
Сосуды под давлением в металлургии

Требования к технологии изготовления сосудов, работающих под давлением
Контроль изготовления, монтажа, эксплуатации, ремонта и реконструкции опасных технических устройств возложен на Федеральную службу по экологическому, технологическому и атомному надзору России (Ростехнадзор). Имеется несколько групп опасных технических устройств: подъемно-транспортное оборудование (ПТО); металлургическое оборудование (МО); газовое оборудование (ГО); оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств (ОХНВП); нефтегазодобывающее оборудование (НГДО); горнодобывающее оборудование (ГДО); оборудование для транспортировки опасных грузов (ОТОГ).
Сосуды, работающие под давлением, относятся к котельному оборудованию (КО). Требования Ростехнадзора к изготовлению, монтажу и ремонту для этого вида устройств изложены в Правилах устройства и безопасной эксплуатации сосудов, работающих под давлением. С точки зрения производства сварочных работ наиболее полно требования изложены в отраслевом стандарте ОСТ 26291 —94 «Сосуды и аппараты стальные сварные. Общие технические условия».
В соответствии с этими требованиями для сосудов в зависимости от условий эксплуатации (температура, давление, характер среды) регламентированы марки сталей, способы сварки, сварочные материалы. Достаточно подробно сформулированы требования к сборке соединений под сварку, предварительному подогреву и последующей термической обработке. В сосудах при сварке обечаек и труб, приварке днищ разрешено использовать только стыковые соединения с полным проплавлением. Угловые и тавровые соединения (с полным проплавлением) допускается применять при приварке штуцеров, люков и плоских днищ. Таким образом, ремонт сосуда путем наложения заплат недопустим. Нахлесточные соединения можно применять только на опорных элементах и закрепляющих кольцах. Сварные швы следует располагать так, чтобы их можно было проконтролировать визуально и с помощью физических методов неразрушающего контроля (ультразвук, радиография и т. д.).
Все 100 % сварных швов сосудов подлежат визуальному и измерительному контролю. Радиографическому и/или ультразвуковому контролю подлежат от 10 до 100 % швов в зависимости от условий эксплуатации сосуда. С их помощью выявляют внутренние дефекты — поры, трещины, включения, непровары. Недоступные для этих видов контроля швы подвергают цветной и магнитопорошковой дефектоскопии.
Кроме этого, при изготовлении сосудов должны быть выполнены контрольные сварные соединения, воспроизводящие одно из стыковых соединений сосуда, определяющее его прочность. Из этого соединения вырезают образцы для проведения механических испытаний и определения механических свойств. Если сосуд изготавливают из хромомолибденовых сталей (12ХМ, 15Х5М), из аустенитных или аустенитно-ферритных сталей, то надлежит проводить и металлографические исследования. В этих же случаях необходимо провести стилоскопирование шва — определение содержания основных легирующих элементов в сварном шве.
В дополнение к этому на сварных соединениях из хромомолибденовых сталей необходимо провести контроль твердости металла шва и околошовной зоны, а соединения аустенитных и аустенитно-ферритных сталей подвергнуть испытаниям на стойкость против межкристаллитной коррозии и определить содержание ос-фазы.
После изготовления и исправления выявленных дефектов сосуд подвергают гидравлическим испытаниям на прочность и герметичность. Для этого сосуд заполняют контрольной жидкостью (водой, маслом, гидросмесью), предварительно заглушив все отверстия, и выдерживают под давлением, превышающим рабочее, определенное время. В течение заданного времени испытаний в сосуде не должно происходить снижения давления. После испытаний жидкость сливают. Все данные об испытаниях и исправлении дефектов заносят в паспорт сосуда.
Источник
ЗНАЕТЕ ЛИ ВЫ?
Сосудом, работающим под давлением, называют герметически закрытую емкость, предназначенную для ведения химических, тепловых и других технологических процессов, а также для хранения и транспортирования газообразных, жидких и других веществ. Границей сосуда являются входной и выходной штуцера. К числу сосудов, работающих под давлением, относятся котлы, баллоны, цистерны, бочки. Сосуды, работающие под давлением, изготавливают сварными или литыми на предприятиях, имеющих разрешение Госнадзорохрантруда. На заводе на поверхность сосудов наносят паспортные данные. После изготовления все сосуды подлежат испытанию пробным давлением.
При эксплуатации наиболее частыми причинами аварий и взрывов сосудов являются: превышение предельно допустимого давления, нарушение температурного режима, потеря ими механической прочности.
Сосуды, работающие под давлением, из-за возможности взрыва являются оборудованием повышенной опасности, поэтому эксплуатировать их необходимо в соответствии с “Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением”. Эти правила распространяются на: сосуды, работающие под давлением воды с температурой выше 115°С или другой жидкости с температурой, превышающей температуру кипения при давлении 0,07 МПа (без учета гидростатического давления); сосуды, работающие под давлением пара или газа свыше 0,07 МПа; баллоны, предназначенные для транспортирования и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0,07 МПа; цистерны и бочки для транспортирования и хранения сжиженных газов, давление паров которых при температуре до 50°С превышает 0,07 МПа; цистерны и сосуды для транспортирования или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 МПа создается периодически для их опорожнения; барокамеры.
Указанные правила не распространяются на: сосуды и баллоны вместимостью не более 0,025 м3(25 л), для которых произведение давления (р) в МПа на вместимость (V) в м3 не превышает 0,02; сосуды, работающие под вакуумом; приборы парового и водяного отопления; трубчатые печи; части машин, не представляющие собой самостоятельных сосудов, и некоторые другие.
Сосуды, на которые распространяются “Правила устройства и безопасной эксплуатации сосудов, работающих под давлением”, подлежат регистрации и техническому освидетельствованию – осмотру и испытанию пробным давлением. Предусмотрена регистрация некоторых сосудов в органах Госнадзорохрантруда. Регистрации в этих органах не подлежат: сосуды холодильных установок и холодильных блоков в составе технологических установок; бочки для перевозки сжиженных газов, баллоны вместимостью до 100 л включительно, установленные стационарно, а также предназначенные для транспортировки и (или) хранения сжатых, сжиженных и растворенных газов; сосуды для хранения или транспортировки сжиженных газов, жидкостей и сыпучих тел, находящиеся под давлением периодически при их опорожнении; сосуды со сжатым и сжиженным газами, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены, и некоторые другие.
На предприятиях торговли и общественного питания не используются сосуды, подлежащие регистрации в органах Госнадзор-охрантруда. Однако на этих предприятиях имеются или обращаются сосуды (аппараты), на которые распространяются требования “Правил устройства и безопасной эксплуатации сосудов, работающих под давлением”. К таким сосудам относятся аппараты стационарных холодильных установок, автосатураторы, баллоны с различными газами.
Разрешение на ввод в эксплуатацию сосуда, не подлежащего регистрации в органах Госнадзорохрантруда, выдается лицом, назначенным приказом по предприятию для осуществления надзора за техническим состоянием и эксплуатацией сосудов, на основании документации предприятия-изготовителя после проверки представителем организации обслуживания и, при необходимости, технического освидетельствования. Разрешение на ввод сосуда в эксплуатацию записывается в его паспорт. На поверхности сосуда должны быть следующие данные: регистрационный номер, разрешенное рабочее давление, дата (число, месяц и год) следующих осмотра и испытания.
Cосуд или группа сосудов, входящих в установку, включаются в работу на основании письменного распоряжения администрации предприятия. Сосуды, на которые распространяются требования указанных выше правил, периодически в процессе эксплуатации и, при необходимости, досрочно подвергаются техническому освидетельствованию. Объем, методы и периодичность технических освидетельствований сосудов (за исключением баллонов) определены предприятиями-изготовителями, указаны в паспортах и инструкциях по монтажу и безопасной эксплуатации. Техническое освидетельствование сосудов, цистерн, баллонов и бочек может производиться на специальных ремонтно-испытательных пунктах, на предприятиях-изготовителях, на наполнительных станциях, а также на предприятиях владельцев.
На предприятиях должны быть обеспечены содержание сосудов в исправном состоянии и безопасные условия их работы. Приказом по предприятию или объединению предприятий назначаются из числа инженерно-технических работников лицо, ответственное за исправное состояние и безопасное действие сосудов, и лицо, осуществляющее надзор за их техническим состоянием и эксплуатацией. К обслуживанию сосудов, работающих под давлением, допускаются лица, достигшие 18-летнего возраста, прошедшие специальное обучение (в профессионально-техническом училище, учебно-курсовом комбинате), аттестацию в квалификационной комиссии и инструктаж по безопасному обслуживанию сосудов. Проверка знаний персонала, обслуживающего сосуды, проводится не реже одного раза в год.
Инструкции по режиму работы и безопасной эксплуатации сосудов должны быть вывешены на рабочих местах и выданы под расписку обслуживающему персоналу.
При нарушениях режимов работы и появлении неисправностей эксплуатация сосудов должна быть прекращена.
Для управления работой и обеспечения безопасной эксплуатации сосуды оборудуют приборами для измерения давления и температуры, предохранительными устройствами, запорной арматурой и, при необходимости, указателями уровня жидкости.
На сосудах для измерения давления устанавливают манометры, проверка которых с опломбированием или клеймением производится не реже одного раза в год. Не реже одного раза в 6 месяцев на предприятии проверяют показания рабочих манометров по контрольному; результаты проверки записывают в журнал. Манометр должен иметь красную черту по делению, соответствующему разрешенному рабочему давлению в сосуде.
Предохранительные клапаны бывают пружинного и рычажно-грузового действия. Предохранительные клапаны должны соответствовать требованиям ГОСТ 12.2.085-82.”ССБТ. Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности”. Давление настройки предохранительных клапанов должно быть равно рабочему давлению в сосуде или превышать его, но не более чем на 25% . Рабочую среду, выходящую из предохранительного клапана, следует отводить в безопасное место. Предохранительные клапаны проверяют не реже одного раза в 6 месяцев или одного раза в год в зависимости от вида сосуда, на котором они установлены. При проведении периодических проверок предохранительный клапан после испытания и тарировки должен пломбироваться.
Вместо предохранительных клапанов могут быть использованы предохранительные пластины, разрывающиеся при давлении в сосуде, превышающем рабочее не более чем на 25% .
Сосуд, работающий под давлением, меньшим давления питающего его источника, должен быть оборудован автоматическим редуцирующим устройством для понижения давления газа. Камера низкого давления редуктора должна иметь манометр и пружинный предохранительный клапан, отрегулированный на соответствующее разрешенное давление в емкости, в которую перепускается газ. Такие устройства-редукторы имеются, например, в автосатураторах.
Запорную арматуру устанавливают на трубопроводах, по которым к сосуду подводятся или от него отводятся жидкости, пары или газы. Установка запорной арматуры между сосудом и предохранительным клапаном не допускается. Нельзя устанавливать запорные приспособления на трубах, отводящих газ или пар от предохранительных устройств.
Между сосудом с чрезвычайно опасным или высокоопасным веществом, а также с пожаро- или взрывоопасной средой и насосом (компрессором) устанавливают обратный клапан, автоматически закрывающийся под действием давления из сосуда.
При необходимости контроля уровня жидкости в сосудах, имеющих границу раздела сред, применяются указатели уровня. Кроме указателей уровня, на сосудах могут быть установлены звуковые, световые и другие сигнализаторы и блокировки по уровню.
Эксплуатацию паровых и водогрейных котлов регламентируют “Правила устройства и безопасной эксплуатации паровых и водогрейных котлов”.
Паровые котлы с рабочим давлением до 0,07 МПа должны соответствовать требованием ГОСТ 12.2.096-83. “ССБТ. Котлы паровые с рабочим давлением до 0,07 МПа. Требования безопасности”.
§ 2. Дополнительные требования к баллонам,
Источник
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
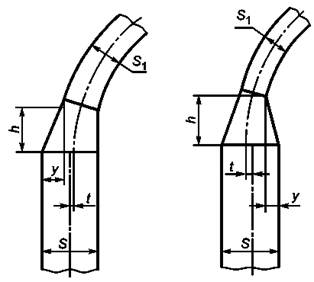
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
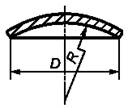
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
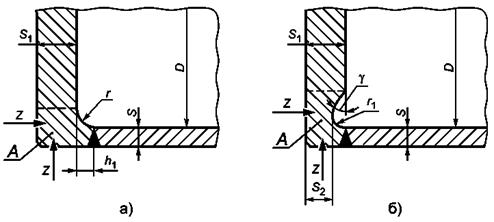
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
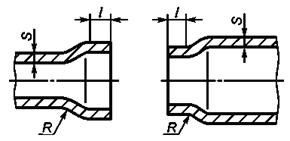
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник