
Термообработка сварных швов сосудов

Версия для печати
09 Ноября 2017 г.

Наши заказчики часто спрашивают нас, какие есть способы продления срока службы резервуаров различного назначения, используемых как с нейтральными рабочими средами, так и с агрессивными на химических и нефтяных предприятиях.
Все производимые на Заводе изделия имеют стандартные сроки службы от 10 до 20 лет в зависимости от стали, из которой изготовлена емкость, и условий эксплуатации (температурный режим, давление, свойства рабочей среды и т.д.).
Увеличить срок эксплуатации оборудования позволяет соблюдение правил эксплуатации, проведение регулярных технических обслуживаний и осмотров.
С нашей стороны мы предлагаем термообработку емкостей и сосудов различного назначения. Например, типовые подземные резервуары имеют пятилетний срок службы. Но если их подвергнуть термообработке, срок службы увеличивается до 20-30 лет.
Что же это такое – термическая обработка резервуаров? Для чего она нужна?
 Термообработка – это нагрев и охлаждение металла и сплавов для увеличения прочности, жесткости, твердости и износостойкости изделий в тяжелых эксплуатационных условиях. Применяемые для производства резервуаров марки стали зачастую не обладают необходимыми характеристиками, например, для хранения агрессивных жидкостей, щелочей и кислот. Изменить химический состав уже поставленного на Завод листового металлопроката невозможно. Зато можно улучшить качественные показатели, скорректировать и добиться нужных механических и физических характеристик при помощи термической обработки. За счет этого убирается внутреннее напряжение металлов и различных сплавов.
Термообработка – это нагрев и охлаждение металла и сплавов для увеличения прочности, жесткости, твердости и износостойкости изделий в тяжелых эксплуатационных условиях. Применяемые для производства резервуаров марки стали зачастую не обладают необходимыми характеристиками, например, для хранения агрессивных жидкостей, щелочей и кислот. Изменить химический состав уже поставленного на Завод листового металлопроката невозможно. Зато можно улучшить качественные показатели, скорректировать и добиться нужных механических и физических характеристик при помощи термической обработки. За счет этого убирается внутреннее напряжение металлов и различных сплавов.
Применение различных режимов термообработки позволяет получать на выходе металлоконструкции, обладающие различными механическими свойствами в зависимости от условий их дальнейшей эксплуатации. Благодаря различной температуре нагрева, его продолжительности и последующего охлаждения достигаются такие параметры, которые необходимы Заказчику.
Термообработке подвергается как непосредственно весь корпус целиком, стенки и днища, так и сварные соединения (локально), так как именно в сварных швах происходит максимальное изменение структуры металла.
Режимы термообработки сталей и сплавов
С разными металлами и сплавами и для придания им необходимых свойств в промышленности используются различные режимы: отжиг, закалка, отпуск и нормализация.
В процессе отжига осуществляется нагрев изделия при температуре до +900°С в течение до 2-х часов и последовательное его медленное охлаждение на разных скоростях в промышленных печах.
Процесс закалки заключается в нагреве выше критической температуры того металла, из которого сделано изделие. Максимальная температура закалки – +1300°С. Металлоконструкции выдерживаются при критической температуре, а затем резко охлаждаются в печи.
В результате закалки структура закаленной стали получается неравновесной, поэтому по окончании закалки проводится отпуск, характеризующийся нагревом до +650°С и последующим его медленным охлаждением. Отпуск приводит к снижению остаточных напряжений, повышению вязкости стали, уменьшению ее твердости и хрупкости.
Процесс охлаждения стали на воздухе после отжига называется нормализацией.
Виды термообработки резервуаров: печная и внепечная термическая обработка
Оба вида позволяют достичь одинаковые цели и отличаются лишь способом проведения.
Так, печная термическая обработка осуществляется в заводских условиях, где имеются промышленные печи (вакуумные, шахтные, дуговые, камерные, с выкатным поддоном и др.) и теплогенераторные агрегаты большого объема, внутрь которых помещается готовое изделие. Способ нагрева может быть разным в зависимости от источника тепла. Так, наиболее распространенными являются газовые и электрические печи. Газовые печи позволяют обрабатывать металлоконструкции размерами до 4000х4000х14 000 мм. В электропечах проводится термобработка деталей размерами до 4000х850х4000 мм.
Внепечная термообработка – это так называемая “выездная” услуга и проводится на месте эксплуатации оборудования. В процессе такого способа осуществляется нагрев внутреннего объема сосуда за счет подачи внутрь емкости продуктов сгорания топлива, сжигаемого в специальных теплогенерирующих устройствах. Также существуют электрические теплогенерирующие устройства, в которых тепловая энергия образуется из электрической.
Для уменьшения теплопотерь через корпус термообрабатываемого изделия, оно теплоизолируется с внутренней стороны (печная термообработка) или с внешней (внепечная термообработка). Теплоизоляция выполняется из специальных материалов, выдерживающих температуру до +1300°С.
Криогенная обработка металлоконструкций
Данный вид воздействия на металл является перспективным направлением в металлургии и машиностроении.
Получение необходимых показателей сталей и сплавов при криогенной обработке достигается за счет низкотемпературного воздействия путем охлаждения изделий до температуры жидкого азота (-196°С) и их выдержкой в течение 24-36 часов.
В результате криообработки емкостей повышается их коррозионная, эрозионная и абразивная износостойкость, а также улучшаются механические свойства материала.
Результаты термической обработки резервуаров и емкостей
Таким образом, термообработка изготавливаемых на нашем Заводе резервуаров и емкостей:
- улучшает эксплуатационные и механические показатели поставляемых металлоконструкций
- снижает вероятность хрупкого разрушения сосудов в результате остаточной деформации металла и изменения структуры металла в местах выполнения сварных монтажных швов
- увеличивает межремонтный цикл резервуаров и емкостей
- уменьшает массу готовых изделий
- повышает надежность и долговечность эксплуатации оборудования
- повышает сопротивляемость металлоконструкций химическому и механическому воздействию
Для получения подробной информации о способах печной и внепечной термообработки, а также преимуществах термически обработанных резервуаров и емкостей, звоните на Завод по телефонам:
- 8-800-555-9480
- 8(8452)250-288 (для Саратова и области).
Источник
Помимо подготовительных действий, рабочего процесса и контроля качества существуют дополнительные этапы, которые просто обязательны в условиях крупномасштабного производства. Существуют отрасли, где качество сварных швов играет очень большую роль, и каждая ошибка может стоит дорого. На первый план выходит защита сварных швов от коррозии. Также нужно защитить сварочный шов от преждевременного разрушения.

Чтобы достичь наилучшего качества составляются подробные чертежи, подбираются оптимальные комплектующие и работа поручается настоящим профессионалам. Но есть еще один действенный способ — обработка сварного соединения. Существует несколько типов обработки, в этой статье мы поговорим о термической.
Общая информация
Термическая обработка сварных соединений — это метод обработки швов, основанный на применении высоких температур. Благодаря термообработке осуществляется защита сварных швов от коррозии, снижается вероятность появления трещин, улучшаются механические свойства шва, повышается жароустойчивость. Этот метод можно сравнить с обжигом глины, которая приобретает особые свойства благодаря высоким температурам.
Термообработке подвергается только сварной шов или также прилегающая к нему область. Сварное соединение нагревается до определенной температуры и выдерживается в нагретом состоянии определенное количество времени, затем охлаждается. Для процесса обработки используется специальная установка для термообработки сварных швов или отдельные приспособления, о которых мы поговорим позже.
 Фото взято с сайта rem-teh.ru
Фото взято с сайта rem-teh.ru
Существует несколько методов термообработки. Все они отличаются температурой, используемой для нагрева шва. Температура нагрева может быть от 650 до 1125 градусов по Цельсию, выбирается в зависимости от типа стали и свойств, которые должна получить сталь. Детали могут прогревать от 1 до 5 часов. Затем металл охлаждается естественным путем, без применения дополнительных методов.
В результате улучшается пластичность и ударная вязкость сварного соединения, улучшаются механические свойства, снижается остаточное напряжение от сварки. Зачастую необходима термообработка сварных соединений технологических трубопроводов. Поскольку именно трубы формируют важнейшие узлы. Они должны быть прочными и долговечными.
Методы нагрева швов
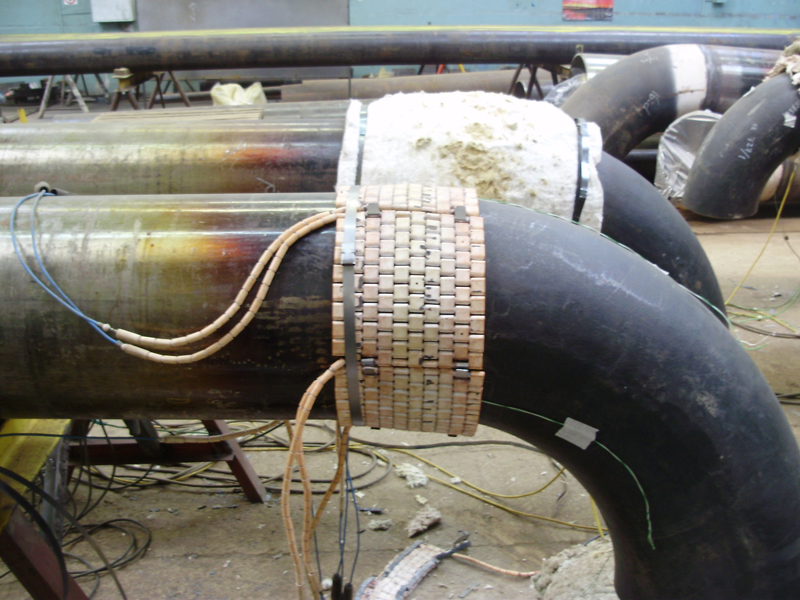
Сварочные швы и соединения могут нагреваться несколькими способами. Среди наиболее распространенных можно выделить специальные гибкие нагревательные изделия, муфельные печи, индукционные и газопламенные приспособления.

Метод нагрева шва выбирается исходя из возможности установки дополнительного оборудования, доступа к трубам, диаметра детали и прочих субъективных факторов. Проще говоря, выбор метода нагрева не регламентируется нормами и правилами. Самое главное — нагревательные приспособления должны беспрепятственно монтироваться на деталь, весить немного и осуществлять равномерный нагрев, без перепадов температур. Такая обработка называется локальной или местной.
Локальная термообработка с помощью гибких нагревательных элементов — это самый простой и недорогой способ обработки шва. Ранее такие нагреватели выпускал завод «Минмонтажспецстрой», сейчас этим занимается «Корпорация Монтажспецстрой». Такие элементы легко подстраиваются под диаметр трубы и их монтаж не вызывает трудностей.
Также используются муфельные печи. Они вполне эффективны при работе с трубами небольшого диаметра. Но здесь есть один нюанс: чтобы прогрев был равномерным нужно устанавливать печь так, чтобы ее ось вращения не совпадала с геометрической осью.
Индукционные приспособления также довольно распространены. Они недорогие и эффективные. Широко применяются при нагреве швов как раз на трубах. В качестве нагревательного элемента здесь выступают многожильные медные кабели, которые охлаждаются с помощью воздуха. При нагреве шва труб нужно оставить небольшой зазор между самой трубой и кабелями. Такая установка для термообработки сварных швов позволяет прогреть соединения равномерно и быстро. Ниже представлена таблица с характеристиками индукторов.

Газопламенный метод нагрева предполагает использование многопламенных газовых горелок. Принцип работы такой специальной горелки ничем не отличается от обычной бытовой зажигалки, разве что каналов выхода пламени в десять раз больше. Здесь пламя образуется при сгорании кислорода и горючего газа. Газопламенный метод хорош в труднодоступных местах, но может занимать больше времени.
Технология термообработки
При проведении термической обработки учитывается длина шва, соблюдается равномерность прогрева соединения и прилегающих областей, выбирается подходящая скорость и температура нагрева, устанавливается время продолжительности нагрева (также называется выдержкой) и устанавливается скорость охлаждения.
Термообработка сварных швов трубопроводов начинается с того, что шов изолируют с помощью теплоизоляционного материала. Например, при применении газопламенной горелки шов обматывается слоем листового асбеста толщиной 2-3 сантиметра. Только затем происходит монтаж самой горелки. Тот же принцип и при сварке индукционными приспособлениями или нагревательными элементами.
Чтобы сварные швы не теряли тепло изоляционные материалы должны быть прочными и теплостойкими одновременно. При этом они должны иметь малый вес, легко изгибаться. В таблице ниже описаны основные теплоизоляционные материалы, применяемые при термообработке. Также указана из температурная область.

Обработка сварного шва доверяется только специалистам. Специалист проходит предварительное обучение и только после этого приступает к работе. При этом процессом должен руководить старший мастер. Специалист обязан не только правильно подобрать и установить нагревательное оборудование, но еще и проверить, насколько хорошо слесари подготовили металл.Термообработка сварных швов трубопроводов не начнется без тщательной подготовки.
После обработки можно осуществить термоотдых. Пусть деталь остынет. Затем производится шлифовка сварных швов болгаркой. Зачистка сварного шва после сварки необходима для удаления ненужных включений, образовавшихся при сварке. Например, шлака.
Вместо заключения
Термообработка сварных соединений технологических трубопроводов — обязательный этап, если качество шва стоит на первом месте. С помощью обработки возможна полная защита сварных швов от коррозии, трещин и разлома. Это простой, но вместе с тем эффективный метод. С помощью современных приспособлений можно быстро и равномерно обработать сварной шов. Делитесь этой статьей в социальных сетях и оставляйте комментарии к этой статье. Желаем удачи в работе!
[Всего: 1 Средний: 5/5]
Источник
На чтение 4 мин.
При крупномасштабном изготовлении металлических конструкций и соединении трубопроводов проводится дополнительная обработка, про которую забывают начинающие сварщики. К одному из таких технологических процессов относится термообработка сварных швов. Оно позволяет улучшить характеристики готового крепления, продлить срок его эксплуатации.
 Термообработка сварных швов
Термообработка сварных швов
Суть и назначение процесса
Термообработка после сварки нужна для того чтобы улучшить ухудшившиеся характеристики материала при скреплении. К ним относятся:
- Изменение параметров металла из-за перегрева. При использовании сварочного оборудования детали нагреваются до 5000 градусов. Появляются крупные зёрна металла, что приводит к ухудшению показателя пластичности.
- Вокруг готового шва образуется место закалки. Эта область не устойчива для ударов.
- Удалённые области обладают малым показателем прочности. Связано это с кратковременным сильным нагревом.
Главный недостаток, который образуется на соединенной конструкции после сварки — внутренние напряжения. Это приводит к деформации изделия при эксплуатации. Остаточное напряжение становится причиной разрушения соединений из-за чего трубопроводы, металлоконструкции приходят в негодность.
Тепловая обработка проводится при температуре до 1000 градусов по Цельсию. Состоит технологический процесс из трёх этапов:
- С помощью специального оборудования происходит равномерный прогрев в области шва. Это изменяет механические свойства материала.
- Сохранение рабочей температуры на определённый промежуток времени. Длительность зависит от того, насколько нужно изменить свойства и структуру материала.
- Последним этапом является охлаждение. Температура должна опускаться равномерно, чтобы добиться повышения пластичности и ударной вязкости.
Термообработка после сварки позволяет снять остаточные напряжения, выровнять металлическую структуру, избавиться от крупных зёрен.
Виды термообработки
Термообработка сварных соединений может проводиться несколькими способами. К наиболее эффективным относятся:
- Нагревание деталей до сваривания. Применяется при работе с низкоуглеродистыми сталями. Сварщик нагревает рабочие поверхности до 200 градусов. После сваривания конструкция должна остыть при комнатной температуре.
- Отпуск металла. Подразумевает под собой нагрев деталей до критических температур. Заготовки выдерживаются в таком режиме до 5 часов. Затем материал медленно охлаждается.
- Термический отдых. Заготовки разогреваются до 300 градусов. При такой температуре они выдерживается до трех часов. Постепенно остаточные нагрузки исчезают, шов становится прочнее.
- Нормализация. Проводится для уменьшения крупных зёрен структуры материала, увеличения показателей прочности.
- Аустенизация. Перед сваркой детали разогревают до 1100 градусов. Выдержка при такой температуре составляет 90 минут. Процесс охлаждения происходит на свежем воздухе. Механические свойства улучшаются, остаточное напряжение исчезает.
- Стабилизирующий отжиг. Готовый шов нагревают до 800 градусов. На протяжении трех часов температура поддерживается на одном уровне. Снижается риск образования ржавчины.
Метод термической обработки зависит от используемого материала.
 Применение нагревательных элементов
Применение нагревательных элементов
Виды оборудования
Для проведения термической обработки используют определённое оборудование. Его выбор зависит от металла, толщины заготовок, возможностей сварщика. К нему относятся:
- Индукционные установки. Представляют собой аппараты, которые вырабатывают высокочастотное напряжение. Дополнительно на установке закрепляется нагревательный провод. Его другой конец обматывается вокруг шва. Важно оставлять между витками по 2,5 см.
- Радиационное оборудование. Для разогревания области вокруг креплений и самого соединения используются нихромовые провода. На них подаётся напряжение, которое способствует нагреванию рабочей поверхности.
- Газопламенное оборудование. Простой способ нагрева рабочих поверхностей. Для этого применяются газовые горелки, к которым подключается ацетилен, кислород. Чтобы увеличить зону прогрева, на горелку закрепляется широкий мундштук.
Прежде чем начинать использовать то или иное оборудование нужно изучить особенности работы с ним. Применение нагревательных машин требует определённых навыков.
Технология термообработки
Помимо изучения технологии сварки, нужно знать способы обработки швов. Этапы проведения термической обработки зависят от выбранного оборудования, используемого для соединения материала, его толщины. Сварщику необходимо равномерно прогреть область соединения.
Пошаговая термическая обработка соединений
Термическая обработка сварных швов должна происходить в определённой последовательности. Проведение работ:
- Нагреваемое место покрывается теплоизолирующим материалом.
- Сверху закрепляются нихромовые провода, через которые будет идти ток.
- С помощью напряжения задаётся температура нагрева.
Нагревательные элементы снимаются с места соединения. Поверхность освобождается от лишнего материала.
Термообработка сварных швов считается необходимым технологическим процессом для улучшения механических показателей соединённой конструкции. Без дополнительного нагревания остается внутреннее напряжение, которое может привести к разрушению соединения.
Источник
При сварке структура металла шва и прилегающей зоны под действием высокой температуры изменяется. Это может привести к преждевременному разрушению деталей. Для устранения негативных последствий сильного нагрева после наложения швов выполняют термообработку сварных соединений.
Для чего нужна термообработка
При сварке в зоне нагрева происходят негативные изменения кристаллической решетки и свойств металла:
- Из-за перегрева в месте горения дуги структура становится крупнозернистой, что приводит к снижению пластичности. Процесс сопровождается выгоранием марганца и кремния, что также способствует преобразованию структуры. После остывания шов становится жестким, склонным к образованию трещин при изменении нагрузки во время эксплуатации. Например, к сварным соединениям технологических трубопроводов прилагаются дополнительные воздействия, возникающие при температурном расширении/сжатии.
- В зоне возле сварного соединения металл нагревается до температуры достаточной для закалки. Поэтому происходит снижение пластичности и стойкости к ударным нагрузкам.
- На более удаленных участках с умеренным нагревом происходит разупрочнение металла, но пластичность остается на прежнем уровне.
- Из-за неравномерности нагрева происходит образование внутренних напряжений, приводящих к деформации деталей с образованием трещин.
После проведения термообработки сварных швов и прилегающих участков восстанавливается структура и характеристики металла по прочности, пластичности, коррозионной стойкости. Термическую обработку сварных соединений для снятия напряжений в обязательном порядке выполняют при монтаже объемных конструкций из тонкостенного металла.
Термообработка защищает сварной шов от коррозии и улучшает механические свойства.
Особенности проведения
Термообработку выполняют поэтапно:
- нагревают только шов или вместе с участками возле него;
- поддерживают температуру в течение определенного времени;
- планомерно охлаждают до температуры окружающей среды.

Температура термообработки зависит от выполняемых задач
В зависимости от решаемых задач термообработку после сварки выполняют при температуре от 600 до 1100⁰C. Разработано несколько методов обработки с разными графиками нагревания, временем выдерживания, охлаждения. Способ и оборудование выбирают в зависимости от марки металла, толщины и конфигурации деталей.
Термообработке должны подвергаться сварные швы трубопроводов большой протяженности, соединения на грузоподъемных механизмах, сосуды и емкости, работающие под давлением. Процедуру нельзя откладывать на срок больше трех суток. Для повышения стойкости к коррозии термообработку проводят сразу после завершения сварки.
Из достоинств отмечают:
- увеличение надежности и долговечности сварных соединений;
- возможность улучшения нужных параметров.
К недостаткам термообработки относят:
- Невозможность исправления брака при нарушении технологии термообработки. Соединение придется заново переваривать.
- Большую цену и габариты оборудования.
- Для выполнения термообработки нужен квалифицированный персонал.
- Повышенный расход энергоресурсов.
Продолжительность процесса
Длительность термической обработки сварных соединений зависит от вида и толщины металла. Хромомолибденовые марки стали и ее сплавы с включением ванадия нагревают радиационным или индукционным способом. Длительность процесса определяют по таблице:
| Толщина, см | Радиационный, минуты | Индукционный, минуты |
|---|---|---|
| До 2.0 | 40 | 25 |
| 2.1 — 2.5 | 70 | 40 |
| 2.6 — 3.0 | 100 | 40 |
| 3.1 — 3.5 | 120 | 60 |
| 3.6 — 4.5 | 140 | 70 |
| 4.6 — 6.0 | 160 | 90 |
| 6.1 — 8.0 | 160 | 110 |
| 8.1 — 10 | 1600 | 140 |
Перед нагревом сварной шов очищают от шлака. Индукционным способом процедура выполняется быстрее, но расход электроэнергии больше.
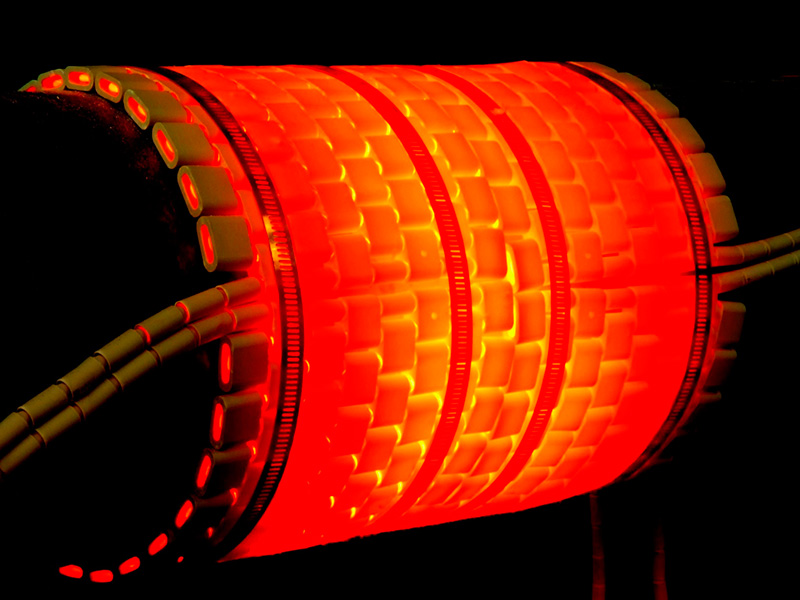
Процесс нагрева при темрической обработке
Важно!
Длительность термической обработки сварных соединений зависит от вида и толщины металла.
Применяемое оборудование
Для термической обработки сварных швов применяют следующие виды оборудования:
- Индукционное. Принцип работы основан на нагреве металла вихревыми токами, создаваемыми индукционной катушкой (индуктором), подключенной к высокочастотному генератору. Нагреваемый участок предварительно накрывают асбестом. Поверх него гибким проводом наматывают витки катушки с шагом 2,5 см на расстоянии 25 см по обе стороны от стыка. В качестве индуктора также используют накладки с расположенными внутри проводами. Технология обеспечивает быстрый, равномерный нагрев участка соединения независимо от положения деталей.
- Радиационное. Нагрев осуществляется теплом от проводов из нихрома, по которым проходит электроток. Гибкие нагревательные элементы удобны для обработки соединений сложной формы. Радиационное оборудование эффективней индукционного при работе с металлами с низкими электромагнитными характеристиками.
- Газовое выгодно для применения, так как не нуждается в электроэнергии. Однако на нагрев уходит много времени. Поэтому оборудование используют на небольших конструкциях. Для обеспечения равномерного прогрева соединения работу выполняют двумя многопламенными ацетиленовыми горелками одновременно с обеих сторон.
- Для работы с деталями небольшого размера применяют муфельные печи. Их также используют на трубопроводах малого диаметра.
Виды термической обработки
Способ термообработки сварного шва выбирают в зависимости от поставленной цели:
- После термического отдыха уменьшается остаточное напряжение и количество водорода внутри шва. Процесс проводят при температуре до 300⁰C с выдержкой в течение 1,5 — 2 часов. Этим способом обрабатывают сварные соединения на толстостенных конструкциях, когда нет возможности применить другие виды.
- Отпуском за счет разрушения закалочных структур добиваются уменьшения напряжения на 90%, увеличения пластичности и стойкости к ударным нагрузкам. Нагрев до 600 — 700⁰C, выдержка до 3 часов. Метод применяют на перлитных сталях.
- Нормализацию выполняют при 800⁰C с выдержкой 20 — 40 минут на тонкостенных деталях. После завершения процесса структура становится мелкозернистой и однородной.
- Аустенизацию проводят на высоколегированных видах стали для снятия напряжений и восстановления пластичности. Нагрев до 1100⁰C, двухчасовая выдержка с последующим естественным охлаждением.
- Для отжига после сварки термообработку выполнят при 970⁰C с выдержкой в течение 3 часов и остыванием в естественных условиях. Используют при работе с высоколегированными сталями для улучшения стойкости к коррозии.
Температуру контролируют по изменению цвета меток, нанесенных на поверхность деталей термокарандашом или термокраской. Однако точность измерения этим способом невысока, поэтому чаще пользуются пирометрами и тепловизорами. Они могут быть ручными или встроенными в системы автоматического поддержания температуры на заданном уровне.
Если к качеству сварных соединений предъявляются высокие требования, выполнение термообработки обязательно. После ее проведения на швах не появятся трещины, разломы, коррозия. При использовании современного оборудования термообработка не займет много времени.
Источник