
Требования к установке сосудов

64. Сосуды должны быть установлены на открытых площадках в местах, исключающих скопление людей, или в отдельно стоящих зданиях.
Воздухосборники или газосборники должны быть установлены на фундамент вне здания питающего источника. Место их установки должно иметь ограждение.
Расстояние между воздухосборниками должно быть не менее 1,5 метра, а между воздухосборником и стеной здания – не менее 1 метра. Расстояние между газосборниками определяет проектная организация.
Ограждение воздухосборника должно находиться на расстоянии не менее 2 метров от воздухосборника в сторону проезда или прохода.
При установке сосудов со взрывопожароопасными средами на производственных площадках организаций, а также на объектах, расположенных (в обоснованных случаях) на территории населенных пунктов (автомобильные газозаправочные станции), должно быть обеспечено соблюдение безопасных расстояний размещения сосудов от зданий и сооружений, установленных проектом с учетом радиуса опасной зоны в случае аварийной разгерметизации сосуда и требований пожарной безопасности.
65. Допускается установка сосудов:
а) в помещениях, примыкающих к производственным зданиям, при условии отделения их капитальной стеной, конструктивная прочность которой определена проектной документацией с учетом максимально возможной нагрузки, которая может возникнуть при разрушении (аварии) сосудов;
б) в производственных помещениях, включая помещения котельных и тепловых электростанций, в случаях, предусмотренных проектом с учетом норм проектирования данных объектов в отношении сосудов, для которых по условиям технологического процесса или условиями эксплуатации невозможна их установка вне производственных помещений;
в) с заглублением в грунт при условии обеспечения доступа к арматуре и защиты стенок сосуда от коррозии.
66. Не разрешается установка в жилых, общественных и бытовых зданиях, а также в примыкающих к ним помещениях, сосудов, подлежащих учету в территориальных органах Ростехнадзора или иных федеральных органах исполнительной власти в области промышленной безопасности, которым в соответствии с федеральными законами или нормативными правовыми актами Президента Российской Федерации и Правительства Российской Федерации предоставлено право осуществлять отдельные функции нормативно-правового регулирования, специальные разрешительные, контрольные или надзорные функции в области промышленной безопасности (далее – федеральные органы исполнительной власти в области промышленной безопасности).
67. Установка сосудов должна исключать возможность их опрокидывания.
68. Запорная и запорно-регулирующая арматура должна быть установлена на штуцерах, непосредственно присоединенных к сосуду, или на трубопроводах, подводящих к сосуду и отводящих из него рабочую среду. При последовательном соединении нескольких сосудов установку арматуры между ними осуществляют в случаях, определенных проектной документацией.
Количество, тип применяемой арматуры и места ее установки должны соответствовать проектной документации сосуда, исходя из конкретных условий эксплуатации.
На линии подвода рабочей среды, отнесенной к группе 1 в соответствии с ТР ТС 032/2013, к сосудам, а также на линии подвода рабочей среды к испарителям с огневым или газовым обогревом, должен быть установлен обратный клапан, автоматически закрывающийся давлением из сосуда. Обратный клапан должен устанавливаться между насосом (компрессором) и запорной арматурой сосуда. Действие настоящего пункта не распространяется на сосуды со сжиженным природным газом.
Источник
Установка сосудов. Сосуды должны устанавливаться на открытых площадках в местах, исключающих скопление людей, или в отдельно стоящих зданиях.
Допускается установка: 1) в помещениях, примыкающих к производственным зданиям, при условии отделения их от здания капитальной стеной; 2)в производственных помещениях в случаях, предусмотренных отраслевыми правилами безопасности; 3) с заглублением в грунт при условии обеспечения доступа к арматуре и защиты стенок сосуда от коррозии.
Не разрешается размещение регистрируемых в органах Ростехнадзора сосудов в жилых, общественных и бытовых и бытовых зданиях, а также в примыкающих к ним помещениях.
Все сосуды, на которые распространяются Правила, до пуска их в работу должны пройти регистрацию. Она осуществляется либо в органах Ростехнадзора, либо самой эксплуатирующей организацией. Не подлежат регистрации в органах Ростехнадзора:
- 1) 1) Сосуды 1-й группы (,работающие при температуре стенки не выше С, у которых произведение давления в МПа (кгс/см2) на вместимость в м3 (л) не превышает 0,05(500), а также сосуды 2-, 3-, 4-й групп, работающие при указанной выше температуре, у которых это произведение не превышает 0,1 (10000);
- 2) 2) бочки для перевозки сжиженных газов, баллоны вместимостью до 100л включительно;
- 3) 3) сосуды для хранения или транспортировки сжиженных газов, жидкостей и сыпучих тел, находящихся под давлением периодически
- 4) при их опорожнении;
- 4) сосуды со сжатыми и сжиженными газами, предназначенные для обеспечения топливом двигателей транспортных средств, на которых они установлены;
- 5) сосуды, установленные в подземных горных выработках;
- 6) некоторые другие сосуды специального назначения, перечисленные в Правилах.
Регистрация сосуда осуществляется на основании письменного заявления владельца сосуда с представлением: 1) паспорта сосуда;
- 2)удостоверения о качестве монтажа (составляется монтажной организацией);
- 3) схемы включения сосуда с указанием источника давления, параметров рабочей среды, арматуры, контрольно-измерительных приборов, предохранительных устройств, схема должна быть утверждена руководством организации;
- 4)паспорта предохранительного клапана с расчетом его пропускной способности.
Орган Ростехнадзора должен в течении пяти дней рассмотреть представленную документацию и при соответствии её Правилам поставить в паспорт сосуда штамп о регистрации, опломбировать документы и возвратить их владельцу.
Техническое освидетельствование. Техническое освидетельствование (ТО) сосудов проводится после монтажа до пуска в работу, периодически в процессе эксплуатации, а в необходимых случаях проводятся м внеочередные ТО. Объем, методы, периодичность ТО должны быть указаны в инструкции по монтажу и эксплуатации сосуда. Если подобные указания отсутствуют, то ТО должны проводится в соответствии с Правилами (табл.1 и 2).Из этих таблиц следует, что ТО включает наружный и внутренний осмотры сосудов и гидравлической испытание.
ТО сосудов, не регистрируемых в органах Ростехнадзора, проводится лицом, ответственным по надзору за исправным состоянием и безопасной эксплуатацией сосудов. Первичное и внеочередное ТО сосудов, регистрируемых в органах Ростехадзора, а также периодическое ТО таких сосудов, содержащих взрывопожарные вещества и вещества 1-го и 2-го классов опасности по ГОСТ 12.1.007, проводится инспектором Гостехнадзора. Периодическое ТО сосудов, регистрируемых в органах Ростехнадзора, но не содержащих указанных веществ, проводится специалистом организации, имеющей разрешение органов Ростехнадора на выполнение этих работ.
Цель наружного и внутреннего осмотров сосудов – проверка правильности установки и оборудования сосудов, отсутствия повреждений, определение возможности дальнейшей работы. Гидравлическое испытание имеет целью проверку прочности элементов сосуда и плотности соединений. При этом сосуды должны испытываться вместе с установленной на них арматурой.
Таблица 1 Периодичность ТО сосудов, находящихся в эксплуатации и не подлежащих регистрации в органах Ростехнадзора.
Наименование | Наружный и внутренний осмотры | Гидравлическое испытание пробным давлением |
|
|
|
Таблица 2 Периодичность ТО сосудов, зарегистрированных в органах Ростехнадзора России
наименование | Ответственным по надзору | Специалистом организации, имеющей разрешение органов Госгортехнадзора России | |
Наружный и внутренний осмотры | Наружный и внутренний осмотры | Гидравлическое испытание пробным давлением | |
Сосуды, работающие со средой, вызывающей разрушение и физико-химическое превращение материала со скоростью не более 0,1 мм/год То же со скоростью более 0,1мм/год Цистерны железнодорожные для транспортирования пропан-бутана и пентана; цистерны изолированные на основе вакуума Цистерны железнодорожные, предназначенные для перевозки аммиака Цистерны для сжиженных газов при скорости коррозии более 0,1мм/год Все остальные цистерны |
|
|
|
До начала внутреннего осмотра и гидравлического испытания сосуд должен быть остановлен, охлажден(или отогрет), отключен заглушками от всех трубопроводов, соединяющих сосуд с источником повышенного давления, освобожден от заполняющей его рабочей среды, включая в необходимых случаях специальную обработку- дегазацию, нейтрализацию сосуда. Гидравлическое испытание проводят только при удовлетворительных результатах наружного и внутреннего осмотров.
Внеочередное ТО сосудов проводят в следующих случаях:
- 1. При перерыве в работе более 12 мес.
- 2. После демонтажа и установки сосуда на новом месте
- 3. После реконструкции сварки или пайки
- 4. Перед наложением защитных покрытий на стенки сосуда
- 5. После обработки расчетного срока службы
- 6. После аварии сосуда по требованию инспектора Ростехнадзора или лица, ответственного по надзору за техническим состоянием и эксплуатацией сосудов.
Результаты ТО записываются в паспорт сосуда лицом, проводившим ТО, с указанием разрешительных параметров эксплуатации сосуда и сроков следующих освидетельствований. Если сосуд, признан годным для дальнейшей эксплуатации, то на нем на видном месте наносятся краской следующие сведения:
- 1. Регистрационный номер
- 2. Разрешенное давление
- 3. Число, месяц, год следующих наружного и внутреннего осмотров и гидравлического испытания.
Указанная информация может быть нанесена на специальную табличку размером не менее 200х150мм.
Если при ТО обнаружены дефекты, снижающие прочность сосуда то его эксплуатация может быть разрешена при пониженных параметрах (по давлению и температуре). Возможность такой эксплуатации должна быть подтверждена расчетом на прочность, представляемым владельцем. Должен быть проведен также проверочный расчет пропускной способности ПК.
В сложных случаях владелец сосуда должен представить заключение специализированной организации о возможности дальнейшей эксплуатации сосуда.
При периодических ТО гидравлические испытания проводят под пробным давлением, величина которого может определяться исходя из разрешенного давления для сосуда. Под пробным давление сосуд должен находиться 5мин, если отсутствуют другие указания завода-изготовителя.
Если гидравлическое испытание заменяется пневматическим, то вентиль на наполнительном трубопроводе от источника давления и манометры выводятся за пределы помещения, в котором находится испытываемый сосуд, а люди удаляются в безопасное место.
День проведения ТО устанавливается владельцем и согласовывается с лицом, осуществляющим освидетельствование. О предстоящем ТО владелец сосуда уведомляет это лицо не позднее чем за 5 дней. За своевременную и качественную подготовку сосуда к ТО ответственность несет владелец.
Органу Ростехнадзора предоставлено право в исключительных случаях продлевать установленные сроки ТО сосудо по обоснованному письменному ходатайству владельца с представлением заключения специализированной организации, подтверждающей удовлетворительное состояние сосуда.
Разрешение на ввод сосуда в эксплуатацию. Разрешение на ввод в эксплуатацию сосуда, регистрируемого в органах Ростехнадзора России, выдается инспектором после его регистрации на основании ТО и проверки организации обслуживания и надзора. При этом инспектор должен проконтролировать:
- 1. наличие и исправность арматуры, КИП и приборов безопасности
- 2. соответствие размещения сосуда правилами безопасности
- 3. правильность включения сосуда
- 4. наличие аттестованного обслуживающего персонала и специалистов
- 5. наличие должностных инструкций для ответственных лиц, инструкций по режиму работы и безопасному обслуживанию сосудов, производственных инструкций, инструкций по охране труда, сменных журналов и другой документации, предусмотренной Правилами.
Нерегистрируемые в органах Ростехнадзора сосуды допускаются к эксплуатации лицом, назначенным приказом по организации для осуществления надзора за техническим состоянием и эксплуатацией сосудов. Перед выдачей разрешения он должен провести котроль по тем же пунктам, что и инспектор Ростехнадзора.
Разрешение на ввод сосуда в эксплуатацию записывается в его паспорт. После этого на сосуд или на специальную табличку краской наносится информация.
Организация надзора за сосудами. В целях обеспечения содержания сосудов в исправном состоянии и их безопасной работы необходимо:
- 1) Назначить из числа ИТР, прошедших в установленном порядке проверку знаний Правил, ответственного за исправное состояние и безопасное действие сосудов и ответственного по надзору за техническим состоянием и эксплуатацией сосудов; при большом числе используемых сосудов ответственных по надзору может быть несколько;
- 2) Назначить необходимое количество лиц обслуживающего персонала, прошедших обучение и проверку знаний и имеющих удостоверения на право обслуживания сосудов;
- 3) Обеспечить проведение ТО, диагностики сосудов в установленные сроки,
- 4) Обеспечить требуемую периодичность обучения и проверки знаний руководящими работниками, специалистами и обслуживающим персоналом правил и инструкций, относящихся к организации безопасной эксплуатации сосудов;
- 5) Обеспечить специалистов Правилами, руководящими указаниями по безопасной эксплуатации сосудов, а персонал – инструкциями.
Ответственный по надзору за техническим состоянием и эксплуатацией сосудов осуществляет свою работу по плану, утверждённому руководством организации. В частности, он обязан: осматривать сосуды, проверять соблюдение установленных режимов эксплуатации; проводить ТО сосудов; контролировать ход подготовки и своевременность предъявления сосудов для ТО, вести книгу учета и освидетельствования сосудов (регистрируемых и не подлежащих регистрации).
Ответственным за исправное состояние и безопасное действие сосудов организации назначается ИТР, которому подчинен персонал, обслуживающий сосуды. Номер и дата приказа о назначении этого лица должны быть записаны в паспорт сосуда.
Ответственный за исправное состояние и безопасное действие сосудов должен обеспечить: содержание сосудов в исправном состоянии; обслуживание сосудов обученным и аттестованным персоналом; выполнение обслуживающим персоналом инструкций по режиму работы и безопасному обслуживанию сосудов. Он же обязан осматривать сосуды в установленные сроки ежедневно проверять записи в сменных журналах с росписью в нем, проводить работу с персоналом по повышению его квалификации, участвовать в ТО сосудов, хранить паспорта сосудов и инструкции по их монтажу и эксплуатации.
Источник
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
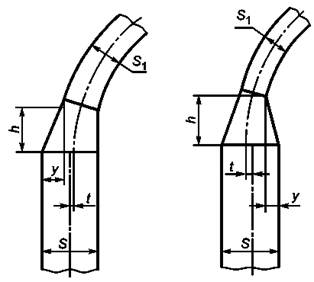
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
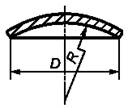
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
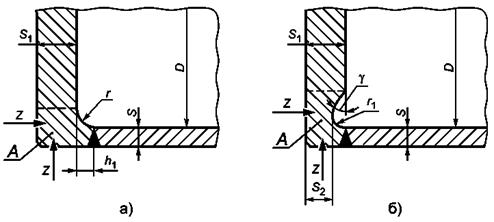
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник