
Сосуды под налив работающие без давления

Версия для печати
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям технических регламентов, номер и дата регистрации или выдачи и срок действия)
Заводской номер
1. Общие данные
Наименование и адрес владельца сосуда
Наименование и адрес предприятия-изготовителя
Год изготовления
Наименование и назначение сосуда
2. Характеристика сосуда
| Характеристика | Наименование рабочего пространства | |||
| Корпус | Рубашка | Трубное пространство | ||
| Рабочее или номинальное давление, МПа | ||||
| Рабочая температура, ºС | ||||
| Расчетное давление, МПа | ||||
| Расчетная температура стенки, ºС | ||||
| Пробное давление, МПа | гидравлическое | |||
| пневматическое | ||||
| Испытательная среда | ||||
| Температура испытательной среды, ºС | ||||
| Внутренний диаметр, мм | ||||
| Длина (высота), мм | ||||
| Наименование рабочей среды | ||||
| Вместимость, м3 | ||||
| Масса пустого сосуда, кг | ||||
| Группа сосуда по таблице 1 ГОСТ 34347 | ||||
| Назначенный или расчетный срок службы сосуда, лет | ||||
| Прибавка для компенсации коррозии (эрозии) за назначенный или расчетный срок службы. мм | ||||
| Перемешивающее устройство | Число оборотов | |||
| Мощность двигателя | ||||
| 3 Материал основных частей | ||||
| Наименование детали (обечайка, днище, патрубки, фланцы, крепеж и др.) | Материал, стандарт или технические условия* | |||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 4 Комплектующие изделия (основные) | ||||
| Наименование и характеристика | Стандарт или технические условия* | Предприятие-изготовитель | ||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 5 Сведения по испытаниям на предприятии-изготовителе | ||||
| 6 Отклонение от чертежа при изготовлении | ||||
| 7 Перечень прилагаемой технической документации | ||||
| Наименование документа | Обозначение | Заводской номер | Количество экземпляров | |
| 8 Удостоверение о качестве | ||||
Руководитель предприятия
(главный инженер) __________________ __________________________________
подпись расшифровка подписи
м.п.
Начальник ОТК __________________ __________________________
подпись расшифровка подписи
<<___>> ___________________________ г.
дата
Приложения:
- чертежи сосуда с указанием основных размеров:
- расчет на прочность сосуда:
- руководство по эксплуатации (включая регламент проведения в зимнее время пуска (остановки) сосуда).
< назад / к содержанию / вперед >
Источник
Версия для печати
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям технических регламентов, номер и дата регистрации или выдачи и срок действия)
Заводской номер
1. Общие данные
Наименование и адрес владельца сосуда
Наименование и адрес предприятия-изготовителя
Год изготовления
Наименование и назначение сосуда
2. Характеристика сосуда
| Характеристика | Наименование рабочего пространства | |||
| Корпус | Рубашка | Трубное пространство | ||
| Рабочее или номинальное давление, МПа | ||||
| Рабочая температура, ºС | ||||
| Расчетное давление, МПа | ||||
| Расчетная температура стенки, ºС | ||||
| Пробное давление, МПа | гидравлическое | |||
| пневматическое | ||||
| Испытательная среда | ||||
| Температура испытательной среды, ºС | ||||
| Внутренний диаметр, мм | ||||
| Длина (высота), мм | ||||
| Наименование рабочей среды | ||||
| Вместимость, м3 | ||||
| Масса пустого сосуда, кг | ||||
| Группа сосуда по таблице 1 ГОСТ 34347 | ||||
| Назначенный или расчетный срок службы сосуда, лет | ||||
| Прибавка для компенсации коррозии (эрозии) за назначенный или расчетный срок службы. мм | ||||
| Перемешивающее устройство | Число оборотов | |||
| Мощность двигателя | ||||
| 3 Материал основных частей | ||||
| Наименование детали (обечайка, днище, патрубки, фланцы, крепеж и др.) | Материал, стандарт или технические условия* | |||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 4 Комплектующие изделия (основные) | ||||
| Наименование и характеристика | Стандарт или технические условия* | Предприятие-изготовитель | ||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 5 Сведения по испытаниям на предприятии-изготовителе | ||||
| 6 Отклонение от чертежа при изготовлении | ||||
| 7 Перечень прилагаемой технической документации | ||||
| Наименование документа | Обозначение | Заводской номер | Количество экземпляров | |
| 8 Удостоверение о качестве | ||||
Руководитель предприятия
(главный инженер) __________________ __________________________________
подпись расшифровка подписи
м.п.
Начальник ОТК __________________ __________________________
подпись расшифровка подписи
<<___>> ___________________________ г.
дата
Приложения:
- чертежи сосуда с указанием основных размеров:
- расчет на прочность сосуда:
- руководство по эксплуатации (включая регламент проведения в зимнее время пуска (остановки) сосуда).
< назад / к содержанию / вперед >
Источник
- Главная
- НТД
- ГОСТ 34347-2017
Версия для печати
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям технических регламентов, номер и дата регистрации или выдачи и срок действия)
Заводской номер
1. Общие данные
Наименование и адрес владельца сосуда
Наименование и адрес предприятия-изготовителя
Год изготовления
Наименование и назначение сосуда
2. Характеристика сосуда
| Характеристика | Наименование рабочего пространства | |||
| Корпус | Рубашка | Трубное пространство | ||
| Рабочее или номинальное давление, МПа | ||||
| Рабочая температура, ºС | ||||
| Расчетное давление, МПа | ||||
| Расчетная температура стенки, ºС | ||||
| Пробное давление, МПа | гидравлическое | |||
| пневматическое | ||||
| Испытательная среда | ||||
| Температура испытательной среды, ºС | ||||
| Внутренний диаметр, мм | ||||
| Длина (высота), мм | ||||
| Наименование рабочей среды | ||||
| Вместимость, м3 | ||||
| Масса пустого сосуда, кг | ||||
| Группа сосуда по таблице 1 ГОСТ 34347 | ||||
| Назначенный или расчетный срок службы сосуда, лет | ||||
| Прибавка для компенсации коррозии (эрозии) за назначенный или расчетный срок службы. мм | ||||
| Перемешивающее устройство | Число оборотов | |||
| Мощность двигателя | ||||
| 3 Материал основных частей | ||||
| Наименование детали (обечайка, днище, патрубки, фланцы, крепеж и др.) | Материал, стандарт или технические условия* | |||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 4 Комплектующие изделия (основные) | ||||
| Наименование и характеристика | Стандарт или технические условия* | Предприятие-изготовитель | ||
| * Действуют только в Российской Федерации и государствах, упомянутых в предисловии как проголосовавшие за принятие межгосударственного стандарта. | ||||
| 5 Сведения по испытаниям на предприятии-изготовителе | ||||
| 6 Отклонение от чертежа при изготовлении | ||||
| 7 Перечень прилагаемой технической документации | ||||
| Наименование документа | Обозначение | Заводской номер | Количество экземпляров | |
| 8 Удостоверение о качестве | ||||
Руководитель предприятия
(главный инженер) __________________ __________________________________
подпись расшифровка подписи
м.п.
Начальник ОТК __________________ __________________________
подпись расшифровка подписи
<<___>> ___________________________ г.
дата
Приложения:
- чертежи сосуда с указанием основных размеров:
- расчет на прочность сосуда:
- руководство по эксплуатации (включая регламент проведения в зимнее время пуска (остановки) сосуда).
< назад / к содержанию / вперед >
Источник
Версия для печати
9.1 Комплектность
9.1.1 В комплект сосуда должны входить:
– сосуд в собранном виде или отдельно транспортируемые части с ответными фланцами, рабочими прокладками и крепежными деталями, не требующими замены при монтаже;
– запасные части (согласно указаниям в технической документации);
– фундаментные болты для крепления сосуда в проектном положении (по указанию в технической документации).
Примечание – Детали и сборочные единицы, которые при отправке в сборе с сосудом могут быть повреждены, допускается снимать и отправлять в отдельной упаковке. Тип и вид тары и упаковки этих деталей и сборочных единиц, а также покупных деталей должны соответствовать требованиям технических условий на конкретный сосуд.
9.1.2 Сосуд в собранном виде следует поставлять с внутренним защитным покрытием согласно требованиям технической документации.
Торкретирование, футеровку штучными материалами, теплоизоляцию осуществляет заказчик на монтажной площадке. Материалы для торкретирования, футеровки штучными материалами, теплоизоляции, а также неметаллические (керамические и др.) элементы для защиты внутренней футеровки в поставку предприятия-изготовителя, как правило, не входят. Металлические элементы для защиты внутренней футеровки, предусмотренные технической документацией, должно поставлять предприятие-изготовитель.
9.1.3 Транспортируемые части негабаритных сосудов следует поставлять с приваренными приспособлениями для сборки монтажного соединения под сварку.
После использования допускается приспособления срезать. Удалять их следует на расстоянии не менее 20 мм от стенок корпуса методами, не повреждающими стенки.
9.1.4 В поставку негабаритных сосудов, свариваемых на монтажной площадке из транспортируемых частей, должны, как правило, входить сварочные материалы и пластины металла для проведения контрольных испытаний сварных швов. При этом сварочные материалы и пластины должны отвечать требованиям разделов 5 и 8.
9.1.5 Сосуды в собранном виде или транспортируемые части негабаритных сосудов следует поставлять с приваренными деталями для крепления изоляции, футеровки, обслуживающих площадок, металлоконструкций и др., предусмотренными техническим проектом. Приварные детали для крепления изоляции – по ГОСТ 17314. Тип приварной детали выбирает предприятие-изготовитель.
9.1.6 В поставку тяжеловесного или негабаритного сосуда должны входить специальные траверсы, опорные устройства (цапфы), тележки или салазки для опоры нижней части сосуда, монтажные хомуты, съемные грузозахватные устройства, специальные строповые устройства, приспособления для выверки и устройства для перевода сосуда из горизонтального положения в вертикальное, если они предусмотрены в технической документации.
9.1.7 Изготовленные из труб детали (змеевики, секции, коллекторы, трубные пучки и др.), если они составляют части негабаритных сосудов или заказываются отдельно от сосудов, следует поставлять собранными на прокладках, предусмотренных технической документацией.
9.1.8 В комплект сосудов с механизмами и внутренними устройствами (реакторы, кристаллизаторы, емкости с погружными насосами и др.) должны входить электродвигатели, редукторы, насосы и др., предусмотренные технической документацией.
9.1.9 В комплект запасных частей должен входить комплект рабочих прокладок для фланцев. Если по условиям эксплуатации сосуда требуется большее количество запасных прокладок в течение предусмотренного срока службы, то поставка их осуществляется согласно требованиям технических условий на сосуд.
9.2 Документация
9.2.1 К сосудам следует прилагать паспорт и приложения согласно требованиям НД. Форма паспортов сосудов, работающих под давлением свыше 0,07 МПа или под вакуумом, – согласно ПБ 03-576-03 [2], а для сосудов, работающих под давлением не выше 0,07 МПа или без давления (под налив), – в соответствии с приложением С, включая:
– инструкцию по монтажу;
– руководство по эксплуатации, включая регламент пуска и остановки;
– ведомость запасных частей;
– чертежи быстроизнашивающихся деталей (по требованию заказчика);
– акт о проведении контрольной сборки или контрольной проверки размеров, схему монтажной маркировки, сборочные чертежи в трех экземплярах (для сосудов, транспортируемых частями);
– техническую и сопроводительную документацию на комплектующие изделия (электродвигатели, редукторы, насосы и др.).
9.2.2 Сопроводительная документация на сосуды для экспорта должна соответствовать ГОСТ 2.601, ГОСТ Р 2.901, положению о порядке составления, оформления и рассылки технической и товаросопроводительной документации на товары, поставляемые для экспорта.
9.2.3 На чертеже, поставляемом с паспортом сосуда, предприятие-изготовитель должно указывать перечень транспортных блоков (частей) при поставке изделий блоками.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
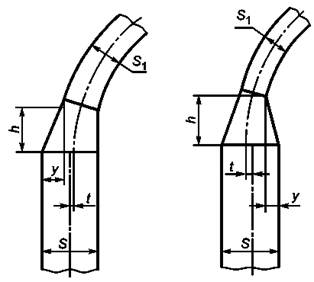
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
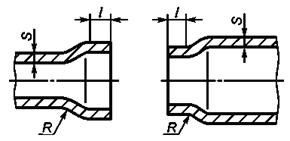
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник