
Рекомендации сварщикам по ручной дуговой сварке сосудов

Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением, Тудвасев В.А., 1996.
В Рекомендациях описано влияние параметров режима сварки на качество сварного шва, выбор параметров режима, описаны способы и приемы выполнения различных сварных соединений, рекомендации по ведению технологического процесса, особенности поведения дуги, шлака и сварочной ванны в различных пространственных положениях, вероятные причины образования дефектов и способов борьбы с ними. Рекомендации адресованы сварщикам, могут быть использованы при профессиональном обучении и подготовке к аттестации сварщиков ручной дуговой сварки.
Предисловие.
Уважаемый читатель! Предлагаемая Вашему вниманию работа относится к числу немногих, написанных высококвалифицированным сварщиком ручной дуговой сварки и представляющая собой опыт, накопленный автором во время как собственной практической деятельности, так и опыт обучения сварщиков при аттестации их на работы, связанные с производством ответственного оборудования. В работе представлено детальное описание влияния параметров режима сварки на качество сварного шва, выбор параметров режима, описание способов и приемов выполнения различных сварных соединений, рекомендации по ведению технологического процесса, особенности поведения дуги, шлака и сварочной ванны в различных пространственных положениях, вероятные причины образования дефектов и способов борьбы с ними.
СОДЕРЖАНИЕ.
От автора.
Об авторе.
Предисловие.
1. Основные параметры, влияющие на формирование сварного шва.
1.1 Величина и подбор сварочного тока.
1.2 Зажигание сварочной дуги.
1.3 Угол наклона электрода.
1.4 Скорость сварки.
1.5 Длина дуги.
1.6 Манипулирование электродом.
1.7 Заварка кратера и обрыв дуги.
2. Наплавка.
3. Сварка стыковых соединений.
3.1 Сварка стыковых соединений в нижнем положении.
3.2 Особенности сварки горизонтальных швов и наплавки на вертикальной поверхности.
3.3 Сварка вертикальных швов.
3.4 Сварка потолочных швов.
3.5 Сварка трубы – стык неповоротный при вертикальном расположении трубы.
3.7 Сварка трубы – стык неповоротный при 45° расположении трубы.
4. Сварка угловых соединений.
5. Дефекты, встречающиеся при ручной электродуговой сварке.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением, Тудвасев В.А., 1996 – fileskachat.com, быстрое и бесплатное скачивание.
Скачать pdf
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России.Купить эту книгу
Скачать – pdf – Яндекс.Диск.
Дата публикации: 09.07.2020 14:39 UTC
Теги:
Тудвасев :: 1996 :: сварка
Следующие учебники и книги:
- Запоминание лиц и имен, Матюгин И.Ю., Чакаберия Е.И., 1993
- Книга Патриота, 2017
- Введение в ракетно-космическую технику, Том 1, Аверьянов А.П., Азаренко Л.Г., Вокин Г.Г., Кащеев Н.А., 2018
- Ручная сварка при сооружении и ремонте, трубопроводов пара и горячей воды, Юхин Н.А., 2007
Предыдущие статьи:
- Развиваем мышление, сообразительность, интеллект, книга-тренажер, Шейнов В., 2018
- Почему любят одних, женятся на других, а живут с третьими, Петрушин С., 2015
- Развитие коммуникативной мобильности студентов технических специальностей, Учебное пособие, Троицкая Ю.В., 2020
- После трех не поздно, Белехов Ю., 2014
Источник
Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением, Тудвасев В.А., 1996.
В Рекомендациях описано влияние параметров режима сварки на качество сварного шва, выбор параметров режима, описаны способы и приемы выполнения различных сварных соединений, рекомендации по ведению технологического процесса, особенности поведения дуги, шлака и сварочной ванны в различных пространственных положениях, вероятные причины образования дефектов и способов борьбы с ними. Рекомендации адресованы сварщикам, могут быть использованы при профессиональном обучении и подготовке к аттестации сварщиков ручной дуговой сварки.
Предисловие.
Уважаемый читатель! Предлагаемая Вашему вниманию работа относится к числу немногих, написанных высококвалифицированным сварщиком ручной дуговой сварки и представляющая собой опыт, накопленный автором во время как собственной практической деятельности, так и опыт обучения сварщиков при аттестации их на работы, связанные с производством ответственного оборудования. В работе представлено детальное описание влияния параметров режима сварки на качество сварного шва, выбор параметров режима, описание способов и приемов выполнения различных сварных соединений, рекомендации по ведению технологического процесса, особенности поведения дуги, шлака и сварочной ванны в различных пространственных положениях, вероятные причины образования дефектов и способов борьбы с ними.
СОДЕРЖАНИЕ.
От автора.
Об авторе.
Предисловие.
1. Основные параметры, влияющие на формирование сварного шва.
1.1 Величина и подбор сварочного тока.
1.2 Зажигание сварочной дуги.
1.3 Угол наклона электрода.
1.4 Скорость сварки.
1.5 Длина дуги.
1.6 Манипулирование электродом.
1.7 Заварка кратера и обрыв дуги.
2. Наплавка.
3. Сварка стыковых соединений.
3.1 Сварка стыковых соединений в нижнем положении.
3.2 Особенности сварки горизонтальных швов и наплавки на вертикальной поверхности.
3.3 Сварка вертикальных швов.
3.4 Сварка потолочных швов.
3.5 Сварка трубы – стык неповоротный при вертикальном расположении трубы.
3.7 Сварка трубы – стык неповоротный при 45° расположении трубы.
4. Сварка угловых соединений.
5. Дефекты, встречающиеся при ручной электродуговой сварке.
Бесплатно скачать электронную книгу в удобном формате, смотреть и читать:
Скачать книгу Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением, Тудвасев В.А., 1996 – fileskachat.com, быстрое и бесплатное скачивание.
Скачать pdf
Ниже можно купить эту книгу по лучшей цене со скидкой с доставкой по всей России.Купить эту книгу
Скачать – pdf – Яндекс.Диск.
Дата публикации: 09.07.2020 14:39 UTC
Теги:
Тудвасев :: 1996 :: сварка
Следующие учебники и книги:
- Запоминание лиц и имен, Матюгин И.Ю., Чакаберия Е.И., 1993
- Книга Патриота, 2017
- Введение в ракетно-космическую технику, Том 1, Аверьянов А.П., Азаренко Л.Г., Вокин Г.Г., Кащеев Н.А., 2018
- Ручная сварка при сооружении и ремонте, трубопроводов пара и горячей воды, Юхин Н.А., 2007
Предыдущие статьи:
- Развиваем мышление, сообразительность, интеллект, книга-тренажер, Шейнов В., 2018
- Почему любят одних, женятся на других, а живут с третьими, Петрушин С., 2015
- Развитие коммуникативной мобильности студентов технических специальностей, Учебное пособие, Троицкая Ю.В., 2020
- После трех не поздно, Белехов Ю., 2014
Источник
Текущая страница: 28 (всего у книги 28 страниц) [доступный отрывок для чтения: 10 страниц]
Телефонный столик
Для телефона, перчаток и других мелочей вместо полочки можно установить небольшой изящный столик. Предлагаем вашему вниманию два варианта подобных изделий, подкупающих своим элегантным видом и простотой изготовления.
Отрезки металлической трубы ∅ ¾˝, сваренные под углом, составляют основу первой конструкции (рис. 128, а). Полочкой служит керамическая или зеркальная плитка, которую поддерживают подваренные в углах каркаса кусочки металлической полосы или уголка.
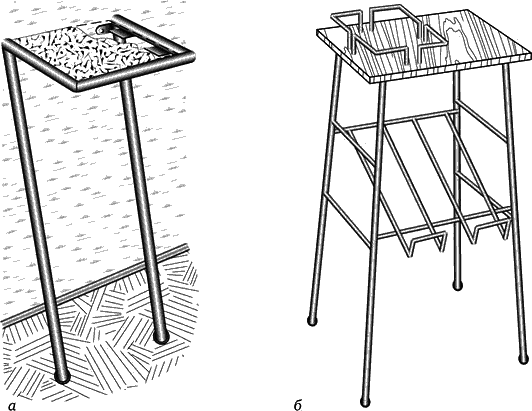
Рис. 128. Телефонные столики для прихожей
Закрепить такой столик у стены можно с помощью дюбелей и шурупов. К ножкам приварены шайбы, к которым приклеивают и обрезают по диаметру кусочки резины или пластика толщиной 1-3 мм. Окрашивают столик цветной эмалью в два-три слоя с промежуточной сушкой каждого.
Другой столик для телефона сварен из толстой холоднокатаной проволоки ∅ 5 и 8 мм (рис. 128, б). Полочка может быть сделана из многослойной фанеры или ламинированной ДСП. Чтобы не царапать пол, на ножки столика следует надеть пластиковые или резиновые наконечники.
Сварка в спальне
Этот проект, возможно, понравится тем многодетным семьям, которые не могут похвастаться избытком жилплощади. Он представляет собой относительно простой в изготовлении комплект на три спальных места, состоящий из двухэтажной кровати и кушетки, которая прячется под нее. Основной материал – стальные трубы различного диаметра, пруток и уголок.
Элементы конструкции и основные размеры этого комплекта приведены на рис. 129.
Рама кровати – сварная. По ее углам приварены штыри[31]31
На рис. 129 рама для наглядности изображена перевернутой вверх штырями.
[Закрыть]
, а на боковых стойках – ответные части, представляющие собой отрезки труб соответствующего штырям диаметра. Эти простые узлы служат для сборки кровати.
После установки рам к верхней из них крепят дуги безопасности, которые обеспечат максимальный комфорт и уберегут от падения во время сна. Причем легкосъемными (вставляющимися в гнезда) эти дуги-поручни делать не рекомендуется. Лучше всего их прикрутить болтами к раме, как и показано на рисунке. Стоит потратить лишнюю минуту на прикручивание или откручивание болтовой пары, зато ребенок такой поручень спросонья не вытащит из гнезда.
Затем устанавливают лесенку. Лесенка сварена из труб ∅ 20 мм с толщиной стенки 2 мм. Ее тетивы своими концами вставляются в соответствующие гнезда верхней и нижней рам. На расстоянии 40 мм от нижнего края каждой тетивы надето и зафиксировано сваркой упорное кольцо, которое удерживает лесенку в гнездах нижней рамы.
Затем на каждую раму укладывают жесткий настил из четырех панелей 1920 × 200 мм. Панели могут быть изготовлены из фанеры толщиной не менее 10 мм, из ДСП или доски толщиной 18-20 мм. Если настил кровати выполняется из фанерных листов или деревоплиты, для вентиляции матраса такой материал следует обязательно перфорировать отверстиями ∅ 15-25 мм, расположенными в шахматном порядке.
Поверх настила укладывают матрасы или матрасные подушки, которые могут быть или стандартными покупными, или изготовленными из различных подручных материалов.
Раму кушетки делают аналогичным способом. Боковые стойки крепят с помощью болтов М8 длиной 60 мм и крепежных уголков, выступы которых вводят в прорези, предварительно пропиленные в угольниках рамы. К заднему угольнику крепят два ролика, благодаря которым кушетка легко задвигается под кровать. На рисунке не указан способ крепления роликов – он зависит от конкретной конструкции.
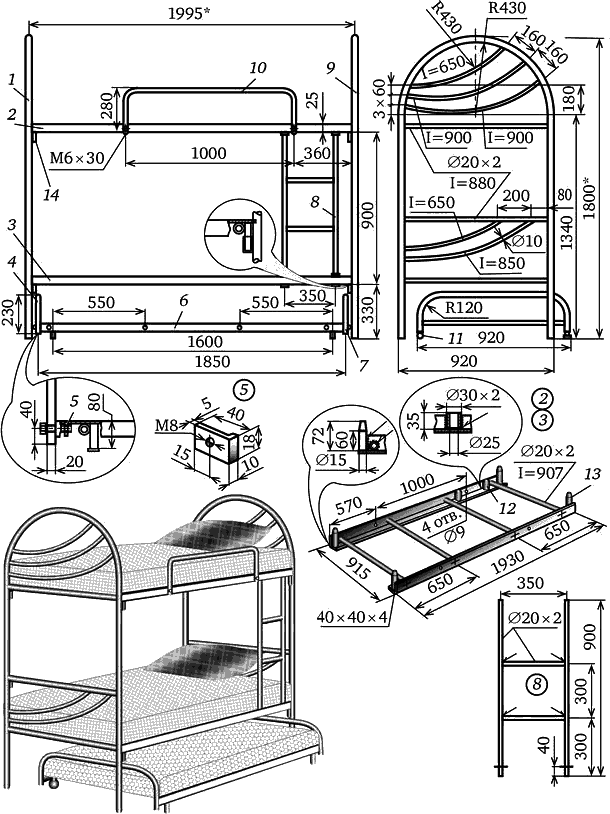
Рис. 129. Трехэтажная стальная кровать:
1, 9 – боковые стойки кровати (прямая и зеркальная); 2, 3 – рамы; 4, 7 – боковые стойки кушетки; 5 – крепежный уголок; 6 – рама кушетки; 8 – лесенка; 10 – дуги безопасности (2 шт.); 11 – ролик (2 шт.); 12 – гнездо для лесенки (2 шт. на каждой раме); 13 – сборочный штырь (4 шт.); 14 – гнездо для штыря (4 шт.)
Если вам требуется не трехэтажная, а двухэтажная кровать, то можно ограничиться вышеописанным вариантом в усеченном виде – без кушетки. Но если взять за основу ту же конструкцию и разделить кровати, дизайн спального места станет гораздо интереснее. В варианте, представленном на рис. 130, взбираться на верхнюю койку можно и без лесенки. К тому же застилать или поправлять постель намного удобнее, а под верхнюю койку можно поставить шкафчик для игрушек или постельного белья, или ночной столик.

Рис. 130. Двойная стальная кровать
Расстояние между матрасом и верхом спинок и поручней должно составлять не менее 150 миллиметров.
Если предполагается возможность расположения верхнего спального места не у стены, то предохранительные поручни следует расположить с обеих сторон верхней койки.
И еще один совет. Трубы необходимо выбирать без изъянов, забоин, раковин. Имеющиеся шероховатости перед окраской следует тщательно зачистить разными шкурками – от грубой до тонкой. В этом случае ваше изделие будет иметь весьма привлекательный вид.
Вместо заключения: Металл требует ухода
Металл по своей сути – материал очень прочный, внушающий доверие. Однако стоит ему попасть под влияние воды и электрохимических процессов (которые сам же и порождает), и признаки разрушения не заставят себя долго ждать. Не дать случиться катастрофе можно очень простым способом – поставить преграду на пути влаги, проще говоря, покрасить конструкцию.
Если процесс уже запущен и результат коррозии в виде ржавчины налицо, работы надо начинать с ее удаления. Первоначально стоит поработать металлической щеткой и снять отслоившиеся куски. Затем в ход идут преобразователи ржавчины, в состав которых входит ортофосфорная кислота. Она превращает ржавчину в стабильные соединения фосфатов железа. Еще один компонент – дубильная кислота – преобразует последние в танат железа, имеющий прочное сцепление со сталью. Такие составы не только уничтожают саму ржавчину, но и становятся защитой для металла. Правда, в Европе преобразователи не выпускают, так как стандарт DIN 55 928 «Коррозионная защита конструкции лакокрасочными покрытиями» не допускает их применения.
Работая с преобразователями ржавчины, внимательно посмотрите на их состав. В основе бытовых преобразователей – вода, и их можно смело использовать, особого вреда здоровью они не принесут. Если же вы приобрели профессиональную химию, то, скорее всего, понадобится защищать глаза и органы дыхания, а работы производить в хорошо проветриваемом помещении. Не стоит усложнять себе жизнь, преобразователи ржавчины, предназначенные для бытового применения, нисколько не хуже справятся с поставленной задачей. Наносятся они кистью, валиком или краскопультом.
После того как состав высохнет (а это довольно быстрый процесс), поверхность грунтуют и красят.
Грунтовка – это тот материал, обязательность использования которого не отрицают ни те, кто ратует за применение преобразователей ржавчины, ни их оппоненты. Основная задача грунтовок – остановить процесс коррозии, предотвратить контакт металла с водой и обеспечить хорошее прилипание (адгезию) краски к основанию. Конечно, они недостаточно атмосферостойки и ударопрочны, имеют низкие декоративные показатели. Но от них этих качеств и не требуется, так как любая грунтовка предполагает нанесение в дальнейшем краски, которая и красива, и стойка, и прочна. Грунтовка же отвечает за свою сферу. Обладая выраженными антикоррозионными свойствами, она продлевает металлу жизнь, поэтому выбирайте ее тщательно, отдавая предпочтение производителям, гарантирующим длительный срок службы состава. Надо искать такой, в который введены ингибиторы (специальные замедлители коррозии) либо вещества, способные преобразовать ржавчину в иное, более прочное соединение. Выпускаются и составы, которые можно наносить непосредственно по ржавому основанию. Главное: грунтовка должна быть специально изготовлена для корродирующего металла и иметь указания по месту применения (для внутренних или наружных работ либо универсальная).
Еще один момент, на который стоит обратить внимание при выборе грунтовок, – это анализ самого основания. Если оно шероховатое (например, кованые изделия), то сцепление с грунтом произойдет хорошо и можно использовать любые грунты. Если же возникла необходимость красить оцинковку, сталь, алюминий, медь – материалы с гладкой поверхностью, – надо использовать специальную грунтовку, предназначенную для проблемных оснований.
Грунтовки наносятся кистью, валиком либо краскопультом. Что касается цвета, то он должен быть практически таким, как декоративное покрытие, чтобы в дальнейшем не пришлось излишне тратиться на краску, ограничившись одним слоем.
Краски по металлу лучше всего приобретать у того же производителя, что и грунт. Такие составы хорошо взаимодействуют между собой, а значит, и служить будут долго.
Если речь идет о покрытии уличных элементов из металла, то поверх грунтовок можно использовать алкидные эмали на растворителях, в доме лучше отдать предпочтение водорастворимым акриловым эмалям. Использовать же слабоатмосферостойкие материалы, коими являются популярные в прошлом масляные краски, нерентабельно. Образуемая масляной краской пленка не способна работать в унисон с температурным расширением или сужением металла и в конечном итоге трескается и слущивается.
Для тех, кто не любит долго возиться с покраской, придуманы многофункциональные краски. Такой сложный состав сочетает в себе качества преобразователя ржавчины, грунта и декоративного покрытия одновременно. Рынок подобных лакокрасочных материалов весьма широк, поэтому выбирайте производителя, которому доверяете.
Перестраховщики же дополнительно могут воспользоваться акриловым или цапонлаком, который наносится поверх краски, увеличивая степень защиты поверхности.
Не пренебрегайте этими средствами защиты и ухода, и тогда металлическое изделие будет служить вам долго и надежно.
Приложения
Условные изображения и обозначения швов сварных соединений
Согласно Единой системе конструкторской документации (ЕСКД), изображения и обозначения швов сварных соединений на чертежах изделий должны соответствовать ГОСТ 2.312-72 «Условные изображения и обозначения швов сварных соединений». Независимо от вида сварки видимый шов сварного соединения условно изображают сплошной основной линией (рис. 131), а невидимый – штриховой. Обозначение шва отмечают линией-выноской, заканчивающейся односторонней стрелкой.
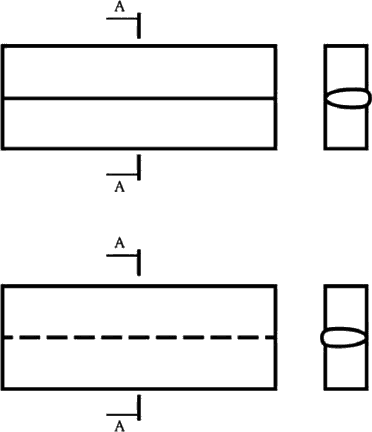
Рис. 131. Изображение сварных швов на чертежах
Характеристика шва проставляется над полкой линии-выноски (для лицевой стороны шва) или под полкой (для обратной стороны шва). Структура условного обозначения стандартного шва приведена на рис. 132.
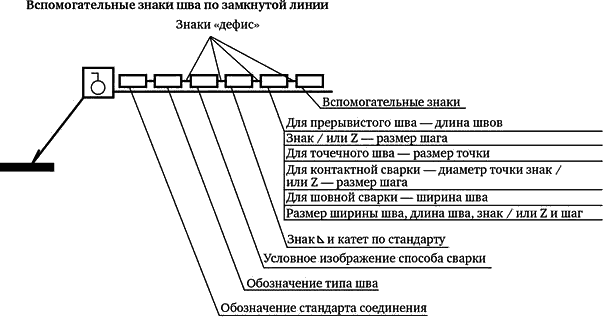
Рис. 132. Структура условных обозначений сварных швов
Следующими стандартами, в зависимости от толщины металла, устанавливаются формы поперечного сечения и конструктивные элементы подготовленных кромок и выполненных швов, которым присваивают условные буквенно-цифровые обозначения: ГОСТ 8713-79 «Сварка под флюсом. Соединения сварные»; ГОСТ 5264-80 «Ручная дуговая сварка. Соединения сварные»; ГОСТ 14771-76 «Дуговая сварка в защитном газе. Соединения сварные»; ГОСТ 15164-78 «Электрошлаковая сварка. Соединения сварные».
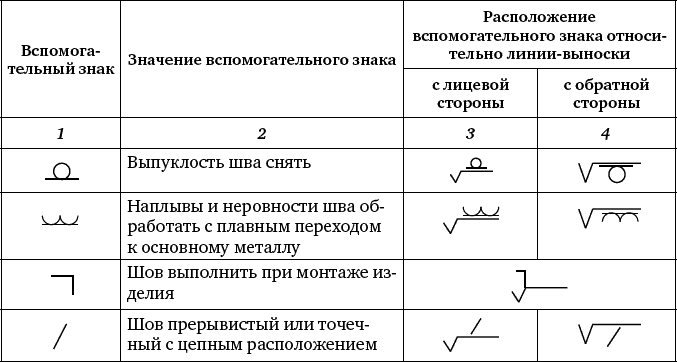
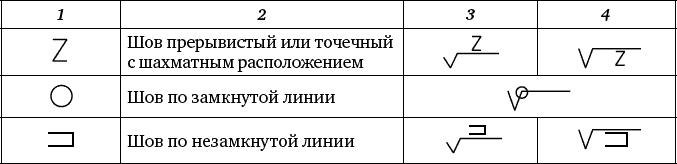
Для обозначения сварных швов используют также вспомогательные знаки (табл. I).
Таблица I
Вспомогательные знаки для условного обозначения сварных швов
Все элементы условного обозначения располагаются в указанной последовательности и отделяются друг от друга дефисом. Буквенные обозначения способа сварки необходимо проставлять на чертеже только в случае применения в данном изделии нескольких видов сварки, например П – механизированная дуговая сварка, А – автоматическая дуговая, У – дуговая в углекислом газе и др. Ручная дуговая сварка не имеет буквенного обозначения. Можно не указывать на полке выноски обозначения стандарта, если все швы в изделии выполняются по одному стандарту. В этом случае следует сделать соответствующее указание в примечаниях на чертеже (рис. 133). Примеры условного обозначения сварных швов приведены в табл. II.
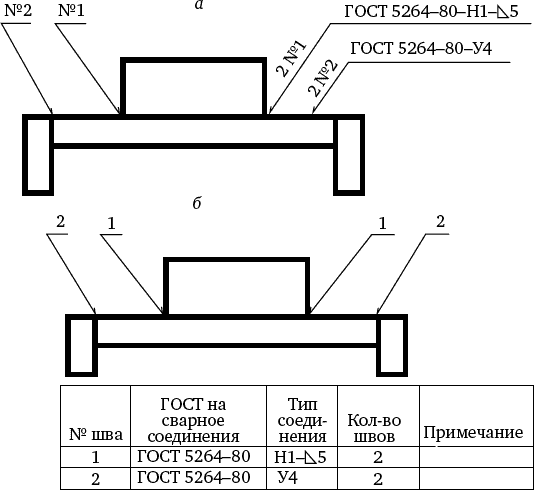
Рис. 133. Обозначение повторяющихся сварных швов на чертеже:
а – с выносом одного из них на чертеже; б – со сводом всех сварных швов в таблицу
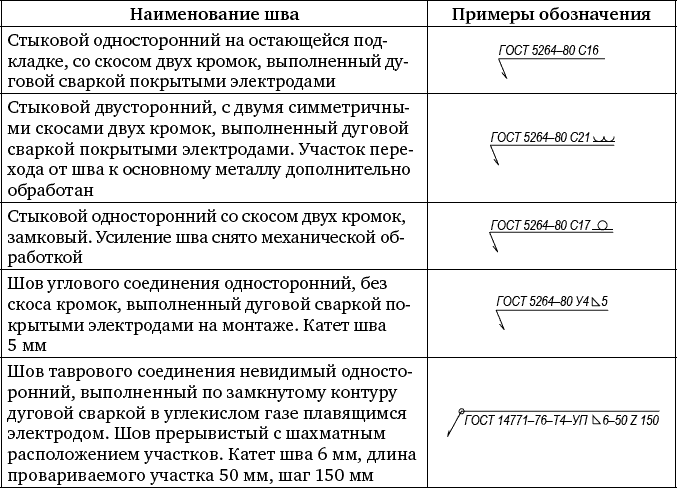
Таблица II
Примеры условного обозначения сварных швов
Справочные материалы
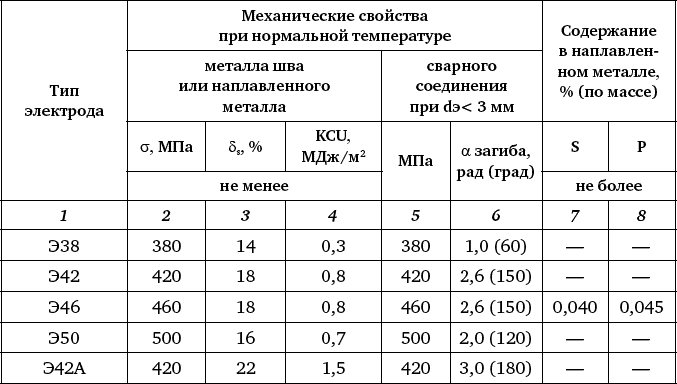
Таблица 1
Типы электродов для дуговой сварки конструкционных сталей и механические свойства металла шва

Примечания:
1. Число в обозначении типа электрода соответствует временному сопротивлению разрыву σВ в кгс/мм2.
2. KCU – ударная вязкость.
Таблица 2
Маркировка электродов согласно требованиям к электропитанию дуги

Примечание: цифрой 0 обозначают электроды, предназначенные для сварки или наплавки только на постоянном токе обратной полярности.
Таблица 3
Характеристики наиболее распространенных электродов для сварки углеродистых и низколегированных сталей


Примечание: ОП – обратная полярность, ток постоянный(=) или переменный (~).
Таблица 4
Показатели свойств прочности и растяжения металла шва (согласно DIN EN 499)

Таблица 5
Показатели работы развития трещины металла шва (согласно DIN EN 499)

Таблица 6
Показатели сварочного тока для электродов согласно DIN EN 499
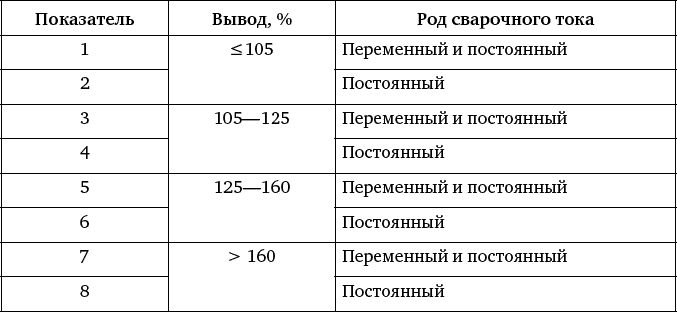
Таблица 7
Показатели положения электрода при сварке (согласно DIN EN 499)

Таблица 8
Технические характеристики баллонных редукторов

* Первая буква определяет назначение редуктора, вторая – редуцируемый газ, третья – число ступеней редуцирования; первое число после буквенного обозначения – максимальное значение пропускной способности при наибольшем рабочем давлении, м3/ч; второе число – модификация редуктора; МГ – малогабаритные редукторы.
Таблица 9
Правила выбора горелки


* Предельное отклонение ±10 %.
Таблица 10
Правила выбора наконечника горелки

Таблица 11
Ориентировочные режимы ручной дуговой сварки
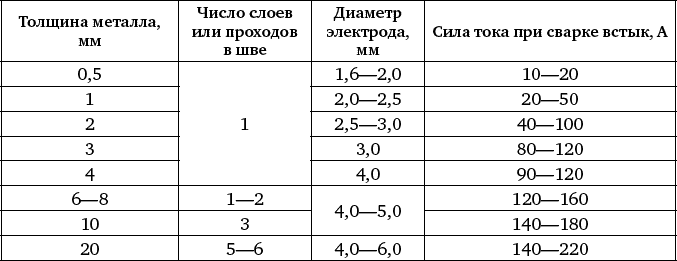
Таблица 12
Зависимость сварочного тока от диаметра электрода

Примечание: при сварке тавровых соединений силу тока принимают на 10-15 % больше, чем при сварке встык.
Таблица 13
Правила подбора сварочного тока

Таблица 14
Зависимость силы сварочного тока от толщины свариваемого металла и положения сварки в пространстве

Таблица 15
Влияние величины сварочного тока на качество и форму сварного шва


Таблица 16
Рекомендованные размеры валика

Примечание: диаметр электрода брать с покрытием.
Таблица 17
Режимы сварки угольными электродами соединений из низкоуглеродистой стали


Таблица 18
Режимы сварки графитовыми электродами соединений с отбортовкой кромок

Таблица 19
Режимы резки стали угольными или графитовыми электродами
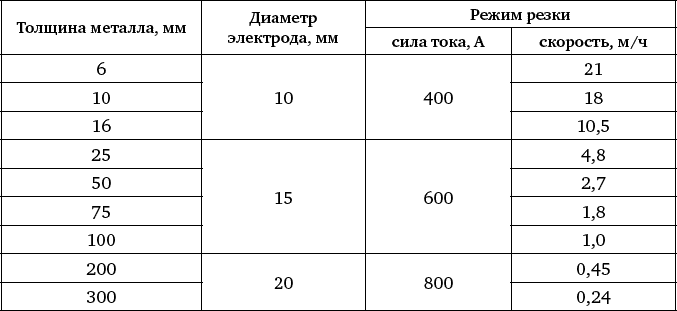
Таблица 20
Режимы ручной дуговой резки низкоуглеродистой (числитель) и коррозионно-стойкой (знаменатель) стали металлическим электродом


Таблица 21
Классификация защитных газов для электродуговой сварки и резки
Таблица 22
Удельный расход углекислого газа или смеси Аr + СO2 при сварке MIG/MAG
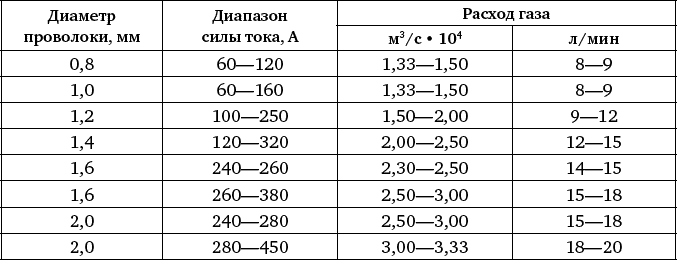
Таблица 23
Сварочные проволоки для сварки MIG/MAG малоуглеродистых и легированных сталей

Таблица 24
Основные режимы сварки полуавтоматом в среде углекислого газа
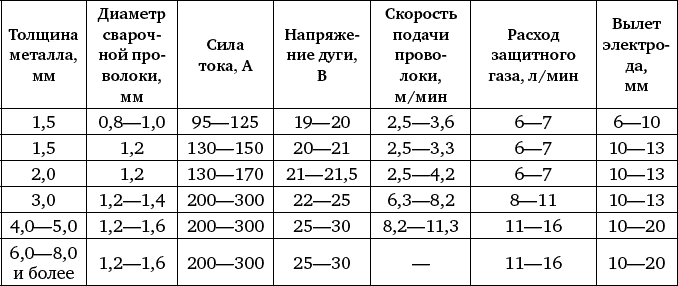
Таблица 25
Режимы механизированной дуговой сварки в углекислом газе стыковых соединений без разделки кромок. Ток постоянный, обратная полярность


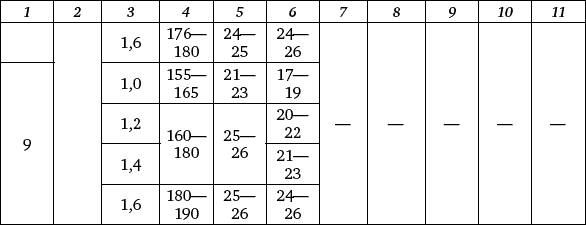
Таблица 26
Рекомендуемые расстояния от сопла горелки до изделия
Таблица 27
Техническая характеристика инжекторного резака «Пламя-62»

Таблица 28
Мундштуки для резки на заменителях ацетилена


Таблица 29
Расстояние между мундштуком резака и разрезаемым металлом
Примечание: при работе на газах – заменителях ацетилена указанные расстояния между мундштуком и поверхностью разрезаемого металла увеличивают на 30-40 %.
Таблица 30
Соответствие диаметра сварочного карандаша ЭЛЬКАС толщине свариваемых листов

Таблица 31
Соответствие диаметра карандаша для резки ЭЛЬКАС-термит толщине разрезаемых листов/прутков

Таблица 32
Свариваемость сталей
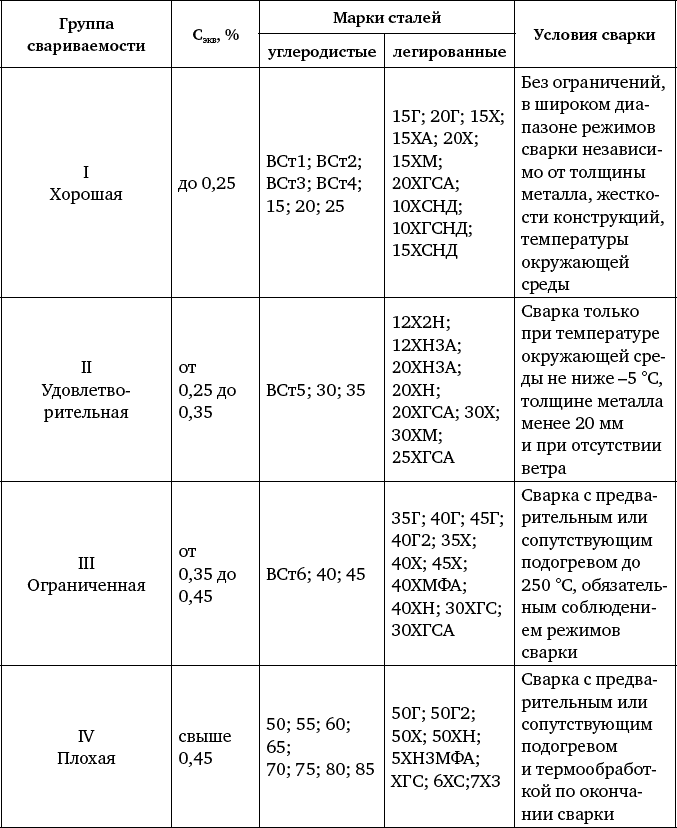
Таблица 33
Цвета побежалости углеродистой стали


Таблица 34
Цвета побежалости нержавеющей стали

Таблица 35
Цвета каления стали

Таблица 36
Содержание компонентов флюсов для горячей и холодной сварки чугуна, %

* Флюс содержит 4 % керосина (сверх 100 %).
Таблица 37
Флюсы для низкотемпературной сварки и пайкосварки чугуна


Таблица 38
Состав присадочных чугунных прутков для низкотемпературной пайкосварки

Таблица 39
Содержание компонентов флюсов для газовой сварки алюминия и его сплавов, %

Таблица 40
Режимы автоматической сварки алюминия вольфрамовым электродом

Таблица 41
Режимы ручной аргонодуговой сварки алюминия неплавящимся электродом

Таблица 42
Режимы сварки стыковых соединений меди и ее сплавов графитовым электродом

Таблица 43
Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами

Таблица 44
Содержание компонентов флюсов для газовой сварки меди и ее сплавов, %

Таблица 45
Режимы электродуговой сварки свинца
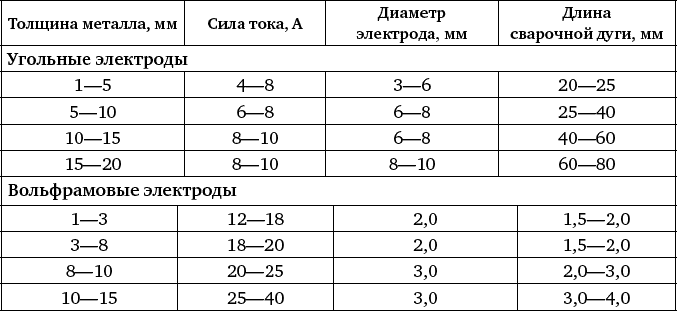
Таблица 46
Режимы сварки никеля и никелевых сплавов

Таблица 47
Ориентировочные режимы ручной дуговой сварки титана вольфрамовым электродом ∅ 1,5-2 мм и присадочной проволокой ∅ 1-2 мм

Таблица 48
Минимальные размеры стальных заземлителей и заземляющих проводников

Таблица 49
Минимальные размеры изгиба стальных труб

Таблица 50
Наименьшие радиусы гибки листового материала в холодном виде
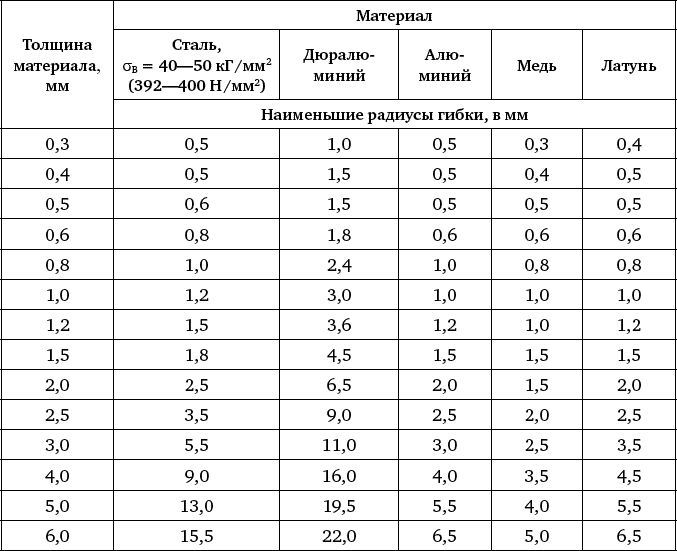
Примечание: значения соответствуют гибке листового материала вдоль волокон проката. При гибке поперек волокон радиусы гибки можно уменьшать примерно вдвое.
Литература и другие источники
Васильев В. И., Ильященко Д. П., Павлов Н. В. Введение в основы сварки. – Изд-во Томского политехнического ун-та, 2011.
Жегалина Т. Н. Сварщик. Технология выполнения ручной дуговой сварки. – М.: Академкнига, 2006.
Колганов Л. А. Сварочные работы. Сварка, резка, пайка, наплавка: Учебное пособие. – М.: Издательско-торговая корпорация «Дашков и К°», 2003.
Конструктивные детали жилых и гражданских зданий. – М.: Гос. архитектурное изд-во, 1949.
Лашко Н. Ф., Лашко-Авакян С. В. Металловедение сварки (некоторые вопросы). – М.: Машгиз, 1954.
Лупачев В. Г. Общая технология сварочного производства. – Минск: Вышэйшая школа, 2011.
Николаев А. А., Герасименко А. И. Электрогазосварщик. – Ростов-н/Д.: Феникс, 2005.
Нойферт Э. Строительное проектирование. – М.: Стройиздат, 1999.
Ольшанский Н. А. Сварка в машиностроении. – М.: Машиностроение, 1978.
Подольский Ю. Ф. Сварочные работы. – Харьков: Книжный клуб «Клуб семейного досуга», 2013.
Сапиро Л. С. Справочник сварщика. Пособие для сварщиков, мастеров, технологов, конструкторов. – Донецк: Донбасс, 1978.
Стрелюк М. И. В помощь электромонтеру. – Минск: Беларусь, 1971.
Тудвасев В. А. Рекомендации сварщикам по ручной дуговой сварке сосудов и трубопроводов, работающих под давлением. – М.: АРВИК, 1996.
Федосов С. А., Оськин И. Э. Основы технологии сварки: учебное пособие. – М.: Машиностроение, 2011.
Шмаков В. Г. Кузница в современном хозяйстве. – М.: Машиностроение, 1990.
Журналы «Делаем сами», «Murator», «Мастер на все руки», «Мастерская. Строим дом», «Моделист-конструктор», «Сам», «Сварщик», «Сделай сам» (изд-во «Знание»), «Сделай сам» (изд-во «Огонек»), «Советы профессионалов», «Юный техник для умелых рук».
https://belkovka.com
https://delostroika.ru
https://garmet.pp.ua
https://moyasvarka.ru
https://mysteps.ru
https://esmaster.ru
https://ostroykevse.ru
https://stroykaguru.ru
https://stroyrom.ru
https://technologyk.ru
https://weldingsite.com.ua
www.ewm-group.com
https://www.ilw.by
https://www.perilaglavsnab.ru
https://www.wssm.ru
https://elkas.biz
Источник