
Сосуд под вакуумом это

РУКОВОДЯЩИЕ УКАЗАНИЯ
по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,07 МПа (0,7 кгс/см) и вакуумом
РУА-93
Директор ВНИКТИнефтехимоборудование, канд. техн. наук, ст. науч. сотр. А.Е.Фолиянц
Зам. директора по научной работе ВНИКТИнефтехимоборудование, канд. техн. наук, ст. науч. сотр. Н.В.Мартынов
Зав. лабораторией N 3 ВНИКТИнефтехимоборудование, канд. техн. наук Ю.И.Шлеенков
Вед. науч. сотр. лаборатории N 13 ВНИКТИнефтехимоборудование, канд. техн. наук Н.Н.Толкачев
УТВЕРЖДЕНЫ Заместителем руководителя Департамента нефтепереработки Минтопэнерго России В.П.Беловым 20.04.1994 г.
AHHOTAЦИЯ
В настоящих “Руководящих указаниях” содержатся требования по эксплуатации, надзору, техническому освидетельствованию (ревизии), отбраковке, ремонту и рекомендуются формы ведения технической документации на сосуды и аппараты, работающие под давлением 0,07 МПа (0,7 кгс/см) и ниже, вакуумом и атмосферном давлении на предприятиях нефтеперерабатывающих и нефтехимических производств.
ВВЕДЕНИЕ
Настоящие “Руководящие указания РУА-93” разработаны ВНИКТИнефтехимоборудованием в соответствии с тематическим планом (тема 13.441-92) по договору N 0199652441 от 1.09.92 г. разработка руководящего документа “Эксплуатация и ремонт сосудов, на которые не распространяются правила Госгортехнадзора”, заключенному с Комитетом нефтепереработки Министерства топлива и энергетики Российской Федерации. Необходимость выполнения данной работы связана с внедрением единой технической политики по созданию системы технического надзора при эксплуатации и ремонте основного оборудования, определяющего надежность и безопасность эксплуатации технологических установок на нефтеперерабатывающих и нефтехимических предприятиях. С этой целью осуществляется пересмотр отдельных нормативно-технических документов, в том числе “Руководящих указаний по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,7 кгс/см и вакуумом РУА-78”, так как со времени их издания появились новые нормативно-технические документы, возникли некоторые несоответствия отдельных положений с практикой эксплуатации.
В “Руководящих указаниях РУА-93” содержатся требования по эксплуатации, надзору, техническому освидетельствованию (ревизии), отбраковке, и ремонту сосудов и аппаратов, работающих под давлением 0,07 МПа (0,7 кгс/см) и ниже, вакуумом и атмосферном давлении на предприятиях нефтеперерабатывающих и нефтехимических производств, установлены периодичность их технического освидетельствования и нормы отбраковки, рекомендованы формы ведения технической документации.
При разработке настоящих “Руководящих указаний” учтены требования вновь введенных нормативно-технических документов и стандартов по вопросам изготовления, эксплуатации, технического надзора, оценки технического состояния и ремонта, а также обоснованные замечания и предложения предприятий нефтеперерабатывающих и нефтехимических производств.
Требования РУА-93 обязательны для выполнения всеми предприятиями нефтеперерабатывающих и нефтехимических производств.
“Руководящие указания РУА-93” разработаны авторским коллективом в составе: А.Е.Фолиянц, Н.В.Мартынов, Ю.И.Шлеенков, В.Б.Серебряный, Н.Н.Толкачев.
С благодарностью приняты и учтены замечания и предложения ведущих специалистов предприятий отрасли: ПО “Ангарскнефтеоргсинтез”, ПО “Горькнефтеоргсинтез”, ПО “Киришинефтеоргсинтез”, Московский НПЗ, АООТ “ЛУКойл-Пермнефтеоргсинтез”, АП “Уфанефтехим” и др.
С вводом в действие РУА-93 утрачивают силу “Руководящие указания по эксплуатации и ремонту сосудов и аппаратов, работающих под давлением ниже 0,7 кгс/см и вакуумом РУА-78”.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Настоящие “Руководящие указания РУА-93” определяют требования к эксплуатации, техническому освидетельствованию (ревизии), отбраковке и ремонту стальных сварных сосудов и аппаратов отечественного и импортного производства, работающих под избыточным давлением до 0,07 МПа (0,7 кгс/см) включительно, вакуумом с остаточным давлением 5 мм ртутного столба и выше, наливе и атмосферном давлении.
1.2. РУА-93 не распространяются на:
а) сосуды для транспортирования нефтяных и химических продуктов (железнодорожные и автомобильные цистерны и т.д.);
б) сосуды и аппараты с огневым обогревом;
в) аппараты воздушного охлаждения;
г) приборы водяного и парового отопления;
д) резервуары и газгольдеры.
1.3. При эксплуатации, техническом освидетельствовании, отбраковке и ремонте сосудов и аппаратов наряду с РУА-93 необходимо руководствоваться следующими нормативно-техническими документами:
а) “Общие правила взрывобезопасности для взрывопожароопасных химических, нефтехимических и нефтеперерабатывающих производств”*;
________________
б) “Правила пожарной безопасности при эксплуатации нефтеперерабатывающих предприятий” ППБ-79;
в) ОСТ 26-291-87* “Сосуды и аппараты стальные сварные. Технические требования”;
_______________
* Действует ОСТ 26-291-94, здесь и далее по тексту. – Примечание изготовителя базы данных.
г) “Сосуды и аппараты. Общие технические условия на ремонт корпусов” ОТУ2-92;
д) “Эксплуатация и ремонт технологических трубопроводов под давлением до 10,0 МПа (100 кгс/см)” РД 38.13.004-86;
е) “Методика оценки ресурса остаточной работоспособности технологического оборудования нефтеперерабатывающих, нефтехимических и химических производств”;
ж) “Инструкция по определению скорости коррозии металла стенок корпусов сосудов и трубопроводов на предприятиях Миннефтехимпрома СССР”;
и) “Руководящие указания по эксплуатации, ревизии и ремонту пружинных предохранительных клапанов”, РУПК-78;
к) требования проектов, паспортов, технические и другие действующие нормативно-технические документы, указания вышестоящих и инспектирующих организаций.
1.4. Руководящие и инженерно-технические работники, занятые проектированием, изготовлением, монтажом, ремонтом и эксплуатацией сосудов и аппаратов, должны быть аттестованы в соответствии с “Типовым положением о порядке проверки знаний правил, норм и инструкций по технике безопасности руководящими и инженерно-техническими работниками”.
1.5. Изготовление и реконструкция сосудов (аппаратов) должны выполняться по проекту в соответствии с требованиями ОСТ 26-291-87 и другой действующей нормативно-технической документации.
1.6. Сосуды (аппараты) и их элементы должны изготавливаться на предприятиях, которые располагают техническими средствами и квалифицированными кадрами, обеспечивающими качественное их изготовление. Такие же требования предъявляются на их монтаж и ремонт.
1.7. При необходимости для учета особенностей эксплуатации, ревизии и ремонта сосудов (аппаратов) предприятие может составлять технические материалы (инструкции и т.д.), дополняющие настоящие РУА-93.
1.8. В зависимости от характера среды и рабочих параметров сосуды и аппараты делятся на две группы:
к первой группе относятся:
а) сосуды и аппараты с веществами токсичного действия, взрыво- и пожароопасными независимо от их температуры, относящиеся по средам к группе “А” и группе “Б” в соответствии с табл.4 РД 38.13.004-86;
б) сосуды и аппараты, работающие под вакуумом с остаточным давлением 5 мм ртутного столба и выше независимо от температуры;
в) сосуды и аппараты, работающие при температуре среды свыше плюс 200 °С, а также ниже минус 15 °С.
Ко второй группе относятся сосуды и аппараты, работающие при температуре среды в интервале от минус 15 °С до плюс 200 °С включительно, кроме сосудов и аппаратов, указанных в пп.”а” и “б”.
2. НАДЗОР И ОБСЛУЖИВАНИЕ СОСУДОВ И АППАРАТОВ
Эксплуатация
2.1. Администрация предприятия (организации) обязана содержать сосуды и аппараты в соответствии с требованиями настоящих РУА-93 и других действующих нормативно-технических документов, обеспечивая безопасность обслуживания, надежность работы и исправное состояние.
Лицом, ответственным за исправное состояние и безопасное действие сосуда, является начальник установки (цеха), а лицом, ответственным по надзору за техническим состоянием и эксплуатацией сосудов на предприятии, должен быть инженерно-технический работник службы технического надзора. Эти лица назначаются приказом по предприятию и должны быть аттестованы согласно “Типового положения о порядке проверки знаний правил, норм и инструкций по технике безопасности руководящих и инженерно-технических работников”.
Номер и дата приказа о назначении лица, ответственного за исправное состояние и безопасное действие сосудов, должны быть записаны в паспорт сосуда.
На время отпуска, командировок, болезни или в других случаях отсутствия лица, ответственного за исправное состояние и безопасное действие сосуда, его функции должны быть возложены приказом на лицо, заменяющее его по должности. В этом случае знания этого лица также должны быть проверены согласно “Типового положения…”. Запись о замещении в паспорте сосуда не делается.
2.2. Сосуд (аппарат) должен эксплуатироваться в соответствии с проектом, технологическим регламентом и действующими нормативно-техническими документами согласно п.1.3.
2.3. Эксплуатация сосудов (аппаратов) разрешается при наличии паспорта предприятия-изготовителя, установленной формы согласно ГОСТ 25773 или приложения 27 ОСТ 26-291-87, и полного комплекта оформленных документов, требуемых для получения разрешения на пуск в соответствии с п.2.29.
2.4. Одной из обязанностей обслуживающего персонала технологических установок (агрегатов) является строгое соблюдение технологического регламента в период работы сосудов и аппаратов, при выводе на режим и при остановке на ремонт.
2.5. Обвязочные трубопроводы недействующих сосудов и аппаратов должны быть демонтированы или отключены с видимым разрывом, при этом на штуцерах сосудов и аппаратов должны быть установлены заглушки. Допускается отключение недействующих сосудов и аппаратов от трубопроводов без видимого разрыва с помощью заглушек, отвечающих требованиям РД 38.13.004-86, при этом заглушки должны подвергаться периодической ревизии в сроки, указанные в табл.31 РД 38.13.004-86.
2.6. На каждый сосуд (аппарат) после его установки должны быть нанесены краской на видном месте или на специальной табличке форматом не менее 200х150 мм:
номер позиции, соответствующей номеру по технологической схеме;
учетный (регистрационный) номер;
разрешенное (рабочее) давление (вакуум), кгс/см (мм рт.ст.) ( );
дата (месяц, год) следующего внутреннего осмотра (ВО) и гидравлического испытания (ГИ).
2.7. Наружная поверхность сосудов (аппаратов) должна быть предохранена от коррозии согласно проекта. Крепеж должен быть защищен антикоррозионной смазкой, удовлетворяющей условиям эксплуатации.
2.8. Надзор за техническим состоянием сосудов (аппаратов) в период эксплуатации должен осуществляться путем наружного осмотра:
ежесменно обслуживающим персоналом с записью в вахтенном журнале;
с периодичностью, установленной руководством предприятия (организации, завода, производства), лицом, ответственным за исправное состояние и безопасное действие сосуда;
периодически при обследовании не реже одного раза в год лицом, осуществляющим надзор за сосудами на предприятии, совместно с лицом, ответственным за их исправное состояние и безопасное действие.
При наружном осмотре сосуда (аппарата) необходимо:
а) выполнить требования п.2.50;
б) осмотреть и убедиться в его исправном состоянии, при этом должно быть обращено внимание на следующие возможные дефекты:
пропуски и потения в основном металле и металле сварных швов;
наличие трещин, надрывов, коррозии стенок, выпучин, отдулин, отслаиваний, видимых деформаций, раковин;
неукомплектованность крышек, люков и фланцевых соединений крепежными деталями, неправильная сборка крепежа, дефекты резьбы;
течи во фланцевые соединения, в резьбовые соединения муфт и бобышек и сигнальные отверстия укрепляющих колец штуцеров и люков (сигнальные отверстия должны быть постоянно открытыми, всегда очищенными от краски и грязи);
повышенную вибрацию (должна быть не более 0,2 мм (пиковое значение) на частоте до 40 Гц);
неисправность шарнирных устройств крышек и люков;
нарушение наружного защитного покрытия или изоляции;
в) проверить наличие и исправность установленной арматуры, контрольно-измерительных приборов, предохранительных устройств, сигнализации, блокировок, указателей уровня, дренажных устройств;
г) проверить наличие на каждом сосуде (аппарате) таблички с надписями о разрешенном давлении, сроках следующего технического освидетельствования и др. согласно п.2.6;
Источник
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 4 сентября 2018; проверки требует 1 правка.
У этого термина существуют и другие значения, см. Сосуд.
Сосуд под давлением – закрытая ёмкость (стационарно установленная или передвижная), предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортировки газообразных, жидких и других веществ[1]. Границей сосуда являются входные и выходные штуцеры.
Использование[править | править код]
Сосуды под давлением широко используются как в промышленности, так и в быту, спорте и пр. Разнообразие размеров, технических характеристик и способов применения их чрезвычайно велико, начиная от ядерных реакторов и заканчивая домашними отопительными котлами и баллонами для дайвинга. Другими примерами использования сосудов под давлением являются паровые котлы, барокамеры, автоклавы, ресиверы, цистерны, газовые баллоны и бочки, предназначенные для транспортировки или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел.
Требования к сосудам под давлением в РФ[править | править код]
Крышка реактора PWR – сосуда с очень высокими параметрами среды
В едином перечне продукции, в отношении которой устанавливаются обязательные требования в рамках Таможенного союза, присутствуют пункты: «оборудование, работающее под избыточным давлением» и «сосуды, работающие под давлением».[2] Соответствующие требования установлены ТР ТС 032/2013 «О безопасности оборудования, работающего под избыточным давлением».[3]
Сосуды под давлением являются техническими устройствами, эксплуатация которых делают производственный объект опасным. С авариями сосудов под давлением связано большое количество несчастных случаев, поэтому на их проектирование, устройство, изготовление, реконструкцию, наладку, монтаж, ремонт, техническое диагностирование и эксплуатацию в большинстве стран мира накладывается ряд ограничений.
В России обязательны Федеральные нормы и правила в области промышленной безопасности «Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением», а также ряд других отраслевых документов, действие которых ограничено своей специфической областью (например «Правила устройства и безопасной эксплуатации оборудования и трубопроводов атомных энергетических установок», «Правила устройства и безопасной эксплуатации сосудов, работающих под давлением, для объектов использования атомной энергии» и др.). Эти и другие[4] государственные документы устанавливают границы параметров содержащихся в сосуде веществ, превышение которых причисляет сосуд к опасным, в общем случае, как:
- вода с температурой выше 115 °С или другие нетоксичные, невзрывопожароопасные жидкости при температуре, превышающей температуру кипения при давлении 0,07 МПа;
- пар, газ или токсичные взрывопожароопасные жидкости с давлением свыше 0,07 МПа;
- сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа.
Требования к оснащению[править | править код]
Для управления работой и обеспечения безопасных условий эксплуатации сосуды в зависимости от назначения должны быть оснащены:
- запорной или запорно-регулирующей арматурой;
- приборами для измерения давления;
- приборами для измерения температуры;
- предохранительными устройствами;
- указателями уровня жидкости.
Контроль сварных соединений[править | править код]
Организация-изготовитель (доизготовитель), монтажная или ремонтная организация обязаны применять такие виды и объёмы контроля своей продукции, которые гарантировали бы выявление недопустимых дефектов, её высокое качество и надежность в эксплуатации. Контроль качества сварки и сварных соединений должен включать:
- проверку аттестации персонала;
- проверку сборочно-сварочного, термического и контрольного оборудования, аппаратуры, приборов и инструментов;
- контроль качества основных материалов;
- контроль качества сварочных материалов и материалов для дефектоскопии;
- операционный контроль технологии сварки;
- неразрушающий контроль качества сварных соединений;
- разрушающий контроль качества сварных соединений;
- контроль исправления дефектов.
Государственный надзор[править | править код]
Сосуды, на которые распространяются российские государственные правила, до пуска их в работу должны быть зарегистрированы в органах Ростехнадзора России[5], кроме специально оговоренных случаев, на основании письменного заявления владельца сосуда; при перестановке сосуда на новое место или передаче сосуда другому владельцу, а также при внесении изменений в схему его включения сосуд до пуска в работу должен быть перерегистрирован в органах Ростехнадзора России.
Кроме того сосуды, на которые распространяется действие государственных правил, должны подвергаться техническому освидетельствованию после монтажа, до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях – внеочередному освидетельствованию с участием специалиста организации, имеющей лицензию Ростехнадзора России (если сосуд зарегистрирован). Объём, методы и периодичность технических освидетельствований сосудов (за исключением баллонов) должны быть определены изготовителем и указаны в руководстве по эксплуатации. В случае отсутствия таких указаний техническое освидетельствование должно проводиться в соответствии с требованиями государственных правил.
См. также[править | править код]
- Паровой котёл
- Ресивер (сосуд)
- Барокамера
Примечания[править | править код]
Эта статья или раздел описывает ситуацию применительно лишь к одному региону, возможно, нарушая при этом правило о взвешенности изложения. Вы можете помочь Википедии, добавив информацию для других стран и регионов. |
Источник
Очень часто к нам обращаются люди, которые хотят купить вакуумный насос, но слабо представляют, что такое вакуум. Попытаемся разобраться, что же это такое. По определению, вакуум – это пространство, свободное от вещества (от латинского слова «vacuus» – пустой). Существует несколько определений вакуума: технический вакуум, физический вакуум, космический вакуум и т.д. Мы будем рассматривать технический вакуум, который определяется как сильно разреженный газ. Рассмотрим на примере, что такое вакуум и как его измеряют. На нашей планете существует атмосферное давление, принятое за единицу (одна атмосфера). Оно меняется в зависимости от погоды, высоты на уровнем моря, но мы не будем принимать это во внимание, так как это не будет никак влиять на понимание понятия вакуум. Итак, мы имеем давление на поверхности земли равное 1 атмосфере. Всё, что ниже 1 атмосферы (в закрытом сосуде), называется техническим вакуумом. Возьмём некий сосуд и закроем его герметичной крышкой. Давление в сосуде будет равно 1 атмосфере. Если мы начнём откачивать из сосуда воздух, то в нём возникнет разряжение, которое и называется вакуумом. Рассмотрим на примере: в левом сосуде 10 кружочков. Пусть это будет 1 атмосфера. «откачаем» половину – получим 0,5 атм, оставим один – получим 0,1 атм.
Так как в сосуде всего одна атмосфера, то и максимально возможный вакуум мы можем получить (теоретически) ноль атмосфер. “Теоретически” – т.к. выловить все молекулы воздуха из сосуда практически невозможно. По этому, в любом сосуде, из которого откачали воздух (газ) всегда остается какое-то его минимальное количество. Это и называют “остаточным давлением”, то есть давление, которое осталось в сосуде после откачки из него газов. Существуют специальные насосы, которые могут достичь глубокого вакуума до 0,00001 Па, но всё равно не до нуля. В обычной жизни редко когда требуется вакуум глубже 0,5 – 10 Па (0,00005-0,0001 атм). Есть несколько вариантов измерения вакуума, которые зависят от выбора точки отсчёта: 1. За единицу принимается атмосферное давление. Всё, что ниже единицы – вакуум. То есть шкала вакуумметра от 1 до 0 атм (1…0,9…0,8…0,7…..0,2…0,1….0). 2. За ноль принимается атмосферное давление. То есть вакуум – все отрицательные числа меньше 0 и до -1. То есть шкала вакуумметра от 0 до -1 (0, -0,1…-0,2….,-0,9,…-1). Также шкалы могут быть в кПа, mBar, но это всё аналогично шкалам в атмосферах. На картинке показаны вакуумметры с различными шкалами, которые показывают одинаковый вакуум:
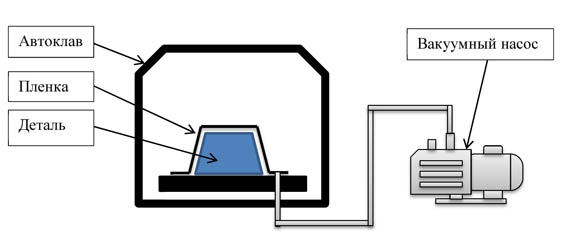
Из всего сказанного выше видно, что величина вакуума не может быть больше атмосферного давления. К нам почти каждый день обращаются люди, которые хотят получить вакуум -2, -3 атм и т.д. И они очень удивляются когда узнают, что это невозможно (кстати, каждый второй из них говорит, что “вы сами ничего не знаете”, “а у соседа так” и т.д. и.т.п.) На самом деле, все эти люди хотят формовать детали под вакуумом, но чтобы прижим детали был более 1 кг/см2 (1 атмосферы). Этого можно достичь, если накрыть изделие плёнкой, откачать из под неё воздух (в этом случае, в зависимости от созданного вакуума, максимальный прижим составит 1 кг/см2 (1 атм=1 кг/см2)), и после этого поместить это всё в автоклав, в котором будет создано избыточное давление. То есть для создания прижима в 2 кг/см2, достаточно создать в автоклаве избыточное давление в 1 атм.
Теперь несколько слов о том, как многие клиенты измеряют вакуум на выставке ООО “Насосы Ампика”, у нас в офисе: включают насос, прикладывают палец (ладонь) к всасывающему отверстию вакуумного насоса и сразу делают вывод о величине вакуума. Обычно, все очень любят сравнивать советский вакуумный насос 2НВР-5ДМ и предлагаемый нами его аналог VE-2100. После такой проверки, всегда говорят одно и тоже – вакуум у 2НВР-5ДМ выше (хотя на самом деле оба насоса выдают одинаковые параметры по вакууму). В чем же причина такой реакции? А как всегда – в отсутствии знаний законов физики и что такое давление вообще. Немного ликбеза: давление «P» – это сила, которая действует на некоторую площадь поверхности, направленная перпендикулярно этой поверхности (отношение силы «F» к площади поверхности «S»), то есть P=F/S. По-простому – это сила, распределённая по площади поверхности. Из этой формулы видно, что чем больше площадь поверхности, тем меньше будет давление. А также сила, которая потребуется для отрыва руки или пальца от входного отверстия насоса, прямо пропорциональна величине площади поверхности (F=P*S). Диаметр всасывающего отверстия у вакуумного насоса 2НВР-5ДМ – 25 мм (площадь поверхности 78,5 мм2). Диаметр всасывающего отверстия у вакуумного насоса VE-2100 – 6 мм (площадь поверхности 18,8 мм2). То есть для отрыва руки от отверстия диаметром 25 мм, требуется сила в 4,2 раза большая, чем для диаметра отверстия 6 мм (при одинаковом давлении). Именно по этому, когда вакуум измеряют пальцами, получается такой парадокс. Давление «P», в этом случае, рассчитывается как разница между атмосферным давлением и остаточным давлением в сосуде (то есть вакуумом в насосе). Как посчитать силу прижима какой-либо детали к поверхности? Очень просто. Можно воспользоваться формулой приведенной выше, но попробуем объяснить попроще. Например, пусть требуется узнать, с какой силой может быть прижата деталь размером 10х10 см при создании под ней вакуума насосом ВВН 1-0,75. Берём остаточное давление, которое создаёт этот вакуумный насос серии ВВН. Конкретно у этого водокольцевого насоса ВВН 1-0,75 оно составляет 0,4 атм. 1 атмосфера равна 1 кг/см2. Площадь поверхности детали – 100 см2 (10см х10 см). То есть, если создать максимальный вакуум (то есть давление на деталь будет 1 атм), то деталь прижмётся с силой 100 кг. Так как у нас вакуум 0,4 атм, то прижим составит 0,4х100=40 кг. Но это в теории, при идеальных условиях, если не будет подсоса воздуха и т.п. Реально нужно это учитывать и прижим будет на 20…40% меньше в зависимости от типа поверхности, скорости откачки, и т.п. Теперь пару слов о механических вакуумметрах. Эти устройства показывают остаточное давление в пределах 0,05…1 атм. То есть он не покажет более глубокого вакуума (будет всегда показывать «0»). Например, в любом пластинчато-роторном вакуумном насосе, по достижении его максимального вакуума, механический вакуумметр всегда будет показывать «0». Если требуется визуальное отображение значений остаточного давления, то нужно ставить электронный вакуумметр, например VG-64. Часто к нам приходят клиенты, которые формуют детали под вакуумом (например, детали из композиционных материалов: углепластика, стеклопластика и т.п.), это нужно для того, чтобы во время формовки из связующего вещества (смолы) выходил газ и тем самым улучшались свойства готового продукта, а так же деталь прижималась к форме плёнкой, из-под которой откачивают воздух. Встаёт вопрос: каким вакуумным насосом пользоваться – одноступенчатым или двухступенчатым? Обычно думают, что раз вакуум у двухступенчатого выше, то и детали получаться лучше. Вакуум у одноступенчатого насоса 20 Па, у двухступенчатого 2 Па. Кажется, что раз разница в давлении в 10 раз, то и прижиматься деталь будет гораздо сильнее. Но так ли это на самом деле? 1 атм = 100000 Па = 1 кг/см2. Значит разница в прижиме плёнки при вакууме 20 Па и 2 Па составит 0,00018 кг/см2 (кому не лень – посчитает сам). То есть, практически, разницы никакой не будет, т.к. выигрыш в 0,18 г в силе прижима погоды не сделает. Расчет времени вакуумирования емкости Как рассчитать за какое время вакуумный насос откачает вакуумную камеру? В отличии от жидкостей, газы занимают весь имеющийся объем и если вакуумный насос откачал половину воздуха, находящегося в вакуумной камере, то оставшаяся часть воздуха вновь расширится и займет весь объем. Ниже приведена формула для вычисления этого параметра. t = (V/S)*ln(p1/p2)*F, где t – время (в часах) необходимое для откачки вакуумного объема от давления p1 до давления p2 V – объем откачиваемой емкости, м3 S – быстрота действия вакуумного насоса, м3/час p1 – начальное давление в откачиваемой емкости, мбар p2 – конечное давление в откачиваемой емкости, мбар ln – натуральный логарифм F – поправочный коэффициент, зависит от конечного давления в емкости p2: – p2 от 1000 до 250 мбар F=1 – p2 от 250 до 100 мбар F=1,5 – p2 от 100 до 50 мбар F=1,75 – p2 от 50 до 20 мбар F=2 – p2 от 20 до 5 мбар F=2,5 – p2 от 5 до 1 мбар F=3 В двух словах, это всё. Надеемся, что кому-нибудь эта информация поможет сделать правильный выбор вакуумного оборудования и блеснуть знаниями за кружкой пива… |

Источник