
Сварка сосудов и баллонов

содержание ..
90
91
92
93
94
95
96
97
98
99 ..
4-4.
Сварка СОСУДОВ РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
4-4-1. Сварка сосудов и их элементов должна производиться в соответствии
с требованиями технических условий на изготовление сосудов и
утвержденных в установленном порядке производственных инструкций;
последнее должны быть разработаны с учетом специфики изготовляемых
изделий.
Использование новых методов сварки разрешается главным инженером”
предприятия после подтверждения ее технологичности на изделиях, проверки
всего комплекса требуемых свойств сварных соединений и положительного
заключения головной научно-исследовательской организации.
* 4-4-2. К сварке сосудов и их элементов допускаются сварщики, имеющие
удостоверения установленного образца на право производства сварочных
работ, выданные квалификационной комиссией в соответствии с Правилами
аттестации сварщиков, утвержденными Госгортехнадзором СССР. При этом
сварщики могут быть допущены только к тем видам работ, которые указаны в
удостоверениях.
4-4-3. Перед допуском сварщика к выполнению сварочных работ, связанных с
изготовлением сложных или специфичных сварных конструкций, предприятие
обязано провести специальную подготовку и испытание сварщика, сделав об
этом отметку в его удостоверении.
4-4-4. Перед началом сварки должно быть проверено качество сборки
соединяемых элементов, а также состояние стыкуемых кромок и прилегающих
к ним поверхностей. При сборке не допускается подгонка кромок,
вызывающая дополнительные напряжения в металле.
4-4-5. Прихватки должны выполняться с применением присадочных
материалов, предусмотренных техническими условиями для данного сосуда.
4-4-6. Недопустимые дефекты сварки, обнаруженные в процессе изготовления
сварных сосудов и их элементов, должны быть устранены сваркой и
подвергнуты повторному контролю .
4-4-7. Не допускается ведение сварочных работ по изготовлению сосудов и
их элементов при температуре окружающего воздуха ниже 0° С.
При монтаже и ремонте сосудов допускается сварка при отрицательной
температуре окружающего воздуха, если соблюдены требования,
предусмотренные в нормалях, или технических условиях, или инструкциях по
монтажу и ремонту сосудов.
4-4-8. При дожде, ветре и снегопаде сварочные работы по монтажу сосуда
могут выполняться лишь при условии надлежащей защиты сварщика и места
сварки.
* 4-4-9. Технология сварки сосудов должна быть детально разработана и
предусматривать такой порядок выполнения работ, при котором внутренние
напряжения в сварных соединениях будут минимальными.
4-5. Термическая обработка СОСУДОВ РАБОТАЮЩИХ
ПОД ДАВЛЕНИЕМ
4-5-1. Термической обработке подлежат сосуды, в стенках которых в
процессе изготовления (при вальцовке, штамповке, сварке и т. п.)
возможно появление недопустимых напряжений а также сосуды, прочность
которых достигается термообработкой.
Необходимость и режимы термообработки устанавливаются техническими
условиями на изготовление изделия.
4-5-2. Допускается термическая обработка сосуда по частям с последующей
местной термообработкой замыкающего шва (швов). При местной
термообработке должны быть обеспечены равномерный нагрев и охлаждение по
всей длине шва и примыкающей к нему зоны основного металла на ширину, в
2—3 раза превышающую ширину шва.
содержание ..
90
91
92
93
94
95
96
97
98
99 ..
Источник
509. Эксплуатация (наполнение, хранение, транспортирование и использование) баллонов должна производиться в соответствии с требованиями инструкции организации (индивидуального предпринимателя), осуществляющей указанную деятельность, утвержденной в установленном порядке.
510. Работники, обслуживающие баллоны, должны пройти проверку знаний инструкции и иметь удостоверение о допуске к самостоятельной работе, выданное в установленном порядке.
511. Размещение (установка) баллонов с газом на местах потребления (использования) в качестве индивидуальной баллонной установки (не более двух баллонов (один рабочий, другой резервный) каждого вида газа, используемого в технологическом процессе), групповой баллонной установки, а также на местах хранения технологического запаса баллонов должны осуществляться в соответствии с планом (проектом) размещения оборудования с учетом требований настоящих ФНП и требований пожарной безопасности.
512. При использовании и хранении баллонов не допускается их установка в местах прохода людей, перемещения грузов и проезда транспортных средств.
513. Баллоны (при индивидуальной установке) должны находиться на расстоянии не менее 1 м от радиаторов отопления и других отопительных приборов, печей и не менее 5 м от источников тепла с открытым огнем.
514. Размещение групповых баллонных установок и хранение баллонов с горючими газами должно осуществляться в специально оборудованных в соответствии с проектом и требованиями пожарной безопасности помещениях или на открытой площадке, при этом не допускается расположение групповых баллонных установок и хранение баллонов с горючими газами в помещении, где осуществляется технологический процесс использования находящегося в них горючего газа.
515. Баллон с газом на месте применения до начала использования должен быть установлен в вертикальное положение и надежно закреплен от падения в порядке, установленном производственной инструкцией по эксплуатации. При производстве ремонтных или монтажных работ баллон со сжатым кислородом допускается укладывать на землю (пол, площадку), предварительно полностью очищенные от разливов топлива, масел, с обеспечением:
а) расположения вентиля выше башмака баллона и недопущения перекатывания баллона;
б) размещения верхней его части на прокладке с вырезом, выполненной из дерева или иного материала, исключающего искрообразование.
Использование баллонов со сжиженными и растворенными под давлением газами (пропан-бутан, ацетилен) в горизонтальном положении не допускается.
516. При эксплуатации баллонов не допускается расходовать находящийся в них газ полностью. Для конкретного типа газа, с учетом его свойств, остаточное давление в баллоне устанавливается в руководстве (инструкции) по эксплуатации и должно быть не менее 0,05 МПа, если иное не предусмотрено техническими условиями на газ.
517. Выпуск (подача) газов из баллонов в сосуд, а также в технологическое оборудование с меньшим рабочим давлением должен быть произведен через редуктор, предназначенный для данного газа и окрашенный в соответствующий цвет. На входе в редуктор должен быть установлен манометр со шкалой, обеспечивающей возможность измерения максимального рабочего давления в баллоне; а на камере низкого давления редуктора должен быть установлен пружинный предохранительный клапан, отрегулированный на соответствующее разрешенное давление в сосуде или технологическом оборудовании, в которые выпускается газ, а также соответствующий данному давлению манометр. Тип манометра и предохранительного клапана определяется разработчиком проекта и изготовителем редуктора.
518. С целью недопущения возгорания и взрыва баллонов с горючими газами и кислородом подключаемое к ним оборудование, а также используемые для его подключения трубопроводы и (или) гибкие рукава должны быть исправны и соответствовать (по материалам и прочности) используемому в них газу.
519. При невозможности из-за неисправности вентилей выпустить на месте потребления газ из баллонов последние должны быть возвращены на наполнительную станцию отдельно от пустых (порожних) баллонов с нанесением на них соответствующей временной надписи (маркировки) любым доступным способом, не нарушающим целостность корпуса баллона. Выпуск газа из таких баллонов на наполнительной станции должен быть производен в соответствии с инструкцией, утвержденной в установленном порядке.
520. Наполнение баллонов должны проводить организации (индивидуальные предприниматели), имеющие наполнительные станции (пункты наполнения), производственные помещения (площадки) которых в соответствии с проектом и требованиями настоящих ФНП оборудованы для наполнения баллонов конкретным видом газов; предусматривают возможность приемки-выдачи и раздельного хранения пустых и наполненных баллонов; оснащены техническими средствами и оборудованием, обеспечивающими наполнение, опорожнение (в том числе слив неиспарившихся остатков, в случае сжиженных газов, выпуск газа из баллонов с неисправной арматурой), ремонт и окраску баллонов.
Выпуск газа из баллонов с неисправной арматурой и ремонт баллонов должны производить организации (индивидуальные предприниматели), соответствующие требованиям пункта 486 настоящих ФНП.
Организация – наполнитель баллонов должна обеспечить наличие необходимого количества специалистов, аттестованных в соответствии с положением об аттестации, и рабочих с квалификацией, соответствующей характеру выполняемых работ, а также производственных инструкций, определяющих порядок приемки, выдачи, хранения, наполнения, опорожнения и ремонта баллонов.
Наполнительные станции, производящие наполнение баллонов сжатыми, сжиженными и растворимыми газами, обязаны вести журнал наполнения баллонов, в котором, в частности, должны быть указаны:
а) дата наполнения;
б) номер баллона;
в) дата освидетельствования;
г) масса газа (сжиженного) в баллоне, кг;
д) подпись, фамилия и инициалы лица, наполнившего баллон.
Если производят наполнение баллонов различными газами, то по каждому газу должен вестись отдельный журнал наполнения.
Порядок ведения учета наполнения (заправки) баллонов (топливных емкостей) автотранспортных средств на автозаправочных станциях устанавливается производственными инструкциями с учетом их специфики, определенной требованиями проектной документации и иных нормативных правовых документов, устанавливающих требования к указанным объектам, при условии обеспечения требований пункта 523 настоящих ФНП.
521. Наполнение баллонов газами должно быть произведено по инструкции, разработанной и утвержденной наполнительной организацией (индивидуальным предпринимателем) с учетом свойств газа, определенных проектом наполнительной станции, местных условий и технологии наполнения, а также требований руководства (инструкции) по эксплуатации и иной документации изготовителя баллона.
Перед наполнением кислородных баллонов должен быть проведен контроль отсутствия в них примеси горючих газов газоанализатором в порядке, установленном инструкцией. При наполнении баллонов медицинским кислородом должна проводиться их продувка давлением наполняемой среды в порядке, установленном инструкцией.
Наполнение баллонов сжиженными газами должно соответствовать нормам, установленным изготовителем баллонов и (или) техническими условиями на сжиженные газы. При отсутствии таких сведений нормы наполнения определяются с учетом разрешенного давления баллона в соответствии с приложением N 6 к настоящим ФНП.
522. Баллоны, наполняемые газом, должны быть прочно укреплены и плотно присоединены к наполнительной рампе.
523. Не допускается наполнение газом и использование баллонов, у которых:
а) истек срок назначенного освидетельствования, срок службы (количество заправок), установленные изготовителем;
б) истек срок проверки пористой массы;
в) поврежден корпус баллона;
г) неисправны вентили;
д) отсутствуют надлежащая окраска или надписи;
е) отсутствует избыточное давление газа;
ж) отсутствуют установленные клейма.
Наполнение баллонов, в которых отсутствует избыточное давление газов, проводят после предварительной их проверки в соответствии с инструкцией наполнительной станции.
524. Перенасадка башмаков и колец для колпаков, замена вентилей, очистка, восстановление окраски и надписей на баллонах должны быть произведены на пунктах освидетельствования баллонов.
Вентиль после ремонта, связанного с его разборкой, должен быть проверен на плотность при рабочем давлении.
525. Производить насадку башмаков на баллоны разрешается только после выпуска газа, вывертывания вентилей и соответствующей дегазации баллонов.
Очистка и окраска наполненных газом баллонов, а также укрепление колец на их горловине запрещаются.
526. Баллоны с газами (за исключением баллонов с ядовитыми газами) могут храниться как в специальных помещениях, так и на открытом воздухе, в последнем случае они должны быть защищены от атмосферных осадков и солнечных лучей.
Складское хранение в одном помещении баллонов с кислородом и горючими газами запрещается.
527. Баллоны с ядовитыми газами должны храниться в специальных закрытых помещениях.
528. Наполненные баллоны с насаженными на них башмаками, а также баллоны, имеющие специальную конструкцию с вогнутым днищем, должны храниться в вертикальном положении. Для предохранения от падения баллоны должны быть установлены в специально оборудованные гнезда, клетки или ограждаться барьером.
529. Баллоны, которые не имеют башмаков, могут храниться в горизонтальном положении на деревянных рамах или стеллажах. При хранении на открытых площадках разрешается укладывать баллоны с башмаками в штабеля с прокладками из веревки, деревянных брусьев, резины или иных неметаллических материалов, имеющих амортизирующие свойства, между горизонтальными рядами.
При укладке баллонов в штабеля высота последних не должна превышать 1,5 метра, вентили баллонов должны быть обращены в одну сторону.
530. Склады для хранения баллонов, наполненных газами, должны соответствовать проекту, разработанному с учетом требований настоящих ФНП и требований пожарной безопасности. Здание склада должно быть одноэтажным с покрытиями легкого типа и не иметь чердачных помещений. Стены, перегородки, покрытия складов для хранения газов должны быть из несгораемых материалов, соответствующих проекту; окна и двери должны открываться наружу. Оконные и дверные стекла должны быть матовые или закрашены белой краской. Высота складских помещений для баллонов должна быть не менее 3,25 метра от пола до нижних выступающих частей кровельного покрытия. Полы складов должны быть ровные с нескользкой поверхностью, а складов для баллонов с горючими газами – с поверхностью из материалов, исключающих искрообразование при ударе о них какими-либо предметами.
531. Оснащение складов для баллонов с горючими газами, опасными в отношении взрывов, определяется проектом.
532. В складах должны быть вывешены инструкции, правила и плакаты по обращению с баллонами, находящимися на складе.
533. Склады для баллонов, наполненных газом, должны иметь естественную или искусственную вентиляцию.
534. Склады для баллонов со взрыво- и пожароопасными газами должны находиться в зоне молниезащиты.
535. Складское помещение для хранения баллонов должно быть разделено несгораемыми стенами на отсеки, в каждом из которых допускается хранение не более 500 баллонов (40 литров) с горючими или ядовитыми газами и не более 1000 баллонов (40 литров) с негорючими и неядовитыми газами.
Отсеки для хранения баллонов с негорючими и неядовитыми газами могут быть отделены несгораемыми перегородками высотой не менее 2,5 метров с открытыми проемами для прохода людей и проемами для средств механизации. Каждый отсек должен иметь самостоятельный выход наружу.
536. Разрывы между складами для баллонов, наполненных газами, между складами и смежными производственными зданиями, общественными помещениями, жилыми домами определяются проектом и должны соответствовать градостроительным нормам.
537. Перемещение баллонов на объектах их применения (местах производства работ) должно производиться на специально приспособленных для этого тележках или с помощью других устройств, обеспечивающих безопасность транспортирования.
538. Перевозка наполненных газами баллонов в пределах границ ОПО, производственной площадки предприятия и на иных объектах проведения монтажных и ремонтных работ должна производиться на рессорном транспорте или на автокарах в горизонтальном положении обязательно с прокладками между баллонами. В качестве прокладок могут быть применены деревянные бруски с вырезанными гнездами для баллонов, а также веревочные или резиновые кольца толщиной не менее 25 мм (по два кольца на баллон) или другие прокладки, предохраняющие баллоны от ударов друг о друга. Все баллоны во время перевозки должны быть уложены вентилями в одну сторону.
Разрешается перевозка баллонов в специальных контейнерах, а также без контейнеров в вертикальном положении обязательно с прокладками между ними и ограждением от возможного падения.
Перевозка баллонов, наполненных газом, по дорогам общего пользования автомобильным (железнодорожным) транспортом не относится к деятельности в области промышленной безопасности и осуществляется в соответствии с требованиями иных нормативных правовых актов и международных соглашений, действующих на территории Российской Федерации.
539. Транспортирование и хранение баллонов должны производиться с навернутыми колпаками, если конструкцией баллона не предусмотрена иная защита запорного органа баллона.
Хранение наполненных баллонов до выдачи их потребителям допускается без предохранительных колпаков.
540. При эксплуатации, наполнении, хранении и транспортировании баллонов, изготовленных из металлокомпозитных и композитных материалов, должны быть выполнены дополнительные требования, установленные разработчиком проекта и (или) изготовителем баллона и указанные в руководстве (инструкции) по эксплуатации и иной документации изготовителя.
Источник

В этой статье мы разберемся что такое плазменная сварка сосудов и проведем ее сравнение с популярной TIG-сваркой. Для начала обратимся к истокам. Львиную долю продукции предприятий химического машиностроения и производителей оборудования для пищевой промышленности в том или ином виде составляют сосуды, работающие под давлением. К материалам, используемых для производства данных конструкций, часто предъявляются повышенные требования к коррозионной стойкости, часто при наличии агрессивных сред. В то же время вещества, что находятся в подобных сосудах, могут иметь рабочий диапазон температур от 200 до 600 °С.
Подбор подходящей стали
Исходя из таких требований, наиболее оптимальным является применение в качестве основного материала сосуда коррозионостойких хромоникелевых сталей аустенитного класса. На постсоветском пространстве наиболее распространенной маркой стали является 12Х18Н10Т, которая в западных странах более известна как AISI 304.
Сварка сталей аустенитного класса, как известно, может быть связана с определенными трудностями: при использовании неподходящей схемы нагрева способа сварки, возможно образование холодных (кристаллизационных) трещин. Также большой проблемой может быть выгорание легирующих элементов (хрома и никеля), что приводит к снижению коррозионной стойкости. Если срок эксплуатации конструкции более 20 лет, то выгорание легирующих элементов может привести к межкристаллитной коррозии через десятилетия после отгрузки с завода.
Требования к сварному шву
Исходя из всех вышеизложенных особенностей, способ сварки должен обеспечивать: высокие механические характеристики (как следствие, мелкозернистую структуру металла), отсутствие выгорания легирующих элементов. Также при изготовлении оборудования для пищевой отрасли есть специфические требования к геометрическим размерам сварного шва – обратный валик должен быть минимальным или отсутствовать. Это связано с тем, что процесс сварки обычно производится с внешней стороны сосуда, и как следствие, обратный валик находится внутри сосуда. В случае, если валик имеет большую высоту, пищевые продукты в небольших количествах могут сосредотачиваться и задерживаться возле него. В последствии, при промывке этой емкости, пищевые продукты в данном месте почти не удаляются, и по окончании своего срока годности, могут испортить уже новые загружаемые продукты.
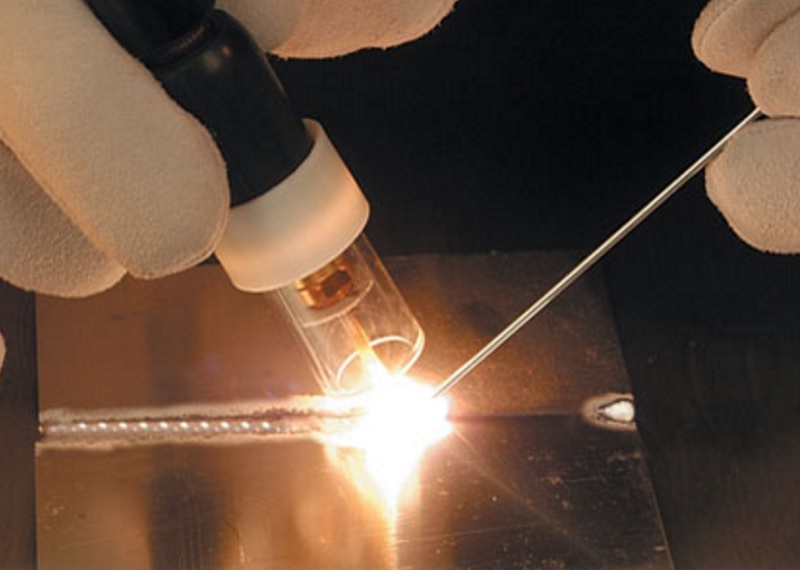
Именно для обеспечения этих требований используют TIG Cold Wire – способ сварки (сварка неплавящимся способом с подачей присадочной проволоки — ИНп). Сварка этим способом позволяет обеспечить сварному шву оптимальный обратный валик, способствует минимизации выгорания легирующих элементов. Также с присадочной проволокой возможно введение дополнительных элементов-аустенизаторов структуры стали. Но у способа есть и недостатки: скорость сварки в таком случае достаточно низкая: 150-300 мм/мин, а из-за «мягкости» режима (соотношения вложенной энергии в объем металла и времени ее воздействия на него) размер зерен становиться большим (т. н. «крупнозернистая» структура), что несколько снижает механические характеристики сварного шва.
Плазменная сварка сосудов
В последнее время большое распространение плазменная сварка – способ, в котором источником тепла для процесса является плазменная дуга. Она позволяет нивелировать вышеизложенные недостатки ИНп способа сварки.
Основной технологической особенностью плазменной сварки является феномен, названный впоследствии процессом сварки «в замочную скважину» (англ. Key hole welding). Весь феномен состоит в том, что во время сварки поток плазменной дуги изначально образует в свариваемой заготовке сквозное отверстие, вокруг которого находится расплавленный металл. При последующем перемещении плазменной дуги расплавленный метал, который находится позади нее, под действием различных сил смыкается и образовывает единую сварочную ванну.
Сильные стороны
Аппараты для плазменной сварки имеют ряд полезных свойств и особенностей:
1. Обеспечение полного проплавления заготовок до 8 мм без разделки кромок, за один проход:

а) Плазменная сварка стали 12Х18Н10Т толщиной 8 мм, один проход без разделки

б) TIG- сварка стали 12Х18Н10Т толщиной 8 мм, четыре прохода с разделкой:
- угол раскрытия кромок 60°, притупление 3 мм.
2. Наличие значительно меньших остаточных деформаций вследствие меньшего тепловложения в заготовку
3. Большая производительность сварки
4. Плазменная сварка сосудов обеспечивает более высокие механические характеристики соединений, так как образовывает более мелкозернистую структуру.

Источник