
Сварка под флюсом сосудов

Сварка под флюсом – это способ сварки деталей из высоколегированной марганцевой, никелевой или фторидной стали, при котором сварочная ванна и шов защищены от окисления слоем флюса в виде порошка или гранул.
Процесс формирования шва протекает в газовой полости под слоем непрерывно подаваемого флюса. Кроме функции защиты от окисления, флюс также легирует формируемый шов марганцем и кремнием, повышая его прочность и формируя соединение с высокой степенью однородности.
ГОСТ на сварку флюсом 8713-79 устанавливает размеры и типы сварных соединений, а также способы наложения шва под флюсом.
Виды флюсов и их особенности
По способу изготовления флюсы бывают:
- плавленые;
- керамические.
Плавленые флюсы изготавливают из шлакообразующих марганцевых руд и кварцевого песка путем размалывания, смешивания и расплавления с последующим гранулированием. Такие флюсы экономичны и хорошо подходят для сварки деталей из низколегированной стали.
Керамические (неплавленные) флюсы изготавливают из окислителей и солей амфотерных металлов, которые измельчают, смешивают с жидким стеклом до однородного состояния, после чего гранулируют и прокаливают.
 Примерная стоимость керамических флюсов на Яндекс.маркет
Примерная стоимость керамических флюсов на Яндекс.маркет
Керамические флюсы имеют мелкодисперсную порошкообразную структуру, они применяются для сваривания сложных высоколегированных стальных сплавов, при этом состав флюса подбирается под конкретную марку свариваемой стали.
По химическому составу флюсы бывают:
- солевые;
- оксидные;
- смешанные.
Солевые флюсы содержат соли фторидов и хлоридов, применяются для электросварки титана и стали, легированной никелем и хромом. Оксидные флюсы содержат оксиды активных металлов и кремния, применяются для сварки низкоуглеродистой стали. Смешанные флюсы содержат оксиды и соли металлов в различных пропорциях, применяются для сваривания многокомпонентных сплавов или деталей из разных металлов.
Описание технологии процесса
Существует три основных способа сварки под флюсом:
- автоматический;
- полуавтоматический;
- ручной.
При автоматической сварке траектория и скорость движения электрода, а также скорость подачи проволоки регулируется управляющим процессором, рабочие участвуют только в качестве контролеров процесса для экстренного отключения сварочного агрегата.
Полуавтоматическая сварка под флюсом предполагает, что скорость подачи проволоки, сила тока сварки и угол наклона электрода к линии сварки регулируются автоматически, а ведение дуги осуществляется сварщиком вручную – через рукоятку или дистанционное управление. Полуавтоматический сварочный агрегат позволяет вручную изменять отдельные параметры тока непосредственно во время процесса сварки.
Сварка под флюсом вручную применяется в небольших агрегатах, где система подачи флюса встроена в неплавящийся электрод, при этом сварщик регулирует направление движения, угол наклона и скорость хода электрода в ручном режиме, специальными кнопками управляя подачей флюса и силой тока сварки.
Общий порядок действий при сварке под флюсом:
- С поверхностей деталей снимается оксидная пленка.
- Детали закрепляются на сварочной плите.
- Выбираются настройки и режим сварочного аппарата.
- Заполняется резервуар для флюса.
- Устанавливается бухта наплавной проволоки, конец которой заправляется в электрод.
- Происходит процесс сваривания.
- После остывания деталей собирается неизрасходованный флюс, и шов очищается от шлака.
Важно следить за расходованием проволоки и флюса, чтобы не допустить работы электрода вхолостую и повреждения деталей.
Оборудование для сварки
Для сварки флюсом потребуются стационарные условия и оборудование:
- сварочная плита;
- наплавная проволока;
- неплавящийся электрод;
- система подачи флюса;
- система контроля.
Сварочные плиты выполняются на бетонном основании из жаростойких материалов с возможностью закрепления деталей. Проволока берется из материала свариваемых деталей, толщина от 0,3 до 12 мм. Электрод изготавливается из вольфрамового сплава с керамической оплеткой.
Система подачи флюса представляет собой резервуар и шланг, конец которого отстоит от электрода на 10-30 см. Диаметр шланга подачи флюса должен позволять гранулам свободно сыпаться перед электродом.
Схема процесса автоматической сварки под слоем флюса
Автоматическая и полуавтоматическая сварка под флюсом контролируется программным обеспечением, регулирующим направление и скорость движения электрода вдоль линии сваривания.
Выбор режима сварки
В зависимости от толщины и металла свариваемых деталей выбирается режим сварки под флюсом. Для каждого режима существует свой диапазон напряжения, силы тока сварки и диаметр проволоки. Скорость формирования шва колеблется в пределах от 6 до 100 метров в час.
Если толщина свариваемых деталей от 2 до 10 мм, то выбирается режим сварки на стальной подкладке под стыком деталей. Режим на флюсовой подушке подходит для сварки деталей толщиной 10-25 мм, а сварка деталей толщиной 16-70 мм выполняется в режиме предварительной ручной проварки нижней части шва.
С увеличением толщины свариваемых деталей растет диаметр проволочного электрода и сварочный ток, но уменьшается скорость формирования сварного шва.
Сила тока сварки (А) зависит от толщины проволоки (мм) следующим образом:
- 2 мм – 200-400 А;
- 3 мм – 300-600 А;
- 4 мм – 400-800 А;
- 5 мм – 700-1000 А;
- 6 мм – 700-1200 А.
Напряжение сварки существенно увеличивается только при толщине деталей свыше 25 мм.
Достоинства и недостатки
К преимуществам сварки под флюсом относятся:
- высокая степень автоматизации процесса;
- возможность проведения сварки под большой силой тока;
- высокая скорость сварки;
- качественный шов без окислов и раковин;
- возможность увеличения сварной ванны для более качественного провара.
Системы автоподачи флюса и сохранение постоянного расстояния от электрода до шва позволяет сваривать сложные детали с минимальным участием рабочих. Защитный слой флюса не дает расплавленному металлу разбрызгиваться, что позволяет производить сварку под высокими токами, многократно увеличивая скорость формирования и качество шва.
Однородность шва достигается за счет изоляции сварной ванны от кислорода воздуха, а также из-за легирования шва компонентами флюса, которые можно подобрать специально для материала свариваемых деталей. Также сварка под флюсом дает возможность использования одновременно двух электродов, расположенных на расстоянии 10-20 мм друг от друга и питаемых от одного источника тока – это позволяет сделать больше сварную ванну под флюсом, увеличив таким образом скорость сварки и степень однородности готового изделия.
К недостаткам сварки под флюсом относят трудности контроля процесса и технологическую сложность. Агрегаты для сварки под флюсом занимают большие площади и требуют обслуживания квалифицированными кадрами. Сварной шов формируется под слоем флюса и у сварщика нет возможности контролировать качество шва в режиме реального времени. Избежать брака можно путем дополнения агрегата ультразвуковыми или лазерными системами контроля наличия дефектов.
( 1 оценка, среднее 5 из 5 )
Источник
Схема автоматической дуговой сварки под флюсом. 1 – токопровод, 2 – механизм перемещения проволоки, 3 – проволока, 4 – жидкий шлак, 5 – флюс, 6 – шлаковая корка, 7 – сварной шов, 8 – основной металл заготовки, 9 – жидкий металл, 10 – электрическая дуга
Автоматическая дуговая сварка под флюсом – сварка электрической дугой, горящей между концом сварочной проволоки и свариваемым металлом под слоем флюса.
Сварка под флюсом применяется в стационарных цеховых условиях для всех металлов и сплавов, включая разнородные металлы толщинами от 1,5 до 150 мм.
История[править | править код]
Придумал способ сварки под флюсом Н. Г. Славянов. В качестве флюса он применял дробленое стекло.
Промышленный способ автоматической сварки под флюсом был разработан в Институте сварки академиком Е. О. Патоном. Коллективом его института была создана технология сварки под флюсом, разработаны составы флюсов, созданы сварочные автоматы.
Сущность[править | править код]
При автоматической дуговой сварке под флюсом электрическая дуга горит под слоем флюса между концом сварочной проволоки и свариваемым металлом. Ролики механизма автоматически вытягивают электродную проволоку в дугу. Сварочный ток, переменный или постоянный, прямой или обратной полярности подводится к электродной проволоке, а другим контактом к изделию.
Сварочная дуга горит в газовом облаке, образованном в результате плавления и испарения флюса и металла. При гашении электрической дуги расплавленный флюс, остывая, образует шлаковую корку, которая отделяется от поверхности шва. Флюс засыпается перед дугой из бункера слоем толщиной 40-80 и шириной 40-100 мм. Количество флюса, идущего в шлаковую корку, равно массе расплавленной сварочной проволоки. Нерасплавившаяся часть флюса отсасывается пневмоотсосом в бункер и используется вновь.
Потери металла на угар и разбрызгивание при горении дуги под флюсом меньше, чем при ручной дуговой и сварке в защитных газах. Расплавленные электродный и основной металлы перемешиваются в сварочной ванне. Кристаллизуясь, они образуют сварной шов.
В промышленности используется сварка проволочными электродами – сварочной проволокой. Иногда сварку проводят ленточными, толщиной до 2 мм и шириной до 40 мм, или комбинированными электродами. Дуга, перемещаясь от одного края ленты к другому, равномерно оплавляет её торец и расплавляет основной металл. Изменяя форму ленты, можно изменить и форму поперечного сечения шва, достигая необходимого проплавления металла или получая равномерную глубину проплавления по всему сечению шва.
При сварке флюс насыпается слоем толщиной 50-60 мм; дуга утапливается в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см3 давление слоя флюса на жидкий металл составляет 7-9 г/см2. Этого давления достаточно для устранения механических воздействий дуги на ванну жидкого металла, приводящего к разбрызгиванию жидкого металла, нарушению формирования шва даже при очень больших токах.
Для электрической дуги, горящей без флюса нельзя проводить сварку при силе тока выше 500-600 А из-за разбрызгивания металла и нарушения формирования шва. Дуга же во флюсе позволяет увеличить токи в до 3000-4000 ампер с сохранением качества сварки и правильным формированием шва.
В качестве флюсов при сварке применяют искусственные силикаты, имеющие слабо кислый характер. Основой флюса являются двойной или тройной силикат закиси марганца, окиси кальция, окиси магния, алюминия и т. д. В качестве добавки, снижающей температуру плавления и вязкость, применяется плавиковый шпат.
Широко применяемых в промышленности высокомарганцовистый флюс ОСЦ-45[1]. Он представляет собой силикат марганца MnOSiO2 с добавкой фтористого кальция. Флюс АН-348 обеспечивает большую устойчивость горения дуги по сравнению с флюсом ОСЦ-45. Большая устойчивость горения дуги обеспечивается при использовании флюса АН-348-А, выделяющем меньше вредных газов.
Недостатки[править | править код]
- велики трудозатраты, связанные со стоимостью флюса.
- трудности корректировки положения дуги относительно кромок свариваемого изделия;
- экологическое воздействие газов на оператора;
- невидимость места сварки, расположенного под толстым слоем флюса;
- нет возможности выполнять сварку во всех пространственных положениях без специального оборудования;
- повышенная жидкотекучесть расплавленного металла и флюса;
- требуется тщательная сборка кромок под сварку. При увеличенном зазоре между кромками возможно вытекание в него расплавленного металла и флюса и образование в шве дефектов.
Преимущества[править | править код]
- повышенная производительность;
- минимальные потери электродного металла;
- отсутствие брызг;
- максимально надёжная защита зоны сварки;
- минимальная чувствительность к образованию оксидов;
- не требуется защитных приспособлений от светового излучения, так как дуга горит под слоем флюса;
- низкая скорость охлаждения металла обеспечивает высокие показатели механических свойств металла шва.
Примечания[править | править код]
Литература[править | править код]
Техническая литература[править | править код]
- Чебан В.А. Сварочные работы / Ответственный редактор: Оксана Морозова, Технический редактор Галина Логвинова. – 5-е изд. – Ростов-на-Дону: «Феникс», 2008. – 412 с. – (Начальное профессиональное образование). – 3000 экз. – ISBN 978-5-222-13621-8.
- Николаев Г. А. Сварка в машиностроении: Справочник в 4-х т. – М.: Машиностроение, 1978 (1-4 т).
- Блащук, В.Е. Металл и сварка: учебное пособие / В.Е. Блащук ; 3-е изд., перераб. и доп. – Москва : Стройиздат, 2006. – 144с.
- Брюханов, А.Н. Сварочные процессы в электронном машиностроении / А.Н. Брюханов // Коммерсант. – № 217 (2820) от 27.11.2003.
Источник
Даже идеальная сварка не может защитить сварной шов от порчи. Рано или поздно это место становится самым слабым в детали и деформируется, поэтому во время сварочных работ обязательно используются защитные материалы. К ним относятся инертные газы и флюсы. Последние не так распространены в бытовой среде, но на производствах сварка под флюсом встречается очень часто. О ней пойдет речь далее.
Особенности сварки под флюсом
Не стоит думать, что сварка под флюсом это какой-то совершенно новый способ сварки. Придуман он очень давно, в конце в XIX века, а сущность заключается все в том же использовании присадочной проволоки и неплавящихся электродов. Однако, оборудование постоянно улучшалось, а вместо газа, покрывающего всю зону шва, используется только флюс. Он имеет порошковую консистенцию, засыпаясь поверх шва.
Такой состав под влиянием высоких температур тоже начинает выделять газ, который будет защищать свариваемые детали от окислов. Когда порошок выгорит, от него останется только легкоудаляемый шлак, а если средство не будет использовано полностью, его легко можно сохранить до следующего раза.
Перед тем, как делать варку под флюсом, потребуется выбрать:
- режим;
- электроды;
- присадочную проволоку.
Также, как при любой другой сварной работе, нужно будет правильно оформить кромки, обезжирить детали. Но здесь еще будет важно подобрать флюс, так как он существует в разных видах.

Флюс защищает сварной шов от окислов
Преимущества и недостатки
У самого процесса сварки под флюсом есть свои положительные и отрицательные черты. Среди преимуществ:
- Автоматизация, позволяющая добиваться наиболее точных сварных швов. Автоматика позволяет задать все параметры электронно, поэтому ток, проволока – все подается и управляется само.
- Выделение флюса продолжается в процессе всего создания шва, потому его эффективность оказывается выше.
- Можно варить с большой силой тока.
- Скорость варки настраивается, может быть очень высокой.
- Сварную ванну можно увеличивать.
- Шов получается качественным.
- Возможность собирать элементы сложных конструкций быстро, качественно и с небольшими усилиями.
- Безопасность для сварщиков, так как они не находятся поблизости к свариваемым деталям.
- Можно использовать одновременно 2 электрода, питаемых от одного источника тока.
В числе недостатков:
- Сложность настройки оборудования.
- Варить в вертикальном, а также потолочном положениях невозможно.
- Неровности на свариваемой детали не позволят сделать шов.
Также здесь невозможно контролировать процесс варки, так как весь шов покрыт слоем флюса.
Этого можно избежать только если установить дополнительные системы контроля появления повреждений.
Виды флюсов
Эти средства можно поделить на группы по химическому составу и методу создания. Флюс может быть солевым, оксидным или смешанным. Здесь:
- Солевые лучше подойдут для электросварки титана или стали, никелированной или хромированной. В солевые флюсы входят соли фторидов и хлоридов.
- Оксидные имеют в составе оксиды активных металлов, а также кремния. Благодаря этому их лучше всего использовать для стали с низким содержанием углерода.
- Смешанные пригодятся для многокомпонентных сплавов и множества разных металлов. Этому способствует состав, содержащий оксиды и соли металлов в разных пропорциях.
Способов изготовления всего два – плавленый или не плавленый, который еще называют керамическим. Плавленые делают из кварцевого песка, а также марганцевой руды, которые смешиваются, плавятся, после чего формируются гранулы. Такой флюс очень хорошо подходит для низколегированной стали.
В состав керамических входят окислители и соли амфотерных металлов. Сначала те измельчаются, потом перемешиваются с жидким стеклом до однородной массы. Потом она гранулируется и прокаливается. Такие флюсы имеют структуру мелкого порошка, а подбирается он конкретно под марку стали, с которой предстоит работать, так как он работает только со сложными никелевыми или железоникелевыми сплавами.
Технология сварки под флюсом
Чтобы сварочный процесс прошел правильно, нужно правильно выбрать технологию автоматической сварки под флюсом. Базовых метода три:
- ручной;
- автоматический;
- полуавтоматический.
То, как происходит ручная варка, понятно. Здесь используется ручное оборудование, поэтому сварщик сам регулирует направление, скорость электрода. Сила тока и подача флюса, взаимодействующего с электродом, регулируется кнопками прямо на устройстве.
Полуавтоматический способ позволит автоматизировать лишь некоторые процессы, остальные требуют управления. То, как подается проволока, угол наклона электрода, сила тока, подчиняются автоматическому процессу. Сварщик в это время самостоятельно управляет движением дуги. У полуавтоматических аппаратов можно менять параметры подачи тока прямо в процессе работы.
При автоматической сварке под флюсом скорость движения электрода и его направление, а также скорость подачи проволоки задаются программно. Рабочие здесь нужны только для создания той самой сварочной программы, а также контроля качества.
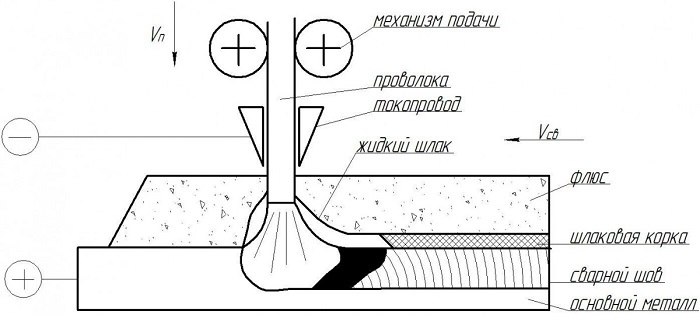
Схема сварки под флюсом
Все эти три способа, несмотря на свою разность, предполагают некоторые общие шаги при сварке под флюсом:
- Устранение оксидной пленки.
- Закрепление деталей на сварочной плите.
- Подбор настроек и разработка плана.
- Подбор флюса.
- Установка наплавной проволоки.
- Сварка, где нужно внимательно следить за расходом флюса и проволоки, чтобы избежать повреждений.
После окончания работы нужно только дождаться, когда детали остынут, очистить шов и убрать флюс в герметичные упаковки.
Технология сварного процесса с использованием флюса подробно описывается в ГОСТ 8713 -79. Рассказывается про все три метода, подбор материалов, настройку оборудования. Здесь же показаны все виды сварных соединений, которые могут быть сделаны при применении каждого из трех методов.
Выбор режима сварки
Выделяется несколько режимов, которые всегда нужно подбирать под каждое отдельное задание.
| Толщина металла, мм | Диаметр проволоки, мм | Сварочный ток, А | Напряжение, В | Скорость сварки, м/ч |
|---|---|---|---|---|
| 3 | 2 | 250 – 500 | 28 – 30 | 48 – 50 |
| 5 | 2 | 400 – 450 | 28 – 30 | 38 – 40 |
| 10 | 5 | 700 – 750 | 34 – 38 | 28 – 30 |
| 20 | 5 | 750 – 800 | 38 – 42 | 22 – 24 |
| 30 | 5 | 950 – 1000 | 40 – 44 | 16 – 18 |
Режимы из таблицы подойдут для низкоуглеродистой, среднеуглеродистой и высокоуглеродистой стали.
Применяемое оборудование
Чтобы выполнить автоматическую дуговую сварку под флюсом, из технического оснащения потребуется:
- Сварочная плита. Установка сварочных плит потребует бетонного основания, так как сами плиты делаются из материалов, устойчивых к постоянным высоким температурам и их перепадам.
- Наплавная проволока. Она обычно имеет толщину от 0,3 до 12 мм, а делается из того же материала, что и свариваемые материалы.
- Неплавящийся электрод, который имеет сердечник из тяжелого сплава, керамическую оплетку.
- Система, подающая флюсовые частицы. В ее состав входят резервуар и шланг, диаметр которого будет достаточным для работы с электродом.
- Система контроля, которая более развита у автоматических устройств, а менее – у полуавтоматических.

Сварочный трактор для автоматической сварки под флюсом
Автоматическую сварку под слоем флюса выполнить нетрудно, ведь большая часть процесса будет автоматизирована, а от сварщика потребуется лишь правильная настройка оборудования и верный подбор флюсового средства для сварки.
Источник