@Ô±~žHôæ?ÆlÝi/:j÷Ï&-kþS*ö’qö¥P`mô¤¡º`ÐǵÈFgÓJøò›rÑqë·_kYaeïd”@£TV – Þ´UÍÞ%Aö¤&Põó”Ñ¢šç’yk¥Ê‰L5x’ãHüÏüÚÁ£IGgî’ÈdÐ9@þ|.ú’}ïð;¡tà×D{jeb¨W¦£t”³³W%ü8Ö‰òoïbËÌÄ-ÂÀÔD3˜xf5ŒUõjðŒñê$”m8«í#,OªNv&Gig[á/Ú’~×>Q!›S~^¦ÕúÓÌVûÎÑ 6,ñÜÎo†žÞ6âM‹,wsR•[˜²öL’Ue*î}™n²D ¹DâpN]XS?/ÈuЀæê_>‡ˆeÜ@Ab4%ÅVàÇáÿY‰_gÿÛ²õh-Ù’¨ì™a Q5Öeï~¿’ÒvzU?ߎJ Þ-ø« ·ßEÝT8q¶âÇ9ˆ3_pf†ç¼µ}Áyeωoaÿ¯˜°%Fèêõ4óDÍ9Ϙãnuž”‘Å~uMèwZ&Ö^=‰åõäå¨y75%Ö¾ÁT¢Æb~ôã7′?7çz”¡æ¥”” 5ï䔦´™Œq™€.’Ã!s ÔS&Ññç«ÃÉXsVû| ö ¿¶½/¢}¡ˆãØ6g0Òà´VuŠõ¹bxy™,gËQŠ;pqsfê8RuòZ ¼»CŽ±Ñ¹’€Ïµ2&‡C¥o7žƒwç2±”áf1«Hà¡&9Ág¨J*>{Û4÷yʹ @çÄg[Ýael%)XÒx”Øè8jö#”óCR”Lš8GÓæ{fÀZº=Ã9ÿ3_t_F.#Ÿ”¿÷†èÖâV]žÎg´-má½ÃÆØ™áÌ´o~>Vfé{ÊÏþŽx1ØuËÒ#·ÜºL靖(¯ef-ˆ]¦bK#@÷”|Uw´¤d¨@®Ò”ƒ>(½*Óé×’M&»%ZN9,-↚o:YWᘘ|ñA|3ðª‰|ÃÄ4L’ÊÉui1¥OØÆÀÜ bhPpçp33g×Púm3Gþ㦾e’Æ€£Åáœ-FPÛjÏxßÕ¾ìnP:î¢o:hýQæ£n¡SƒlôX”)](@ƒ_{cÃ:yŸÜ‹h•í7-Úþ|-R:6žaᛚqi›ÏÑð-@Ï4/i “Íç3ÓòŸ¼÷ $-µì|FX¹IC£(òíòNÂý¸BÅeÍ7Fî•âà×Çf ¬ôX囋¤ßÖÊpðfä>&6°ßÎ’ ÜŸ[Kô˜ª}½û¬˜…yC¥[K_ûN‹ÍÄ%²ëÇŽŠaœKºÓKÕWƒÉ^æzs!1ÐSð;Eæä]}±~~©÷÷Iºêlî*]8¬þÒ|å:÷Š0wÁšôŒ{E-ȼÉ%2OÀÓ°DÙ’¾þ¦lî-Öþb Ì8OcsoÜ’²ybÁpÔ½9ø°¢ÏyVÑÇšì«Ø‰$ÒÛeŸQš€ “ANÆ2#îì¸ÌÛ8 ñá†ñTÌZ” ˆŒ£e,1Ũyᛳ:4aµ’ú É”äëf”ãàl.íhÒO»b‰• Ž4ˆÏ·îÐïŸ+ sýü0EPS´è™Š+ÑVY›Û¥[e-Yæüx>”ÃæñËý
»öRÜlâàW^•/ì°òºµZÓ/ ¬œÙÿ¬òÝ¢Rü1öbùŠÕíª9¸Ò™-NlÍOÛ鎳’#¼¶PŽ} ‹?IxñÖ±€•b4»åo¿)mkçlÄ{|-j*‰”D-Ê%ᙇ•?boùœ¨9ÂKºäï_zùù_^ÉÉ.ÿ¾3|UÂÔrË¿¿Ñ&ROÚ ºþËšùm-O‹¹’ïE˜®#G¾%ê;šõsLŽƒ[à:O§+œÓ©]žEê’òhž†>±¬F‡Þ‡šçk¶y”,ù÷Ü™0»roñW¯¾i-]ÝÄa,-[‰WÇ.×+°*Q’î¬Z+ãÜξ¶ÜÉŒY1)‹œŽÙY)é8 lby³˜Uî¬F*eïZŠ¨,’UÕ¸YÏÞµÿùÃûÿ€ÿþë²endstream endobj 16 0 obj 7306 endobj 19 0 obj > stream xœÍ=ÛŽ%·qÈf½kÍ’8+ë’èH+KsdO‹÷Kòæ äEÆ~åI‰’ùËò‰©bߪØìîâÌÈŠCGœj²X$ëÎâ5hsQøÏüãÛïoÔå_àÿßÝüp”‹ÿ+ ¿¿ýþòÛ·7_ý._à«·¸QCÎÙéò7}I~Pé£|¸¼ýþæþÖïÔ`²ËÑÝø[»³¹Õ;í~§ýr5^ýûÛ…¡csh7ctÕC4QåÛ÷°§˜L¶öö¯¯ÎçÁE;öÖžˆ¶nˆô¼ýïýÁmäà÷·/¯vð)ZsûÎ8%Ö;gœ¿ýäªóu0·¿€ÆÁk£9ì7¼ºhÒ!¦1ÕóþMÝ’«¿ÿùõÎÑÃ×9ÒÍiïnŸ-zøzÄ+”Y¾¾Þa›É&Ãg”a´èÖЊ·/®wnÑÙŒ@²Ò””ÏK· >úåÕÎ)wû·°˜.)o?¸z¥ŽHb”/ž pp |ßé>Ã%y÷Ùrðyoàôèz¿Ám Œõ¾Aw~5’XGö”vñËk°fHڒǺ”ão½æà÷H=¤¬bÀ•œ!ÛøùÕ9;$w¸smôm|ÔçÛÖ&MgðìhÁl =fS®lÚº)g²ÜÄÎ%goÿv¼×ÊÃÒ‰¦îtîÁÈÓÀÎhP®uH«Í²n·×tÛRœétHŽü8¤Æ…é »î.bV…žSêñ°1 &Ñ2ÚB’Ï€5ë ‰5e;ó#øE¸Íó©ÑÝ~~=d¥: ŽqÂôæà”鿇‡ÁDíçÑmáóð‰7ÀõjV‡þùÕQLJWÃhÙÈq-ƒßã ¼wYø4ApÜÒɧy¹a¯?#¸·DÆ‹U&-Á¾š7Û§ •Ã ‘è±û’±’o¼ãà”óî ÊM_·™,™ÊºÝeO¥üÖE« øÓ!3Ñ8•`wgòy‹ê³Õ’L$$èŽav!Üû›Û+苇ì;zT;i”Ž0O”‹}PUÚowP5Âð:-Å™8Xù™rVqðåLM¬’ìc;hÝaÁT1ÜU F’:1øge¼Ó”áXÎÌÚCë¬à3_W³Óo®ÀO”B¾p*}=0ÅOÖ(ýUiÖ¶uÔBdlß$C®ÈÓL~ëA*¿Cl ²{ž/2’i,D»™QSeVƒsƒ µæ씿çZôº~ÂÚ)«Z’Øèùè”È>Zåã+Úë™ò¬ü@©{{wÈb à›CÛhXqÜ™ÌÌØØÎÆÚƒ.0 ß6gFTž×7mëm-æúNžÒ§ëXÿzá9²Ó¿,,SGc[f-ý«A¾Í-è úÅ¡²»ÖÉF˜#Àžˆ8ïr[CÞïDÃqõ ý!#sÆNŒº3ià¬-ÖVî2ÀMð8ÞòÕsQsècãnÇòÞáT×dæ«,-‘dš§ÕŽÀq¼J±¡ ¸•:ÓWãÖDzȅYˆÿ$‹¬Euˆqpë™üYíÚÊìƶ šÎØn@ít'(Ÿ>’Ú$’-ïáóƒÅÖÞ»t?-w>qðû=eg»ý+ÂìØg-Xòä /°”|j°ÜõFච.~ ä¯òX.ˆšQYÂýžS’ßç¢ äÆÄÁï÷üŽ¯’÷^M^J˜âÊKŸæa´Ä-dfõÉ:…® éŒ,œÏgôâÔé±N”(ÔŸâ”@7ìw´ã#€ò²’Y¯…½OÏŠÎÀ™ê95’4™HÕS-Y§¼CI21GJ¸uc®c4WÿÅÊfe¬UéÂë…ó÷ÊqðûÛ_!Êκd”é«K ϲw#h”ÏËæs‹’g”L ù។ +Pp².»v…>ì;;}?¯[ÐZÍ^ö)ncíKĈ¢Ôp€”‘ëJ¾_-™-Ì£”ë›)zÝ‹k6(ÆŽkNõ÷oÍ°Ò*-¨CÜŽ”Uƒï;Ò‰wš±yHIÞ¹3|’KHbk«íñ’ÛÅÄØsЀ«ŽaFï´¹àž¿o;èK£.él埻”§çá®&Ïœmˆõœ¿(Kâ½Õ[-³äž·2µy{rB§CñX ñŸFàg{Ϧã Ö>™Q£8^4ßÉ’>:æ#È™ÍøB:9U)ñ¯VÝžV×7î«”áhÓÍÁéô`×’/! Šc’×Mõ÷ÕNA¦ËØïÌÇž‰,T¦µÿS å!{Çð!ÇòÁh‰;ìøÆÚ²îȲƒ@'[“ú›`9ýN˜U5¹Ÿ>ô€œ’ØsKÁ-FÜ’ÐMñMhÒòÏæ :6F‰ÅÈG¶BÇ~¦ä0¬-î:Eþ4Ò§âéÁÒçt ©•|¾.nxâ’ä)Q`d’&ùf|’ÌŠúdd{À›âæ”âîâà‹N`º”xìI”€jÙ¹ßHŠf”bÇy´uI¢8™]’‡Û”Ú:E¨On8Ç>CZ°ÕÏw*úŽÒâÌ;”9ø=,çøiˆÖ±øòì8’f”-籇GÐÎ ÓÚ€ l®÷yá ¨Ñˆék¼çàO.’zÝåÇs*œÀ,iOàÇt˜cTîÀÓ» üXàáNÞ{pÃæL.+s®Àwªc4ŒšñÑž6ó( þ¢-ä=Mr (¬|11@aù¦£žÛIнœl
ý ^Ûž=6‰™1»‡iii±d} ‰QkøµÐ*fíÚŽóoþ”S°ea›£+×’±¹¢ÊtÏx¿À£L(+:z†AßÓ‰=o±ävæXÆì«Ï%RÚ€’£åB§’æ3Úñå¯Æªl® g>’õP϶ëd;?E|Þ-3DÐÝÚæwFƒž¥òåh’ÜåídýâeºË¥Ó5°§õn²üln>Q²¼ Å#*Æ4Úšxš®·ƒüÎQÇe”ôŽK1´°ox @kÜ/Y7ò;’4vò’Jè‰vØ6O›Éy² ™2xò¥sw˜©´™{;ïL#™ceýixóìõ+u~ô»€&=`Ì?Ê…k&½Q”›H4 dwí®¿’q¸¶æ@!º”RÉ«^’uæJtœ²”g”±ÍB®ìÂg‹”Ú¯-ä¬î`I*'(:Ë-]å’ª’Ÿñ’òÓç%™ÿ8qÄX {‘fì=ÑdÉÖkF6×m@öÖÎ1a-“$þ•¢RâÉdËÁ¹¨]€EF¾’Ò(Ч¬cc¶õJ…-¦K(³”9Ç¢çΕP’eÅÓ’ƒ3-(ªëV y7O«-ÈU” }ÙšFÕ߯)$ «ö5ãS&MÛ枢åAUaéTíËRA¾³ð¢Tà«éèo¿?·ÒaÖ½·)§Ÿ€:aœ,ïÄuÌgGê 9¸•có¹ˆ 1¢#š¿’9Y4-fqVG¹hËx]”µ!¼wRcË”‘á©’By‰û8«¨)öcæ‹Ç^ŠÙ¨IùÄ.u´œñnM® Oäx Å-çq”¢âà÷Ô÷!ŒüšBgéˆ@h~v!€Ä}{óÐoù`]j šªÕ÷ïãšF”¬nGòÓ&?eý1h,¥$³†oÙ%[ÈRþGŽ7«oº4j;Û¨ìäLF÷JOÎó-ÐéÍ= äÓ6ìZÌbT‰Î|ð©x!ăeÃÁ›÷’÷¬Tj¤ßv”T$Ó[~š,è|ªÎ’*ÛVM¤|~Lïtþ~~4¦°¶e¤33ÃsðÊ+5»†Ï*8Èx&lHT᥸S¿>ÊÀw¯¡µSm˜ñTn¢zžÊ¾(´”‹ÊÏ’Ûuµºþ¾eþLc¼Ô†ßOËf‡«k0¹INƒIªšcÜÖ&Irú·ãÍÏmêö#2] EH’·˜ ì%ȯ²é3tÅ€¢ãwX÷#nò*Œ¸Kqw ¤šû~’؇Wc#íÄ-%Z†Q[•¢Žy¤üؼ‰ZÞutl¢Õz¹*÷ç»ÇåémF¦µûš”iÆ25-G×lâËkB¡’-¨VÏbŸŠƒ‹¢?¬ƒÜȘoMÀ’UP£½)œ‹ÑŠƒ³Å鎣ƒ7Ń[=ð±›KL2CwbI”Kµot~H’‹£•D°;¿-ÔNja©’ð+Þõ-cŠwŠø=‰±÷TôÆ¥ªW=Êq¹-LGz¸ƒÅeaŸÿzL塼œ7æÉ-pm•Š®A†ëâexÇ«øfI›4èÃKæPý¹>#¦15F¸oÒ¼µÃKÒç/`€ö’¡°Mø¹o@w´ÓàÛ@÷ÈôçܘOÆM©t`A¢YãÕÒÖ”ÑÏâýS¢ž®¶,úàKÖ½x“¹üžn¬Uz|xµè©óqá¹PEéØ1sð†ÿ¾ å´j(=¢:Õì/Ä°8/ZcƻᴃCiÚáé€frP ˆÕŒüÕV¸Ÿï®grIÈagkÓÁXÔÞž·ìœf`§Ïo™ki9ß8óû¨šÍô×üH厾xÈäë9ùÏ ¬mx¡m_=ô-^)á4Š¼IÇÇ¿¾{ÒT‹¬JìAŠq¶œ”*&Ô@©`'”‘ý£= Z,m _3’ÌÓë5‡”romÍi-Ê”IS*¬ŸyÖR|?yõOiï6rðÝxBå¡2Qö-KM‰%œFEˆ_Í^ðCñïWâ¥:ÓA ,ÉIñpÕ€ 3Ÿéxu’`þæð¦ò§!£ñ8MÉnÁ»,Ö-!zÙ€}õ;aÄãõí¿Ý¼ýr?†¶¦U›ÆÊâ¡sãeŠ’é_`vÀ‹OŸ GÒÀ˜3:µñ§Öa4{×L²å÷§åwÌQaj±GC PxÿêQ±ŠºšKÉᥤ‹ycìawÒ Á‹m:ÍíßÁy‰ÊÅrÚ; lÊŽÓ1|²”èú|DhòåÏ+ê® ,ÚßÇkã¯-FJSqÌãÀc!ª9œ-ñ¯íÉ´Èœj/|¶ŽùÑb4OÛ$ýI§ýkzAgï-€Ud8[UTzŠÃ^%ÆYXPèÐ~s–¯Ö|;‰l½Å3Nˆ[‘±¼ `À(VxÂÇ%¸+î” ËÑǹm½9oÒÜ6,×5¶ƒ’e,ª_;åNßœ˜6Ì3%
‘³·Ç-c/k®g†èSføSÚŽ¦xÌ(6½/r€Î¶T˜ÊqÆlnUªq®ì9xÓŽJ´-Fûõësqùy¾×C1ÄsˆŠƒ ±ê,ÎjkOPí{HŒ¥^+ŸÅÕ…s˜Ý½9‰û†lÏI̹g’V™z'{‘±p÷ãžD_÷‰ƒKêjnbxÕeŽÞè=÷tò 1ßðq¼8S’Ä£›ÌÁ«èÔzjWv{š”¹ãʪcüPm+·:Ÿ’>6ûPêJ;/®ï” ì¢Ö£t]F8Ó’€©iK-`ñˆ@S°¾èˆõs£˜KÄ{¬Žˆ¾‹^{½EY.v÷VF€}å9†kÚ H÷˜üûÈü£Âi²·èõ¬0²vv¶€™AïÄ0èEžåÏt}g.C1•Š²b”çà(-Ë-éˆF)Ž=|d:DÝVƉ,zTb¹3E•â9åæQDÛ±ë¶×šˆx”G”ˆv}XTÛ¿ä KÇÆòæœ X‹µ3ÔvÒÐEõ:ðU-D}¬½àeŸSD#z-Ðæòä¬=§¿çVC§hªe6q¥X˜OçêÅþs+’Y÷œbÝh¾îy;LÚâ±G߬$Iä H´Mֻػ}¥’%5?&_¡elEñDXø’)¹;£Î”O‡L7ÒF•gœ¥Hãj)ŽôN &öˆò*t·µæè;é vßYªïÂ1ÏRç|~xýË ‘î=YTé(µZoÜ7çÝ]‰ÂBÇN>sk/gƒ¾ PÏmætîÓΔ¥w‡’¼”Æ3dμ,-[yÇ¢¡”Ê~hžÓ[šØRë’ÜòîÜøe(°ÙQ7¿Ûû†ðË÷ÈorÙyº£ df÷†ß¬´Õ;÷Ÿmy‰ŽŽL]øz»8yP óBî´žMˆå.ü»9`Ž^1ÿ’ÌêÃñÚ°õó½iUn%œNÄm~ë5ŒÅŽÛz›^^[¿ î*réü͹˳¼Ý^ãöÏoo¾¾ùá&ª|É ØhAßßheüòŸÿ3þgLiúO”]ÿë¿n~ù#ô‹ÿ+£Ñßß~ùíÛ Êš7j¢@_ýÚù§HyÁ¶À»Ép”_?xSü=ÝócÙï®ûêáBÔf-0′]¼”+2g®íÄÁŸ¢ŽT-[Ƙ’ÝC1èKx©6››÷Ð_!Š6 [êct€*!}xÛz°ÞúÊZ¡-‡ºîaVÓØM°-Ò*)@ÒáíWÇKê6Y·žìnc.'”u1Ý’ê[2ûáÿQûSnY‡¤ÔþF‡°;š+~gÙe:å’š-iŸú¼¥ÉF£ù¢ÿ{u’Ucàp{ÖÁq(ݤ€Ú’ðÒP v´Wü«Œ™¿»¼èxÅãYg±ùT,’ [ßÏ켬,oG}¼^VÓbKÉ”w0´Jp¾|’U]2¾¿…p¨¾üé?oþ0¶’Ù=¶†¹1, ÇÏͣ䮵]inÍV-í9ètqixn7É…-´I¸Ã¦V>iþê…þî]kbdæ#DÝ7éþEzXˆÐlÌK£ÕjíkL+·ß’ÁÚ 8ZÈ©þŠ¬^ãïˆÍÜH°)#l€Û¢šñÛ²=·n¢µg8èIãÖ©’½×ŠjjÍƶˆœ½;&r ŒwDå6@Ahn%•A¶ÐÍÖš'”Æ>š d†A7f¸×-Ö[…ó§)Ú(ãR´ Pš[ Be t»µ¦Å1EKÇYP=ýVdLS+0&ߘº*’´ P `4·RŒÊ(ðvkMcš->ŽiZXo‹5ÀßÎ-¢¶øͺˆnˆYúÑzQ¼3˜”íB•]Ë@(óÐåˆlDÓ ·oÝ.ÈžÈ Ùl Ý Y½¬1/Òè…6 ŽšÄ¡4Úü±™ki´n·VÒÈÇ8KuíÛsk€ Õ=h·S³1¤9ìŸÆæßQškMhCµ½Ö”=Ì™8;¥&@ïh™Ú ¡¹µg[èfk-ÎNVjì£RõR”DujuË-=öZãÒz üŽèß(ãÒ¿ Pš[ká·n·ÖÂï˜þS‡ô/½lè_P ³âÀµõ =öZ‹`2§¢ò˜S¶ Ê€GÐ(ÍQ¹o·Ö¢òx¦>ŽV`ì¥^×°(iÅJ7ÙÜØ^wÓnýúæÿ ßË°ãendstream endobj 20 0 obj 7061 endobj 23 0 obj > stream xœÕ][¯$·qFäÍ®töII´¾È’²¶2è´x¿ä1@ È‹ƒòpä”v`Xäÿÿ⥻‹d’Í™9GÙ• {NÍ×dU’¬ÙœîÙÂÅ=ÿ®~ÿÝ»ÿ7øïw?ܹE†âøóï¿»ÿ-wwßü§¿‡§ÞýáŽ-Þ{ÅãwüÞé…¹{kÌÂÍý»ïîOüüÀá•·êt>seµ-ðùwïþÚ±d;ÈÅŠ¢!q-‹sÜøÓ’©I>ýôüÀa¹>½€ïµ³RÀ’¥ «lêæ”käÆ=¬ìY/Nõñu‡nÑgüì·§³XÓ†w›G9[$¾¿=oèyýi¦ îÿþÌ«”·YN«Óçç½®•;}´¿ýÎ3kN/Ã÷Üp›WÛ÷ˆø3`M)¦@åš±’:¡ßE9JF[~ Tb E¸ôðr6‹a’‰ ƒ’¹`NŸÊ1i±
¿Æ_«…YËùéÓ³Ò~QVŽÄVþ6ˆsôÝŸº’*˜Öük;Ïeø¨ZY§°µy1ß¹Ò%üë唳_,g°|þöÌÍ™Öi«þ@ËŠ¯³ ¦ô«õÃküehU»éx$¥*L©Y)µ°%|Sqè:«˜ ·©X;W&Z‰ªó‹ïËÅ ñ¿w+Õð0žëæú=,qøßÈÝ_‡GLCK÷pI”ÌÖþü×Å2Û?‹Ìwöˆ%ë£Õ¾š’Ïö‡Ç£#½Äý܇µ”SO~j‰îŸ>A¦óû³”áÆ -‰Ñ4Íq¨`R¨B×üÔøøü ÁÔ9ï’-¸sÑÎ*«¬ê¿¾»û–ùbì½¹çòþ/ÿs÷‡•êÕ¬D³%íÃ_™êìÖ¶pÊ´há´Ø¨Üj·~F‡ÙÐñï”á”`HòQ¶š€ÿC-lJ ‰~#JÎö¶¶Î8ã¾}uFbo0/ª§ÐèßGn2q”z¨Á4µÖ, ô½€’¤ek!qm-CB¦¯X¢©iBEª’R²×j¬dúh™$†21″:iÐ$µÑÅXѱ ‘$4œ°GµbaBrXl¨Qúi”$†21″:©Ñ4µÑÅP£©¡FWÄëÎIj2L&Mˆ®³C•Ò€Ôá@¥4 q”©˜£ÔK §©6†:MmušL/a¦’Éq¨bÐüœI êá=H…fÃÜÅ3ýËûAXë’5ÈX$9G´ò-mcP›cZÑa[KŒÅð›r]iÃXUÙážþ&4¨¤rÂnƒ?Œäª°”p»8¸RˆoÖùÜ AcÂù¾ià sD¿GqÊ€{c¬äõl; ·(2õdåë{Ôè”u$Œ$$©¿Ñ^PC™Ú š¤6º`Úêâù(Hå {T»QGAÂ@£4 õ7Ò( Hej$ÔhšÚèb¨ÑµF³ó$ìQ£KNÔa0´ u8‡éÁá’KV†€°·y:ïtæ>U™vÞ.qÁœGL¦”Ž¿gÁmóÂo#IuÇoÝ䇙Ý⎒õè]ªŽõ~˜)3öÃ5 8Aí`’¤e£í Hè’»™rÝc}N¢Žœà@BûÛí8ÁZ©µlÑ$µÖ ÌA¦LBjÃ_KØ£Ú:r’Ò€ØßP£$ 2´Rk’Ø ij‹±F×6Þg¼ ¢÷!!åÚ¢ÃíÞÇ8½ØgÍ q-›iÒÿTVù)61-ïÅF ¡¶ƒ’µvL sˆÖÙ¸Ôpá:Ö¹…Äþ¹³Ù”U=ö¨Ñ&êÀ:$¤©¿Ñžu®‰¡Lm¬sƒ&©.ŒËÑ2ç=ù(Hm’j {T»QÖy¤Qúi”$†2µ±Î5š¦6ºjtmc Ñd‡ Yg R-b1Ü~”1dœo8b,D”Ïjä÷°ÍV×Ûx5aãçrÄÛå9FG°÷=Ç0F±qgÈ¡3 “9†Šikw¼ ,Œ-á»D¼† ŸÁ~yæáü”à?gøñ~)Åœ)=Î¥9ø;Ò)׳‰ä÷¡ò¸ë=ÉLS«=Iø~‹E;uLEÞZîfZÐ=jtö(Ó)™¤þZ¦‰¡Lm|yƒ&©.{™©ýW-aj7êÈ-4JR#’€ÄP¦6¾¼FÓÔFC®mfZû4îfZ¤ZÞÄbx’LKCyÞLõðÁìÂa¦/ß…ÛŸîîÂñÛæXbü¨y*ÏŒä}RÏiâÈ3#6žÅ3·sqXŒ… >nõéã³’vaœOÙINO KÙˆÞÎm¿dz4Áµ.ì£ü]Xáš.&f¸ñq} ÇŸgwU+yP7¨)Ö˜#ú8Ø]±@bo!Àïîê¤çZH™z²vñ’*%´Ô]ÈÃÒÅHBúÛí…;5 1″©M¸Ó Ij£Á䪮Îî* ©]|-aj7ê(Üh”¤þF%‰¡LmÂMS]5šÚj4…;û4VÔaNfiHµ¼‰Åðáë‰ÛgŠvö°û~:wKÉaçí””Ïü”O²¹ Ûæ Ý©9ÑÇДwSêºÇ5™ô£c¾# i@ìog´ãc@dh¥Ö>¦E”ÔZ ÌâAJMB*»ÚHØ£Ú:ò1Ò€ØßP£$ 2´RkÓ ij‹±Fs#F3^ ÑÇrmQ‹áv£|æ·qïÝáÌÜn¦’ÛÑ~ÎÏôÌ÷-~F[ò¸ëü~øyÉ(¯Æ‡U@ô3-¯gˈP.ù™ûÛɽ¦é±Gf]IHR£=?SC™Úø™MR]X~tR””Ô¶µ-°GµuàgF¥©¿’FI@b(S?S£ij£‹¡F×6ŽNŠŽ@ò3¤Z[Äb¸yVƒÏ&CÞ²«õ³îÁnÍ¿w;°g×x)Jª·_‡.ê9¶_µ²›kÍeÊPå*S XéÞ &ê¹Z”ð’¯ç:µ˜R¤¹Ö£’.u»-LÉU8Ñcë¢ ntã?€£L²´ße³”ÿüsþ3¼rœÿàíÏÿ½û¯ûﯶ3RºR˜4æ’¯6À°l¼=Ý b€Ôž¯ ¿¥Û•XoO7`šZmOÃ÷GÛÓ$Š¼µÜÍ¥¡{ÔR°£íé”i@êo eÊÔ&ÆiÐ$µÑÒb/-¦ µ_¯%ìQíFÅ8Ò€ÔßH£$ 1″©MŒS£ij£‹¡F×6Ž¶§Ñ4îæÒ¤ZÞÄb¸=Æ m}‰OÝäõÌ/›â>˜mnÌôEQŒKˆ’¶Ç×MKpÊ»÷x£Ï¨kc ‰¹õøêài6µs”Ú½&ºãH1‹c üç /q´ýù41P5æ9º¶R˜oÆ2Rm·A’n=ƒ%ð-pŒ´RÛÓÛ]ñÞa%SM ÷QÞ)t4œ¨Ÿ/^7˜˜ Ò‹Kyt‰^J¯/Ð-aýV™ðèM t…juÿþgg#Á¨p1¼¶Çèii”‰3‹³/o$ÃGý-9ÊëµÐÇì·`¡‰ÓWS÷] ŽkÌò®…,á«`ÞÄ˶ÂaÏÄñe[¡PQ÷ýÀ½Ó¹ç+f®Û2’‡(!´ùU’§3ÃÁÃÇ1l?`x¸9‹-ŠIfÃiàparOã)Ç÷G¡Ÿ!†Zœ5ã5âÃã,o ls¤ïÐzÍ¢””hÚVùÓ¹û¶Àf•J™{HA²:Nk@ÊÊæˆ~#òŒX ±7!ºg2Èï#7™Øä¦5˜¦Ö¹)Œß ,œšh Që[Ëýú{-tSAst-h¨dúh™$†2µÉM4Imt1Vtjƒ€ÔùX-aj7ê(7h”¤þF%‰¡LmrÓMS]5šÛi4Gu}Yh@¼´a¥6÷(5pšÚ²±sÚ¹©”T†ŽX”7§Èá*Áœƒé’ãð¼B4ò˜Þ/³£Ëœv*åÆ_°!Ê!s®Ûõó§ÓO’fböß‹w }Îßà« 2ÿ /ðÝ?ªÒý½HÌÛ¯ïí:ÝÞ‹ºþ€.ï”1ßÝÛª÷†«{«®·›{ûU§îMº#LÞYºm×,Á艫®Úuñ²²üôQšÌöêËv/þ!Õ‰fd’Ã|3ïÆawÅ?@†Â4Ï{Õ®Ž”©k&i¬nœ´Ô€œLýF%-h@èMz7¼ƒ¶ù>p³ë¤¥ÓÔ*iŒöèZ´¾·ÜßP«…îQSŽpt8u¨dûi™D†Vj´´h’Zëâ@Ñ© Rêµ”=ªÝ¨£¤e Qûj”D†Vj´4hšZëb¬ÑÜÆH£kNB KPS¦rxíØQ€ØáH¥4 r´R›Ü©ÓÔZcæ6F:ö-2 ·çNi‡f6wÚÑo‡¹” À¾&uB_’:uºþPR’Äþû’:µú¼ u2f»,åöÜ í’ ùqr+™ÂùM²£‡•ðÛ²+à/D¿”¯£€†ð a^”a½’ã`-Â*å~)çòM£wEË•íÔ-ÛÙ»ãœIY0ûE+-¥MÔ‡+&§U V_7¦¹JžB”ÚfÊÛ‡ußs¸§v‹/àk¤Òo‡ÿ?œDúp)æf.g’ÞŽ_1h )[˜#ú8È™F,Ѐ؛õO‹”9Sý}ä&›œ©ÓÔ:g2ë[ÁRéŽl-$jݬEe©EAîÆŒä÷á7cVbý›1ÖzÔ˜ãØ£75†£DRƒa¢‰¡Lm’®MR›¤k
`~À´q~|J?Þp8Í…eüåhw’¼O§ç#˜^ _Ô•æx¨~óC¹j½->Ï@”+Àø] tH”³Ñ-Ã…þ妕ŸØQÎWk×Ý›à-Öx[b·…ýþÜŸ®•%GótÕdz•S²|äi|-avÓJúnн[u¤ŽÎ¨¾ÌË.uÓá®ÙyîE’1z8É…d7ݸ”%ü’-ÑO£¾¼sœ-)Í¥@¤ßpÇ}/M¹úCî9¿1ÇשNgñúÆ,B82±øMxŸÄzˆ’¦ö±FöÃ]ž6Ööfâ4YÂñ²yA• Êì1înAT”6PÉí3ÔêÄu:¼i4+ƒ ë¯KPåãBý…ÓØÁ4Ïö-Ão.«ïDEdÈ7¿ öp†þš±,”+ò±bèðM{ÉÔ ¹(‘ðža£ùBÊ‹BP2’ónëüd `¨Ç§B¥”!՚șþØ‹B’ _rþ¼-[“]¼¾{ImÕ$-Jê’ÅbKq¾!‹:W$0¡H0ÍW0¹g-¾6n/QDp†®£”Ÿz›[³xåø,9¾ wð«a’þrpÚR,D@t)vÎ⃟^w&,¾4%
Источник