
Сварка кольцевых швов сосудов

Чтобы сделать качественную сварку металлических деталей, потребуется качественное оборудование и хороший навык у того, кто им управляет. Но иногда ручная работа должна выходить за рамки базовых навыков и требует особого оборудования, к примеру, при сварке кольцевых швов. О том, как они правильно делаются и что для этого нужно — далее в материале.
Технология и способы сварки
Для неровных заготовок существует несколько способов сварки. Выбор правильного метода будет зависеть от того, какого размера участок нужно сварить, какая форма шва должна получиться.
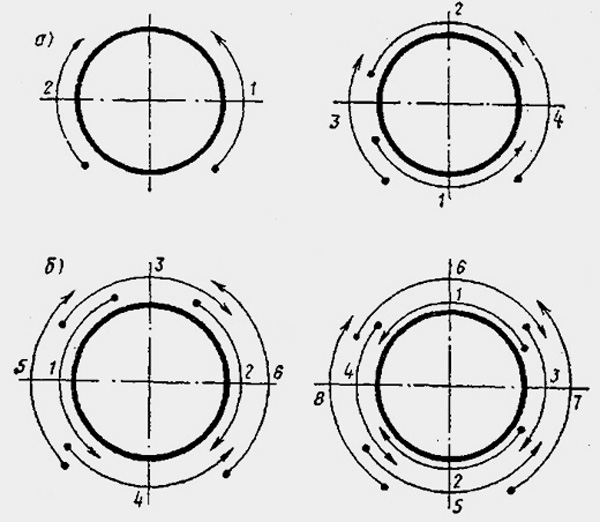
Чтобы сварить трубы с диаметром более 30 см потребуется кольцевой обратноступенчатый способ. Здесь каждый небольшой участок сваривается по часовой стрелке, но появляться эти сварные участки будут в обратном порядке, против часовой стрелки. То есть в начале первого участка будет заканчиваться второй и т. д.
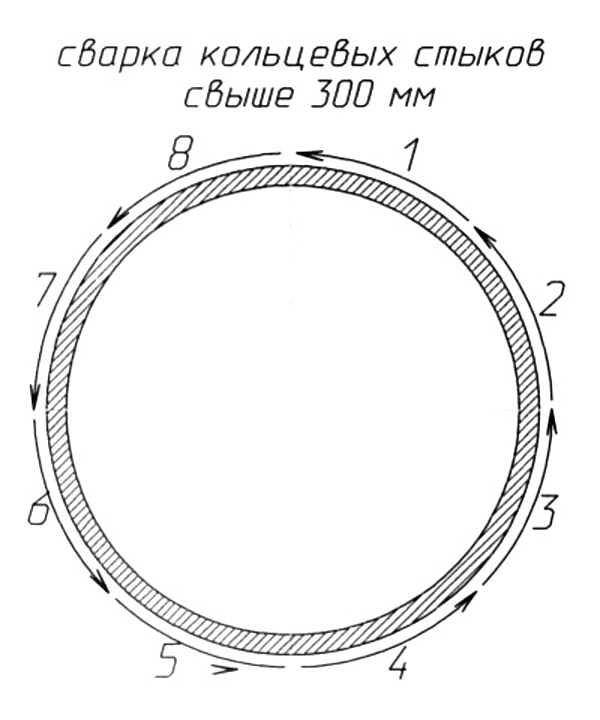
Обратноступенчатый способ сварки кольцевых швов более 300 мм
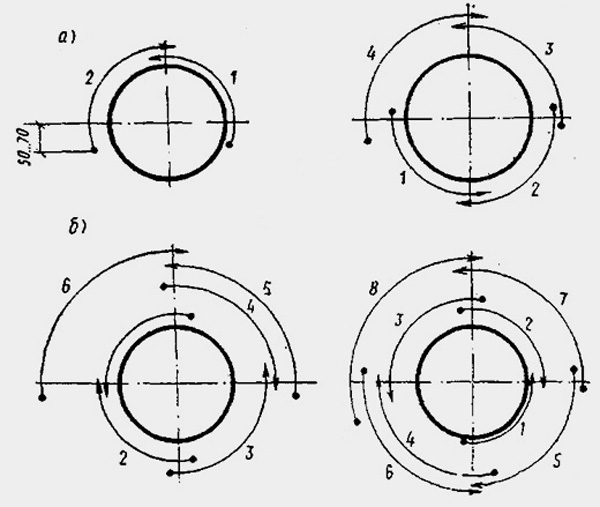
Более практичной, чем обратноступенчатая кольцевая сварка, будет многослойная. Принцип здесь заключается в том, что концы и начала смежных слоев перекрывают друг друга. И при каждом последующем наложении шва, направление сварки должно меняться на противоположное. Величина каждого сварного участка на кольцевой детали здесь не превышает 25 мм.
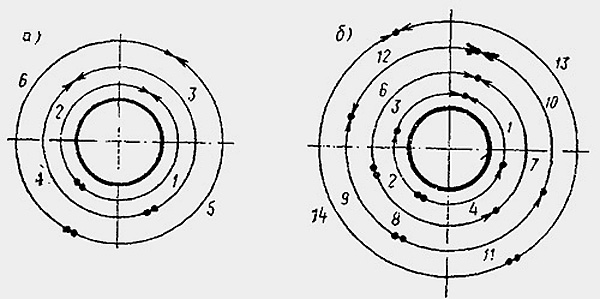
Многослойная сварка кольцевых швов
Есть и способ кольцевой сварки крест накрест. Обычно он применяется для труб, диаметр которых более 1000 мм. Здесь сварочные швы делятся на отдельные участки, обычно четыре и больше. Каждый участок делится еще на два. Так получается не менее восьми точек, в которых нужно сваривать деталь. Они нумеруются не по порядку, а крест-накрест. И чтобы эффект был максимальным, работать здесь лучше двум сварщикам сразу.
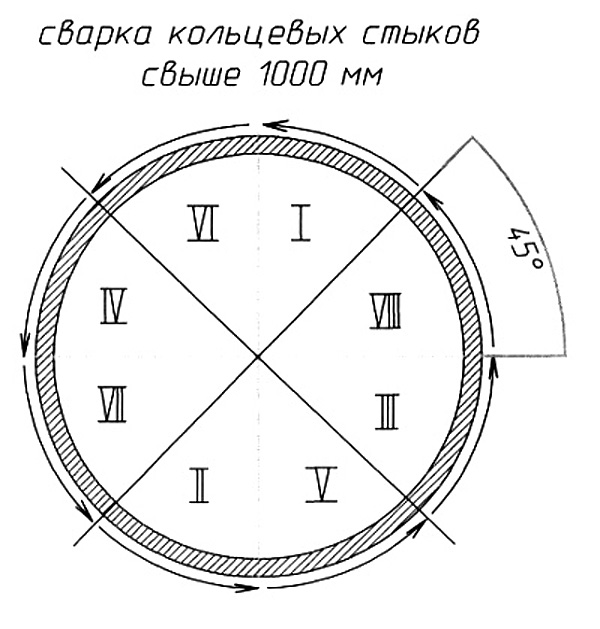
Сварка крест накрест кольцевых швов более 1000 мм
Помимо правильного метода потребуется выбрать еще и подходящий электрод. К примеру, когда применяются газозащитные электроды, шов должен делаться против часовой стрелки, без колебаний. Для этого одним электродом придется опираться на саму деталь, которая сваривается.
Не забывайте и о величине сварочного тока, так как он должен меняться в зависимости от диаметра электрода. Если диаметр 3,25 мм, то ток должен быть не меньше 100–110 А. А вот 4 мм уже потребуют 120–160 А для варки кольцевых и иных швов в нижнем или полувертикальном положении, а 100–140 А для остальных положений.
Сваривание под углом 90°
Скорость кольцевого сваривания тоже важна для качества конечного шва, в среднем она составляет 15–20 м/ч. Угол наклона электрода тоже может меняться, но только в пределах 40–90° с учетом технологического окна для наблюдения. А вот смещение стыков обычно происходит на 90 или 180°, это помогает снизить остаточное напряжение.
Сваривание под углом 180°
Оборудование для сварки кольцевых швов
Для того чтобы повысить качество сварки и снизить количество брака, а также исключить человеческий фактор, были созданы установки для сварки кольцевых швов. Типовая конструкция любой установки включает в себя:
- Механизм, вращающий горелку относительно деталей, которые предполагается соединить.
- Вращатель с задней бабкой.
- Прижимная бабка, с помощью которой деталь и держится в установке.
- Источник питания с горелкой.
- Пульт управления.
- Защита от брызг и излучения.
- Таймер.
- Автоотключение, включенное в систему автоматики. В нее иногда включают функции центровки свариваемых деталей, зачистки швов и т. д.
- Рама.
- Несколько роликовых опор.
- Система наблюдения за качеством сварки.
Конечные комплектация и технические характеристики будут зависеть от того, какие конкретно задачи будет выполнять установка. К примеру, если производства большие, то установки могут иметь сразу несколько рабочих станций, чтобы сократить время обработки изделий.
Например, есть свои установки для сварки газовых баллонов, расширительных баков, ресиверов, пищевых емкостей, карданных валов, водонагревателей и т. д. Поэтому чаще всего такие сварочные аппараты используют в области приборостроения, пищевой промышленности, резервуаростроении, а также при строительстве, к примеру, электростанций.
Есть и универсальная техника, которая работает в автоматическом режиме и умеет работать как с продольными, так и кольцевыми швами. Сварочный источник может быть любой, даже плазменный.
Заключение
Автоматическая сварка кольцевых швов — удобная процедура, позволяющая упростить действительно сложный процесс. Благодаря различным установкам, пользоваться сваркой можно даже при соединении таких деталей, с которыми человеку сложно работать вручную. Довести качество своих навыков до идеала может каждый, при должной практике, но мастерства машинной обработки не достичь. Причем именно машинная обработка позволяет не только сделать сварку качественнее, но и сократить время ее создания. Поэтому специалистам остается лишь правильная настройка техники.
Источник
Технология и оборудование для сварки газовых баллонов.
ОБЩАЯ ИНФОРМАЦИЯ:
Размеры баллона:
- (1).Материал: Сталь A36
- (2).Толщина: 2,2 мм.
- (3).Габариты:
- Обечайка OD Ø302×440 ± 2
- Фитинг OD Ø45×30
- Ручка OD Ø175×130 ± 2
- Основа OD Ø233×56 ± 2
- Общая высота баллона: 580 ± 5
- (4).Производство: 20000 шт./месяц | 12 часов / 1 смена

Процесс сборки баллона:
Сварочный процесс и оборудование:
В зависимости от производства, процесс сварки может отличаться.
1. Верхний полуовал + фитинг: сварка под флюсом
Установка для сварки кольцевых швов CW-350R

2. Верхний полуовал + ручка: MIG/MAG
Установка для сварки кольцевых швов с контролем цикличной сварки: CW-350R
Если производителю необходимо более бюджетное решение, он может выбрать сварочный позиционер и производить сварку вручную.

3. Нижний полуовал + основа: MIG/MAG
Установка для сварки кольцевых швов с контролем цикличной сварки: CW-350R
Если производителю необходимо более бюджетное решение, он может выбрать сварочный позиционер и производить сварку вручную.
4. Продольная сварка шва обечайки: Сварка под флюсом или MIG/MAG
Установка для сварки продольных швов LS-06

5. Сборка (кольцевая сварка) баллона: сварка под флюсом или MIG/MAG
Установка для сварки кольцевых швов
(эффективная длина зависит от длины баллона): CW-5xx или CW-10xx




Объем производства и производительность оборудования:
Время работы: 12 часов/1 смена.
Требование: 20000 шт/месяц = 1000 шт/день
1. Верхний полуовал + фитинг: сварка под флюсом Сварочная длина = Ø45 x π =142 мм.
- Длина перекрытия = 5 мм
- Общая сварочная длина = 147 мм
Время цикла и общая производительность:
A-1. При использовании сварки под флюсом:
- Скорость сварки = 350 мм/мин
- Время сварки = 25 секунд
- Время на загрузку/выгрузку = 15 секунд
- Время цикла = 40 секунд
- Производительность = (60/40) х 60 мин х 12 часов =1080 шт/смена
– 1080 шт х 0,8 (человеческий фактор) = 864 шт/смена
– 864 х 20 рабочих дней = 17280 шт/месяц
A-2. При использовании MIG/MAG сварки:
- Скорость сварки = 450 мм/мин
- Время сварки = 19,5 секунд
- Время на загрузку/выгрузку = 15 секунд
- Время цикла = 34,5 секунд
- Производительность = (60/34,5) х 60 мин х 12 часов =1250 шт/смена
– 1250 шт х 0,8 (человеческий фактор) = 1000 шт/смена
– 1000 х 20 рабочих дней = 20000 шт/месяц
Установка для сварки кольцевых швов с контролем цикличной сварки: CW-350R
2. Верхний полуовал + ручка: MIG/MAG сварка
- Длина = 60 х 4 =160 мм (кольцевая сварка)
- Общая длина вращения = 600 мм
Время цикла и общая производительность:
При использовании MIG/MAG сварки
- Скорость сварки = 650 мм/мин
- Время сварки = 55 секунд
- Время на загрузку/выгрузку = 15 секунд
- Время цикла = 70 секунд
- Производительность = (60/70) х 60 мин х 8 часов = 410 шт/смена
– 410 шт х 0,8 (человеческий фактор) = 328 шт/смена
– 328 х 25 рабочих дней = 8200 шт/месяц
Установка для сварки кольцевых швов с контролем цикличной сварки: CW-350R
3. Нижний полуовал + основа: MIG/MAG сварка
- Длина сварки = 60 x 6 = 360 мм (цикличная сварка)
- Общая длина вращения = 942 мм

Время цикла и общая производительность:
При использовании MIG/MAG сварки
- Скорость сварки = 650 мм/мин
- Время сварки = 87 секунд
- Время на загрузку/выгрузку = 15 секунд
- Время цикла = 102 секунды
- Производительность = (60/102) х 60 мин х 8 часов = 280 шт/смена
– 280 шт х 0,8 (человеческий фактор) = 224 шт/смена
– 224 х 20 рабочих дней = 4480 шт/месяц
Установка для сварки кольцевых швов с контролем цикличной сварки: CW-350R
4. Сварка обечайки: MIG/MAG сварка
- Длина сварки = 440 мм (продольная сварка)

Время цикла и общая производительность:
При использовании MIG/MAG сварки
- Скорость сварки = 450 мм/мин
- Время сварки = 59 секунд
- Время на загрузку/выгрузку = 25 секунд
- Время цикла = 84 секунды
- Производительность = (60/84) х 60 мин х 12 часов= 510 шт/смена
– 510 шт х 0,8 (человеческий фактор) = 408 шт/смена
– 408 х 20 рабочих дней = 8160 шт/месяц
Установка для сварки продольных швов LS-06
5. Сборка (кольцевая сварка) баллона: сварка MIG/MAG
- Сварочная длина = Ø306 х π = 965 мм
- Длина перекрытия = 7 мм
- Общая сварочная длина = 972 мм
1. Время цикла и производительность
При использовании MIG/MAG сварки
- Скорость сварки = 450 мм/мин
- Время сварки = 127,5 секунд
- Время на загрузку/выгрузку = 20 секунд
- Время цикла = 147,5 секунд
- Производительность = (60/147,5) х 60 мин х 12 часов = 290 шт/смена
– 290 шт х 0,8 (человеческий фактор) = 232 шт/смена
– 232 х 20 рабочих дней = 4640 шт/месяц
2. Установка для сварки кольцевых швов CW-512 – эффективная длина 1200 мм
За более подробной информацией обращайтесь к менеджерам компании ООО «Элмид-техно».
Источник
Сваривание неровных поверхностей проводится несколькими способами. Все они предопределяются исходя из того, какой размер свариваемого участка, какая форма предмета, над которым проводится сварка.
Рис. 1 Сваривание кольцевых стыков более 300 мм
Например, сваривание кольцевых стыков, то есть, грубо говоря, сваривание труб, диаметр которых превышает 300 мм, проводиться с помощью обратно-ступенчатого способа (см. рис. 1).
Суть многослойной же сварки, которая также используется при сварке кольцевых швов, заключается в перекрытии начала и конца смежных слоев, величина которых должна составлять порядка 20-25 мм. Также, после наложения каждого такого последующего слоя, необходимо изменять направление сварочного шва на противоположное. Таким образом, многослойная сварка в этом плане более практична и надежная, нежели обратно-ступенчатая.
Трубы, диаметр которых превышает 1000 мм, рекомендуется сваривать с некоторыми особенностями. В частности, необходимо разбить сварочные швы на несколько участков. То есть, для сваривания трубы такого диаметра, заготовка условно делиться на 4 части, в каждой из которых образовывается еще по два участка для сваривания. В итоге, получается 8 равнозначных точек сваривания, которые нумеруются методом «крест-накрест». Кроме того, выполнять сварку целесообразнее и лучше двумя сварщиками в одно время.
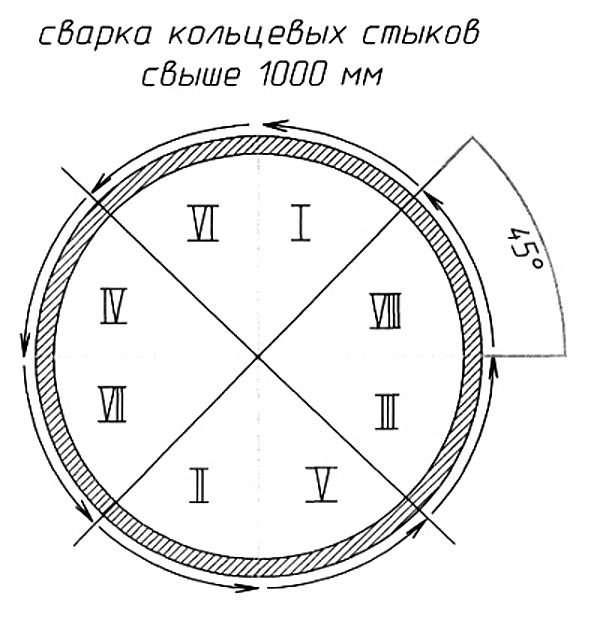
Рис. 2 Сваривание кольцевых швов свыше 1000 мм
При сваривании кольцевых швов также можно воспользоваться различными электродами. Например, используя газозащитные электроды, сварка швов должна выполняться по направлению сверху вниз, не осуществляя каких либо колебательных движений. В этом случае необходимо опираться одним концом электрода о кромку свариваемых труб. Также следует знать, что сварка выполняется при помощи постоянного тока обратной или прямой полярности. При этом, используется напряжение холостого хода, которое должно быть не менее 75 В. Следует учесть и величину сварочного тока, которая должна отличаться в зависимости от диаметра электрода. Так, с диаметром электрода 3,25 мм необходимо чтобы сварочный ток был в пределах 100-110 А. Сваривая, кольцевые швы электродами, диаметр которых 4 мм, величина тока должна составлять 120-160 А при условии, что сварка выполняется в нижем или же полувертикальном положении. В остальных положениях, величина тока должна колебаться в пределах 100-140 А.
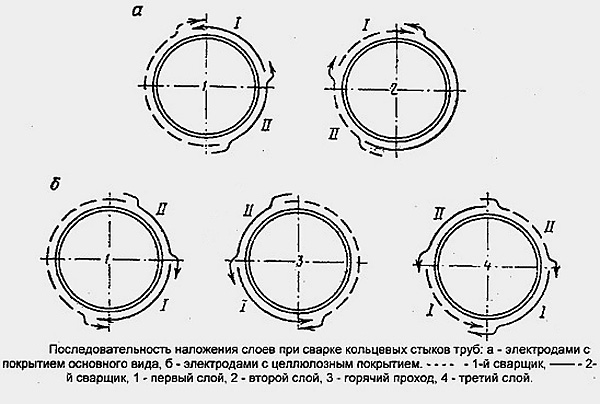
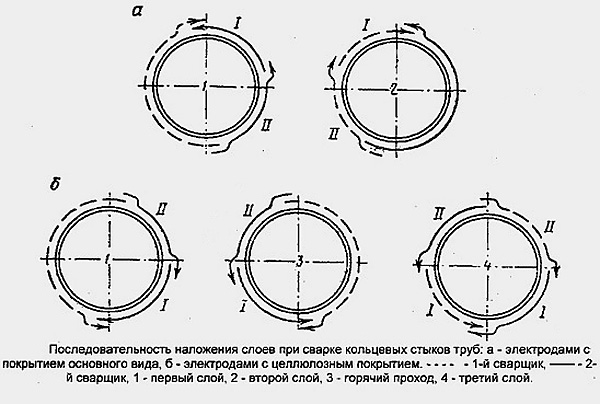
Рис. 3 Наложение слоев при сварке
Кроме всего прочего, необходимо придерживаться и определенной скорости сваривания. В среднем, эта скорость должна быть равна 15-22 м/ч. Таким образом, выдерживается невысокая скорость и отличное качество сваривания. Помимо скорости, необходимо соблюдать правильный угол наклона электрода. В целом, этот угол может изменяться в пределах 40-90°, при котором он сохраняет за собой небольшое технологическое окно, сквозь которое можно наблюдать за оплавлением кромок заготовок.
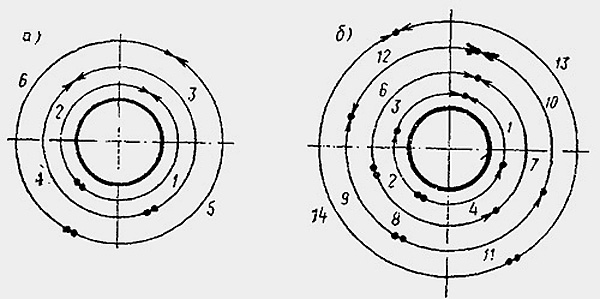
Рис.4 Порядок выполнения многослойного шва
Дабы снизить уровень остаточного напряжения в сварном соединении, необходимо разбить периметр неповоротного стыка на несколько симметричных участков, после чего можно будет выполнять многослойную сварку или любую другую из предложенных. Сваривание труб небольшого диаметра (как правило, до 540 мм) как правило, выполняется при помощи поворотов и смещения стыков на 90 или же 180°. Так, труба разбивается на 4 участка, после чего заваривается лишь два, труба переворачивается на 90°, и завариваются оставшиеся два участка. В других случаях, поворот происходит на 180°, но труба разбивается уже на 8 равнозначных участков.
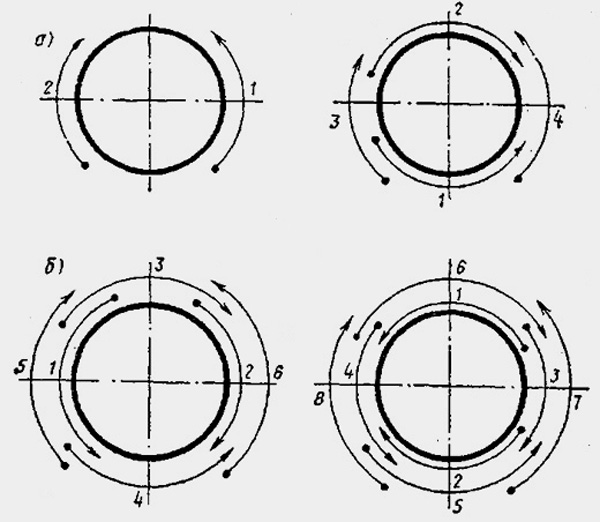
Рис. 5 Сваривание под углом 90°
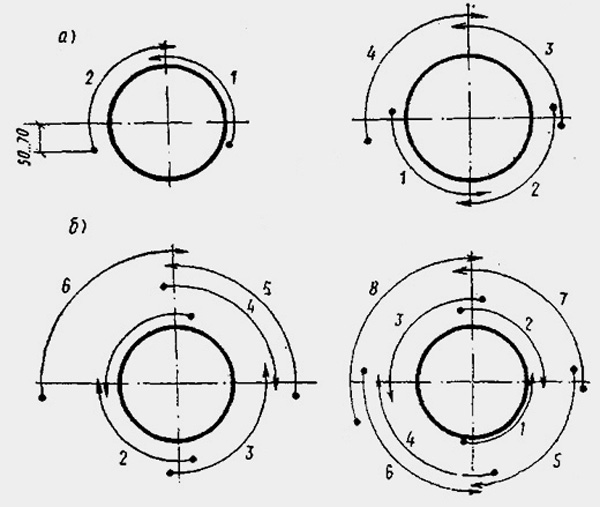
Рис. 6 Сваривание под углом 180°
Таким образом, сварка кольцевых швов и трубопровода выполняется различными методами, суть которых заключается в обеспечении надежного, качественного сварного соединения, без выполнения оплошностей или брака.
Источник
Сварка одного или нескольких кольцевых швов обычно используется на таких деталях как: валы, баллоны, баки, ресиверы, различные виды емкостей и т.д.
Установки для сварки кольцевых швов обычно имеют конструкцию, схожую по принципу с конструкцией токарного станка: с левой части машины расположена приводная бабка, которая приводит свариваемую деталь во вращение, с правой части – прижимная бабка, которая обеспечивает фиксацию детали. Между ними располагается суппорт, который служит для облегчения загрузки/выгрузки свариваемых деталей.
В зависимости от поставленных задач возможно исполнение для разных способов сварки: MAG/MIG, TIG, SAW, плазменной. В установках для сварки кольцевых швов также возможна автоматизация операций загрузки, выгрузки, центровки свариваемых деталей, зачистки швов перед сваркой.
Для предприятий с большими объемами производства, установки для сварки кольцевых швов могут иметь конструкцию с несколькими рабочими станциями, что позволяет выполнять сварку кольцевых швов на двух изделиях одновременно. За счет такого решения машина имеет вдвое большую производительность по сравнению с установкой для сварки кольцевых стандартной конструкции.

Автоматическая установка для сварки и проверки герметичности расширительных баков

Установка с 4 рабочими станциями для сварки газовых баллонов

Сварка газовых баллонов

Установка для кольцевой сварки с двумя рабочими станциями

Установка для кольцевой сварки с двумя рабочими станциями

Установка для автоматической сварки пищевых ёмкостей

Установка для автоматической сварки кольцевых швов

Установка для сварки под флюсом кольцевых швов ресиверов

Установка для кольцевой сварки карданных валов

Установка для кольцевой сварки и наплавки валов

Установка для автоматической сборки и сварки баков водонагревателей

Установка для автоматической сборки и сварки баков водонагревателей
Источник
ç£Úâ?¿MµÇjsP5Ö
vµ£Ç¾ÃBR=B
-6°óoåðBÕ8jó£ØºÜÔ¥!Ÿ5)þ.·Woó¿ñôZ$ö%þ[ïÆÞñx±g³×êÍæ¹Ï?xå7írǶ£Øeâó§C
1l{)Î-Jʦ#
)¦²pc?¦X§8m1ÝÁ¤Õõµ¹[?Ö_çn}×¹[
qî6Ô¦8w[^äqÀ¦Gü!D¢))NçÞöÔ¥l:¸Ôc±[j)S´é.2BÛÜ-NÒt$ÄØ-Ì´þ:wó2¿&s·!ÎÝÊt©é!¶ù2w«2Aænµ,es·:æ3èÜÙT¦s·6Ðgh©Lçn=”Ĺ[ïË»çn£¯¯Ånvèúkb]_ÝÂÈót°ø|8z§:ÅØíî¨3~B^âñ !ÎPr À|*’±Íg°¹Û|Ôçn>]cÆ]cîfs·2æ×|îVmþÕçnu:×ÌÐ5+O±Ìgð¹[Îå>wë:Áçn½-es·1]Ã}î6ÊR6wË5B
’Leñ¯kDÔXtî6Ý>7õÎ|äËíg*ßs¬¿Î§e}MqÌ-“Ú,N`Ý¥ãÁænó!ÎÝf¾ôMâDl>N»6P»UzëÜmr+ÊZ0wkkã:wkëøêܯãks·¾¯ÍÝÆ:¾6wëøbÈ0ËÏâW
¸·ÍD},?ù½Èò³pí
Ièò³æ.?©¢èr®Éú«Nq¹}»Í°qî6}Å}½æqî+¦8w«Ç|²KJ]!=sI©m>ÃÌ%eet¹$âfßÌ%¥¯-f.)÷s¹¤ôo3±¬9sIË3ÄfKCâ:êõ:¦{KªL/)3T6.3T¿b&ëçéÌî;O§ÌR×KiæðÇÒ0wâÜmþØçnem1sI-ÓËÌ%µN?+3Ô:sT¹$²à|%ÍRÛÌQ3
XÖÚ¹[ë¯s·eæºÞAeæÚgÄKêX¿bæ:Ö¯¹¤Çú«Mqt¹¤3Ëõêõ3g.ÐmSÙ³ÌÒtº}¹¤éú34Sf.i¶Nræ6ä7¿ùôÛϳ¤8n¿ÿòéû?þõÇÿþéýñÇUmÄßþô»ÿ÷§ßþø÷(ʧ?üý/?~ú᧿þíOë_¿ÿóúî»Ðõ»¿ý×ÿ|>Vm_¾É*N¦´²Él’SòULimIuÕ’Sº×’Sê«>ÒXõÉÒ|¬e²*%ê*Qh«FY¢¯”eeU)K¬«LYb[uÊû*Tx¯TÖÓ¯wÀ]Á{-î¢je¾Ê%U¯,±®emU,Kì«dYâX5Ë:¡c-K¼W-KÔU¶,ÑVݲD_
Ë˪ÖÉú*]XVí²Äº%¶U½,±¯òecÕ/Ë”Ç*`(«Y¢¯fªÜk%g³ÌvÜ«éOË%¦{å³Zþ>üÔüägy~ÖüÌ_éãþ[óûù{,My??óûç©’idáHd±ûgM=y:f·´yäüL=é ò3õ´ü~zEi~¦zÒU¬¥zZê驧§zzêÁ©zêé©ë©gäï©·©gä÷G~oÜ¿7_5÷Ïô·tÌYíÝ?K~füéG~?ÝiVq÷Ïüä÷$¿’ù=Éïiî«ù=Í}5¿¯ùýôCÏì4K®õ~ééþèé9ÌÓ/=3§_zú¥géN°¥?º¹ú£~é~èé~èé^íü~ú¡Wâ¤ü~ú§yæxO?óô3O?+ég%ý¬ä,ÏÏ|«¤Uãóþýöª?jÚ«¦jÚ©f¯i§ö©iö©ùkÚ©¦jÚ§¦}j濳åó·|þñÒþ_òÔÚò³çç]Ë÷Ëøi?-ã¤e´ïºñÐ2ZÆCËxh-ótË|Üò[cËójy^-ý»å¹µôïç×2߶[ãHÿé#óãH?é§#ß#ýq¤?Ìk#Ï{¤_ô+9(
sæÌ-)*)*)!TÐÐ,h4ÍfA³ YÐ,h4+ÍfE³¢YѬhV4+ÍfC³¡ÙÐlhæ¾#fC3 14;ÍûAX a%VBX a%VBX a%VBX a%VBX a%VBX a%T4s ææfbPA!
bPA!
bPA!
bPA!
bPA!
bPA!
bPA!
bPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%TbPA%ÔàQ¯|åä+’_9ùÊÉWN¾qã!äס7½Aè
Bop÷à.×éûôÁ
úàF}p¥æåk̸&÷ã¢`ÆÁø]q§Ü·ÈtÚ¸OæÑÅE%WöÁ}piÜÚ:¸·fnð+eû ·ôÁ5:Ó(4J3·½ÍÜÆ×qêR£05*SÍwóÁå|ô}»F3÷ó±/èû>мïêû²¾oëÍûÞx47ø}
ç¿/ñvüØ×ù}ßzp§c_í÷ÝË=E²S$;E²S$;E²S$f.ÿ·ÿëÿÁýÿP4@XÀp(p`à 8lCh$8@ `BÏ =’ôÐsBÏ =’ôÚ©¨Ú©¨Ú©¨Ú©¨Ú©¨ v*j§¢v*j§¢v*j§¢v*j§¢v*j§¢v*j§¢^
Ðq D ßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíò Øм¡¶µ²Q·
»²¸ÀßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíßNùíTÝNýìÔÏNýìÔÏNýìÔÏNýìÔÏNýìÄNIìÄNIìÄNIìÄNIìÄNéÔN}èÔ®E1rbÊ)’¦¶
Bó gÂÊ+#¬°2ÂÊt¤Ç¦Wâ4CnÓqú!NCÄis¹?þ²±mÀm¼wÃÔ’¦±å1ÞñÆ7hLëkµZSØ’Q!QáÄ
‘V8±ÂN¬pb
+$¢²ÑøûOþòéû[ù§>ýðã~úî»ë-.jÕ W-þvk¦¿hµ¼l
üÚ»µa×>_¶$H*ùôÿ
ÊÏ@¯,ùV¼XbRìÕJ¾=J¾J¾J¾J¾JfõI½d*/
u:w¡’¿³dò-rKfÜv-ùûKfv.ißQ20JFAɤdýQòÜJfÇɱdÍPók&Äù°fòã.ÊU´fHÕ¨~TókoÍH©(5ϵ¦_×ôëçïçüåó£w åëøÑKèo÷^~fömù>ni¸{/?_õ”äRo”{ÓñÃv”æ{¸åÛ·¥´ðÐÒZ¾Z¾ZzDËdÙÒZFLËtØÒZfÔÒZ¾2ZÖ-=£gdõôïÅoÃѳ”ìq==¤gªíé=ÓjÏÈëé=3`Ïìé = §ôtíiؤ§a{´§A{¨§azÚ¡çÛ¦§=zÚ£§=zÚ£§=zÚ£§=zÚ£§=zFf|oªÙ32{g]îÙ³ZéùæîYÞÐ
ø1ÖÝõÌ#ß##ud¤Ì##ud¤ÌCYú2bGÊ#rdàÌô#+
62Àd@d_ ]Z «¨À[@YFeÝx§Ù÷ÑçËf`6÷Ò~ 0¯¹>íʶ²a_òåó£¹ûtù¦¾ä/lPt*Ñ£|]Y¬¬QÇÐlè¡ ” è!`Ä!@ !à|! X!4! !àì ÀÈ `¤ 8 ` @rl»g®ùÂí^¸Ôú¯¤2}ùüµ-ä+½dô`ø*Â@¸w «”Sv@Oq1E ÐY@p©îÂB¸B¡Þ(tÉD`Ò 4O”J^BBUpòßDK=õÝO+-yZ¼t %þ W VWU¢]AQðT r3UR%ì°WÂ^ {%ì°W°ÎgöÀÁdº/ÏyW’Ì
Âp
ð¦ðÀùóüA.p ®’ÁO£kK=gN¡Pp)NH”úØó¤ß l07®ÿâìw qßHûøùÉDÏsr
òòÉunùà~-^ÉîÑI¢ïÃcýjÌwh»sË_ÄMyAûúd+¬ô´á¥oóY¾Jø”¿¼`?Ïu
óU´×Â?(óW{þº3&Íkáÿ·æµp¶9¡ÝòJxMÍ9¾Jf|¢÷|ð«s^ÿDv5¦Ç¬¥e¯aSËÀ·È)JN¡Á¤ô.R_§Ûrm®aØSâTyHFð1c!F`ñ`áýìÅyêô¸ÖÒÑR&ËNÒbQƨFÁjFAiXF¹Y+WkåN¶»0;åV§çû2ɦý(Me´M©òò^íQ:?ÊôR¨*ªR¢*í e@NÕQåÔ¶áHÔJ¡¼âw¼2£å(#tÊIÇQºEÊ@Ö¡d%U(c7_*©`
T¡
¡LÕèÇP Ýãyá`B&`B÷ÄÀL($8
§PÞ¶§ÒíTº_
0¡Ä(
P(
P(s0Ê Ò.SfÿeèEï$
¥¦4T>ªÒGUº¦JgMé*Q¥¹¦
° ý6-XNb°`Ao!°,H÷UéÄ
Àb,X°`ÙsX°`ÁéÄiÁ
Js.cÁiÐ)¹XiÎ
fb~V,H§.P¾IÊ×±i¥ «§´õB¨¯¾ExV¬Ìü2Pª*#SÊÌ2SªL*ãRÊ2aªLH)#R!°,Zë^ÌcE+1XÉ¢,ZÉ¢uós±`%VªÕÊ»bJFµB`1Õdã=Èø2·¥l)ZÊ2_ìŸ2§±£[ÊÌ2¬¥Li
Àbæª2±± T¥ª´J¨ÒU&´B`ò³È(%è*Q¥3ªmBcI£JwTi*ýQ¥AuÏEPÒ#U¤!°KÒ’U¥J§Ti*½ÒÏ&(iÀb”©Ò2Uz¦JÓTé*mÓŤUZ§JïTi*ÝS¥}ªôOªÒA
¡”°´JUi£*}T¥ªtRVªÒKU©J7Ui§*ýT¥¡±`’ÒTUºªJ[U;±Ø± U¥µªôVæªÒ]UÚ«JUi°FËbbq`A¬JUi³*}V¥ÑªtZV«bf«Òm
¡ °X¤ãª´«ÒtUèïJÛUé»*W
ãþÍ|¨¤%«ÐßÖ»ÂzWí
]i¬*U
®ôV¦ªBI×±M9N8E“N§Ñà4úF_Óh^Äq£¯at1.¦Ñà0úÜ`~o£¯að¼¿yį;ߢG’âHu°ì~6þå³Ñ0úF«Àhر’H¯m`ýÄo ú|oõoÀçXn áìm ÝÈm`Û¤m ÙmàÖ*m»_
m ÎÐlàˬlV;6b6]È5ð[¶5@Z5Wp5àU*5 Rþ4ÀN¥4ÀI4 H4Go4`F]40D14B
4Ð@û3 ?é3 >¶3°9383p7n3P6305J3 4&3@1ð2à-º2°%R2$@2P”20!
2 ø1XL_àÇ ~àÇ ~¼ÇÀ{¼’cAÅp
±Á,6ÅdL§
Àb,¨XP± bAP
ö2P 2P ÒAÈ@È((=ø¶¶¶,ÞÍØÁ«³É9_± Y
d»Ã¿[ü»·¿ú»k½ÛÖ @¶©¾ @¶{½»Ù
dÿ
d»m¹ûÆ|Ø&((((P°M0(((((à¤(q©0+ædõ`W±·)(ïYFæAÈ@È@È@VóÃ’Â
¹IÌ
©Å µ°×ð
¤Èà²HHHÙËAê½ÁÄ6”)2”)2”)²ò ³+EmJ
±2HAÔ¶²OX¤Èʦà`e¢XA¤È@¤È@¤È@”·
Àâ¾@,&NA¤È@¤È@¤È@ÈÀ
8Èi%fû(Ù¨1ð”/2ð”/2ð”&2`”&2(á!°ßJ®¾Ù=,ÆÄË YÝ´ªÍÚÄ!20UâÉ@)=¡ÁbBÉ@É@B`1ïP$A2$A2$A2¤6QżCAÉ@É@É@É@É`í |A2$A2$A²M§A2æÝãÕÇb,Ø°`Ãí1.ÃâÍÚ),س4,Æ
6,ÞlX°aÁìXÀ(ØD){ëÔ±v,ر`Çv,`±`ÇÝ6·ÅXäÈ:ìÄ`Ç Fé>j
cÁ^6]ÅX°cÁ;ìXÀ(hYX°½mÖBó&omÖÙµ?F¤ z];Ùµ];Ùu]ABØ(GDT!AÓ7 ¤à*é&S±S!
ÀbL d@Hc?Íb1¦B2 ¤öbLHJ!pXyð2f
CÀîÀL¨dJ¨d°þCØ3|ù2w2à&âopü
¿Dt2 )cÀ8ð,æDkO82×Ô]:OΫìëYàñú¦µ÷
þË~Ëfí}Àßd¿_*p,$NFÞ8MmãÁ¼?ò³÷ú#ÁO6fÍm{Y01U]DsXÕúø,ð_®ÿÂfòk
Óý,tñRïÛÁG|ôY`S@@§Î9åup^p
W¹køäÏO}åØH, ±ËÅ;W^¹æÓ{{3ã
DëÐÓýØH TÐ[®ntýs,an@Å
¾ëÐ ×M$nìÊùÄÓ
HLÎX×!;ø®Ã3Í
î@¿ßÛÁ÷Pv¯lN~Ø$~*0!ÜÚ8ÞäJ̧hAÛÜT D;¬qv¨á4íÇOÎ?dêÊõÜ£ ¼~Ø»·W±·Çf¿òì ¯ûY`ÓÁ^/}æc
ôIà!È èÏ @;%®;ïs¡”4þJÈáéܪÀavÀús’Ý|_RâÀ#oòì× üò’4sfî´
v¹Ó3pØåNóÀ!;]î´@R¤ÁàÄNóÀ^$ExàNâY`S ð’l3ÜéXø&Óºpxß5WÚÿNSÃ!;Ý
§»áþ$°gÑ¢ÀÏ”±>åXÁ-¶¿LKÆ!;
$îtf¸Ó¢©y¤ É£hiâìM¢
Fþ1,t°ÐIÆ4¾YØtöú¾À̬¢8z%NÄ¡Ä¿I Û_AÓÄáÏ:Ýo`DóºQÞ)ôK¬Ù´xR>=x0ò8= ôüKÏÅé¹8= ÿé¹8Ì[§ù[Õ¬F;&¨§Aã4hÜ6×xÉF¶9C¶ó$!:5ÎXµÓ² ¯Xuz7ÎX¬ÓÄqz7n¹DÜÒÄqz7NïæY`/
¯Ó»qz7NïÆað:½X0jåлqFÜq ç%í8 -¸ë{¼fÏÅ8vwÞoì±=±3n®?ÄÝX:öMc´Ø(ö-acÓÆp&ðÍi Kï{9Ý{ae¯!G!yFïk-§SãÌ!û.ÔéÝø.Ùiâjþ⿬»æ/HÈ;6±ïêÜû÷y¼ÖÓrZCNùå9;cÎNGÈé9¡X,Ñá[TK°fQXñ@@!ö$° RÍX
DSpJZMNÉé0
ÛkxÓa
Í»S²!«3ìW³Ñmµ¦OÑ{¨ùJªù”ºúÍé5½nÅëϬmò®BëâãÏ|î|cÕô°~EW£åKæFËû=¯,Z-/t
ié4IZúfK¤CÒÒéh´ô0ú%×?S?#QÂF¸§7á¢!Ü/û
p.ÂÝA¸)á^ Ü_¨ð
Â^¨ç
z^(Ö
]¨È
*Y(
âX¨|
W¨s
*V¨Y
U(1
ÊR(
úOU¨H¢0}(
³Â¡@E¦
¡@aP&ÿ*0ç’÷ S}IبHÂX0i’LÑ cnÂt@EfÙ6aNMO¦Ò*0&0B`1T,)cAÅ©³C`qe1¤ªi¡,ªaaM(C`1$Ì¡ e±P
Õp©²8C(
ÅX²8TÃB,Ô¾BíAÃ)y
W(p
º6cAêZ¡®ªØX©b
*V¨b
9´X)^#7 ¹qXÐAªX)g
rV(g
r6RÎ
å¬PÎ
å¬PÎ
å¬PÎ
å¬PÎ
å¬PÎ
T$qG9+³B9+³I¨k%9IÄ){”G¨mJF(`2E(S2E(S”P¦eP¦BG!ÎQ
koJÿ”ð_þÀø/! çÿ”ð_þÀø/ÿE
8GÁ9
ÎÿE ½´ö”Ð^Ú0 %LA la¯éhÆL°ZVÀjX-«%31%C h çsQE ³¾@fÈ,R±WÅL3UbrR¨’
R¨$K,&W²p%©
BO¨ôÀa8,BÕ’wB]’tB%’fE(ΪL ®Ô¡0*3¡Ä¨+uE ®ÔºfjäÜÆ[³s¡®±”0VÆÀXf’aÄI ª#NÂÀXqF’aÄIq+QE ªD¨”U¢0Ù$L6 MÂd0Ù$U~ÀOø)?Eà§M?Eà§Àbü”L6 MÂ@0Ð$4 M?E ¥´”ÐR¢dwì-E ¥´»c&9¦ØhbIú6Ñ EàÐX ¡ÀbÌ4Hzá D${“pOîÀ=ÆB@3f{“pOÊÀ4&ÁDZ:À”È#! °+”PDf@ÈÙCàiôM!ð”>Àgø{A½0ázP ØaD¹ 8³o
|KsyS 3ä¢ãtQç¢ãÌ87çÆóµ 5°&gvù997§ø:ø&gvù09³Î=)B2»áÜ
çÂäÙ
çÂöÈ
ɹ0
Àó=r
r¦9»çXÇßüæÓo?;Cn4 ÿ»R»ËFa7zWöéû[bë¾ÿ[Þo>ýðéü÷ÿüñ»ïr/ÝpFgD ynáyÁx±Çï
Источник