
Требования к заполнению сосудов

Версия для печати
1 Общие положения
1.1 Раздел паспорта “Общие сведения”, разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 – владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью “Исправленному верить”, заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово “минус”. Не допускается проставлять математический знак (например: “+”, “-“, “<“, “>”, “=” и др.) без цифры, а также математический знак минус (“-“) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел “Содержание паспорта”
2.1.1 В графе “Наименование” перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе “Число листов/страниц” указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел “Общие сведения о сосуде”
В строке “Идентификационный (заводской) номер” следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 “Техническая характеристика и параметры”
2.3.1 В головке таблицы графу “Наименование частей сосуда” следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы “Наименование частей сосуда” должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке “Рабочее давление” указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке “Расчетное давление” указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке “Пробное давление” указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках “Рабочая температура” и “Расчетная температура стенки” указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” не заполняется.
2.3.7 Строка “Наименование рабочей среды” заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке “Характеристика рабочей среды” следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность (“Да” или “Нет”), пожароопасность (“Да” или “Нет”) среды.
2.3.9 Строка “Прибавка для компенсации коррозии (эрозии)” заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке “Вместимость” указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке “Максимальная масса заливаемой рабочей среды” указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке “Назначенный срок службы сосуда” указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу “Техническая характеристика и параметры” допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 “Сведения об основных частях сосуда”
2.4.1 Графа “Наименование частей сосуда” заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе “Число” указывается общее число одинаковых частей сосуда.
2.4.3 В графе “Размеры” указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе “Примечание” указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 “Данные о штуцерах, фланцах, крышках и крепежных изделиях”
2.5.1 В графе “Наименование” указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе “Число” указывается общее число однотипных деталей.
2.5.3 В графе “Размеры” следует указывать:
– для патрубка – наружный или внутренний диаметр и толщину стенки;
– для фланца – габаритные размеры и внутренний диаметр;
– для крышки – наружный диаметр и толщину;
– для укрепляющего кольца – наружный диаметр и толщину;
– для прокладки – наружный (внутренний) или средний диаметр и толщину;
– для крепежа – номинальный диаметр резьбы.
2.5.4 В графе “Материал” указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 “Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности”
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись “В объем поставки не входит”.
2.6.2 В графе “Наименование” указываются:
– для предохранительного клапана – наименование или условное обозначение по паспорту;
– для мембранного предохранительного устройства – наименование или тип по паспорту;
– для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. – наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе “Число” указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе “Место установки” указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе “Номинальный диаметр” для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе “Номинальное давление” для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе “Материал корпуса” указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 “Данные об основных материалах, применяемых при изготовлении сосуда”
2.7.1 В графе “Наименование элемента” указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов – данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 – обязательно.
2.8 Раздел 6 “Карта измерений корпуса сосуда”
2.8.1 В графе “Наименование элемента” указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
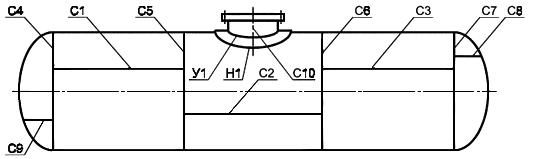
2.8.2 В графе “Номер эскиза” указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе “Номер сечения” указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе “Диаметр” указываются:
– номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
– допускаемое отклонение диаметра согласно требованиям НД;
– фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах “Овальность” и “Отклонение от прямолинейности” указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
– фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе “Смещение кромок сварных стыковых соединений” указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
– фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
2.9.1 В графе “Обозначение сварного шва” указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах “Способ выполнения соединения (сварка, пайка)”, “Вид сварки (пайки)” и “Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)” указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе “Метод неразрушающего контроля” указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе “Объем контроля” указывается объем проведенного контроля.
2.9.5 В графе “Номер и дата документа о проведении контроля” указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе “Оценка” указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 “Данные о других испытаниях и исследованиях”
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 “Данные о термообработке”
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе “Наименование элемента” указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе “Номер и дата документа” указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 “Данные о гидравлическом (пневматическом) испытании”
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе “Испытываемая часть сосуда” указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе “Испытательная среда” указывается наименование жидкости “Вода” или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать “Да”.
2.13 Раздел 11 “Заключение”
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 – не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 – “Карта измерений корпуса сосуда”
Эскиз N 2 к разделу 7 – “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
Примечание – Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
<< назад / к содержанию ГОСТа Р 52630-2012/ вперед >>
Источник
302. Эксплуатация сосудов под давлением должна осуществляться в соответствии с разработанной и утвержденной руководством эксплуатирующей организации производственной инструкцией по режиму работы и безопасному обслуживанию сосудов. В инструкции, в частности, должны быть регламентированы:
а) сосуды, на которые распространяется инструкция, их назначение;
б) обязанности персонала во время дежурства по наблюдению и контролю за работой сосуда;
в) порядок проверки исправности обслуживаемых сосудов и относящегося к ним оборудования в рабочем состоянии;
г) порядок, сроки и способы проверки арматуры, предохранительных устройств, приборов автоматики защиты и сигнализации;
д) порядок пуска в работу и остановки (прекращения работы) сосуда;
е) меры безопасности при выводе оборудования в ремонт, а также дополнительные меры безопасности для сосудов с рабочей средой группы 1 (в соответствии с ТР ТС 032/2013);
ж) случаи, требующие немедленной остановки сосуда, предусмотренные настоящими ФНП, а также другие, обусловленные спецификой работы сосуда. Порядок аварийной остановки и снижения давления до атмосферного устанавливают в зависимости от конкретной схемы включения сосуда и технологического процесса;
з) порядок действия персонала в случае аварии или инцидента;
и) порядок ведения сменного журнала (оформление приема и сдачи дежурства, проверка записи лицом, ответственным за исправное состояние и безопасную эксплуатацию сосуда).
303. В производственной инструкции по режиму работы и безопасному обслуживанию автоклавов с быстросъемными крышками должны быть дополнительно включены указания о:
а) порядке пользования ключ-маркой и замком;
б) допустимых скоростях прогрева и охлаждения автоклава и методах их контроля;
в) порядке наблюдения за тепловыми перемещениями автоклава и контроля за отсутствием защемлений подвижных опор;
г) контроле за непрерывным отводом конденсата.
304. Руководством эксплуатирующей организации должна быть утверждена схема включения сосуда с указанием: источника давления; параметров; рабочей среды; арматуры, контрольно-измерительных приборов, средств автоматического управления; предохранительных и блокирующих устройств. Схемы включения сосудов должны быть на рабочих местах.
305. При эксплуатации сосудов, обогреваемых горячими газами, необходимо обеспечить надежное охлаждение стенок, находящихся под давлением, не допуская превышение температуры стенки выше допустимых значений.
306. В целях исключения возможности введения в работу сосудов (автоклавов) с быстросъемными крышками при неполном закрывании крышки и открывании ее при наличии в сосуде давления необходимо оснащение таких сосудов замками с ключом-маркой. Порядок хранения и применения ключа-марки должен быть отражен в производственной инструкции по режиму работы и безопасному обслуживанию сосудов.
307. При эксплуатации сосуда с рабочим давлением до 2,5 МПа включительно необходимо применение манометров прямого действия, имеющих класс точности не ниже 2,5, а при рабочем давлении более 2,5 МПа класс точности применяемых манометров должен быть не ниже 1,5.
308. На шкале манометра владельцем сосуда должна быть нанесена красная черта, указывающая рабочее давление в сосуде. Взамен красной черты разрешается прикреплять к корпусу манометра пластину (из металла или иного материала достаточной прочности), окрашенную в красный цвет и плотно прилегающую к стеклу манометра.
Манометр должен быть выбран с такой шкалой, чтобы предел измерения рабочего давления находился во второй трети шкалы.
309. Установка манометра на сосуде должна обеспечить отчетливую видимость его показаний обслуживающему персоналу.
Номинальный диаметр корпуса манометров, устанавливаемых на высоте менее 2 м от уровня площадки наблюдения за ними, должен быть не менее 100 мм, на высоте от 2 до 3 м включительно – не менее 160 мм.
Установка манометров на высоте более 3 метров от уровня площадки не разрешается.
310. Для периодической проверки рабочего манометра необходима установка между манометром и сосудом трехходового крана или заменяющего его устройства.
В необходимых случаях манометр в зависимости от условий работы и свойств среды, находящейся в сосуде, должен быть снабжен или сифонной трубкой, или масляным буфером, или другими устройствами, предохраняющими его от непосредственного воздействия среды и температуры и обеспечивающими его надежную работу.
Манометры и соединяющие их с сосудом трубопроводы должны быть защищены от замерзания.
311. Вместо трехходового крана на сосудах, работающих под давлением более 2,5 МПа или при температуре среды более 250 °C, а также со средой, относимой к группе 1 (в соответствии с ТР ТС 032/2013), допускается установка отдельного штуцера с запорным устройством для подсоединения второго манометра.
Установка трехходового крана или заменяющего его устройства необязательна при наличии возможности проверки манометра в установленные сроки путем снятия его со стационарного сосуда.
312. Манометры не допускаются к применению на сосудах в следующих случаях, если:
а) на манометре отсутствует пломба или клеймо с отметкой о проведении поверки;
б) истек срок поверки манометра;
в) стрелка манометра при его отключении не возвращается к нулевой отметке шкалы на величину, превышающую половину допускаемой погрешности для данного манометра;
г) разбито стекло или имеются другие повреждения манометра, которые могут отразиться на правильности его показаний.
313. Поверка манометров с их опломбированием или клеймением должна быть произведена не реже одного раза в 12 месяцев, если иные сроки не установлены в документации на манометр. Обслуживающий персонал должен производить проверку исправности манометра с помощью трехходового крана или заменяющих его запорных вентилей путем установки стрелки манометра на нуль. Порядок и сроки проверки исправности манометров обслуживающим персоналом в процессе эксплуатации сосудов должны быть определены производственной инструкцией по режиму работы и безопасному обслуживанию сосудов, утвержденной руководством эксплуатирующей организации.
314. При эксплуатации сосудов, работающих при изменяющейся температуре стенок, необходимо осуществление контроля за соблюдением требований по допустимым скоростям прогрева и охлаждения сосудов, которые (при необходимости такого контроля) указывают в руководстве (инструкции) по эксплуатации.
315. Проверку исправности действия пружинного предохранительного клапана осуществляют путем:
а) принудительного открывания его во время работы оборудования с периодичностью, установленной в производственной инструкции по эксплуатации предохранительных клапанов;
б) проверки срабатывания клапана на стендах, если принудительное открывание клапана нежелательно или по свойствам рабочей среды (взрывоопасная, горючая, токсичная), или по условиям технологического процесса.
При эксплуатации пружинного предохранительного клапана его пружина должна быть защищена от недопустимого нагрева (охлаждения) и непосредственного воздействия рабочей среды, если она оказывает вредное действие на материал пружины.
316. Установка манометра и предохранительного клапана необязательна на сосуде, у которого рабочее давление, установленное изготовителем в паспорте, равно или больше давления питающего источника, и при условии, что в этом сосуде исключена возможность повышения давления от химической реакции или обогрева, в том числе в случае пожара.
317. На подводящем трубопроводе сосуда, рассчитанного на давление, которое меньше давления питающего его источника, необходима установка автоматического редуцирующего устройства с манометром и предохранительным устройством, установленными на стороне меньшего давления после редуцирующего устройства. В случае установки обводной линии (байпаса) она также должна быть оснащена редуцирующим устройством.
Допускается установка одного редуцирующего устройства с манометром и предохранительным клапаном на общем для группы сосудов, работающих при одном и том же давлении, подводящем трубопроводе до первого ответвления к одному из сосудов. При этом установка предохранительных устройств на самих сосудах необязательна, если в них исключена возможность повышения давления.
Если вследствие физических свойств рабочей среды не обеспечивается надежная работа автоматического редуцирующего устройства, то допускается установка регулятора расхода и предусматривается защита от повышения давления.
318. Пропускная способность предохранительных клапанов определяется в соответствии с действующей нормативной документацией с учетом коэффициента расхода для каждого клапана (для сжимаемых и несжимаемых сред) и площади сечения клапана, к которой он отнесен, указанных в паспорте предохранительного клапана.
При работающих предохранительных клапанах в сосуде не допускается давление, превышающее разрешенное давление:
а) более чем на 0,05 МПа – для сосудов с давлением менее 0,3 МПа;
б) более чем на 15% – для сосудов с давлением от 0,3 до 6 МПа включительно;
в) более чем на 10% – для сосудов с давлением более 6 МПа.
При работающих клапанах допускается превышение давления в сосуде не более чем на 25% разрешенного давления при условии, что это превышение предусмотрено руководством (инструкцией) по эксплуатации сосуда.
Если в процессе эксплуатации снижено рабочее давление сосуда, то необходимо провести расчет пропускной способности предохранительных клапанов для новых условий работы.
319. В целях обеспечения безопасной работы сосудов следует защищать присоединительные трубопроводы предохранительных клапанов (подводящие, отводящие и дренажные) от замерзания в них рабочей среды.
Отбор рабочей среды из патрубков (и на участках присоединительных трубопроводов от сосуда до клапанов), на которых установлены предохранительные устройства, не допускается.
320. При установке на одном патрубке (трубопроводе) нескольких предохранительных устройств площадь поперечного сечения патрубка (трубопровода) должна быть не менее 1,25 суммарной площади сечения клапанов, установленных на нем. При определении сечения присоединительных трубопроводов длиной более 1000 мм необходимо также учитывать величину их сопротивлений.
321. Установка запорной арматуры между сосудом и предохранительным устройством, а также за ним не допускается.
Для группы предохранительных устройств (двух и более) арматура перед (за) предохранительным устройством (устройствами) может быть установлена при условии оснащения предохранительных устройств блокировкой, выполненной таким образом, чтобы при любом предусмотренном проектом варианте отключения клапанов (клапана) остающиеся включенными предохранительные устройства имели суммарную пропускную способность, обеспечивающую выполнение требований пункта 318 настоящих ФНП. При установке двух предохранительных устройств блокировка должна исключать возможность одновременного их отключения.
322. Среда, выходящая из предохранительных устройств, должна отводиться в безопасное место. Сбрасываемые токсичные, взрыво- и пожароопасные технологические среды должны направляться в закрытые системы для дальнейшей утилизации или в системы организованного сжигания.
В случаях, обоснованных проектной документацией, допускается сброс нетоксичных взрыво- и пожароопасных сред в атмосферу через сбросные трубопроводы при условии, что их конструкция и места размещения обеспечивают взрыво- и пожаробезопасное рассеивание сбрасываемой среды с учетом требований пожарной безопасности.
Запрещается объединять сбросы, содержащие вещества, которые способны при смешивании образовывать взрывоопасные смеси или нестабильные соединения.
323. Для обеспечения удаления конденсата отводящие трубопроводы предохранительных устройств и импульсные линии импульсных предохранительных клапанов должны быть оснащены дренажными устройствами в местах возможного скопления конденсата. Из дренажных трубопроводов конденсат должен отводиться в безопасное место.
Установка запорных органов или другой арматуры на дренажных трубопроводах не допускается.
324. Мембранные предохранительные устройства должны быть установлены на патрубках или трубопроводах, непосредственно присоединенных к сосуду в местах, открытых и доступных для осмотра и монтажа-демонтажа.
Мембраны должны быть размещены только в предназначенных для них узлах крепления.
Присоединительные трубопроводы должны быть защищены от замерзания в них рабочей среды.
325. При установке мембранного предохранительного устройства последовательно с предохранительным клапаном (перед клапаном или за ним) полость между мембраной и клапаном должна сообщаться отводной трубкой с сигнальным манометром (для контроля исправности мембран).
Допускается установка переключающего устройства перед мембранными предохранительными устройствами при наличии удвоенного числа мембранных устройств с обеспечением при этом защиты сосуда от превышения давления при любом положении переключающего устройства.
326. Порядок и сроки проверки исправности действия, ремонта и проверки настройки срабатывания на стенде предохранительных устройств в зависимости от условий технологического процесса должны быть указаны в производственной инструкции по эксплуатации предохранительных устройств, утвержденной руководством эксплуатирующей организации.
Результаты проверки исправности предохранительных устройств, сведения об их настройке записывают в сменный журнал, сведения об их настройке оформляют актами лица, выполняющие указанные операции.
327. При эксплуатации сосудов, имеющих границу раздела сред, у которых необходим контроль за уровнем жидкости, должны быть выполнены следующие требования:
а) обеспечение хорошей видимости показаний указателя уровня жидкости;
б) при возможности понижения уровня жидкости ниже допустимого на сосудах, обогреваемых пламенем или горячими газами, осуществление контроля уровня по двум указателям прямого действия;
в) четкое обозначение на указателе уровня жидкости допустимых верхнего и нижнего уровней при соблюдении условия, что высота прозрачного указателя уровня жидкости должна быть не менее чем на 25 мм соответственно ниже нижнего и выше верхнего допустимых уровней жидкости;
г) при оснащении сосуда несколькими указателями уровня по высоте размещение их таким образом, чтобы они обеспечили непрерывность показаний уровня жидкости;
д) при проведении продувки арматуры (краны, вентили), установленной на указателе уровня, обеспечение отвода рабочей среды в безопасное место;
е) применение защитного устройства для предохранения персонала от травмирования при разрыве применяемого на указателе уровня прозрачного элемента, выполненного из стекла или слюды;
ж) обеспечение надежного срабатывания звуковых, световых и других сигнализаторов и блокировок по уровню, предусмотренных проектом и установленных наряду с указателями уровня.
328. Для поддержания сосудов в исправном состоянии эксплуатирующая организация обязана организовывать своевременное проведение в соответствии с графиком ремонта сосудов. При этом не допускается проведение ремонта сосудов и их элементов, находящихся под давлением. В целях обеспечения безопасности при ремонте, связанном с производством работ внутри сосуда, до начала этих работ сосуд, соединенный с другими работающими сосудами общим трубопроводом, должен быть отделен от них заглушками или отсоединен. Отсоединенные трубопроводы должны быть заглушены. Допускаются к применению для отключения сосуда только заглушки соответствующей прочности, устанавливаемые между фланцами и имеющие выступающую часть (хвостовик), по которой определяют наличие заглушки. При установке прокладок между фланцами они должны быть без хвостовиков.
329. При работе внутри сосуда (внутренний осмотр, ремонт, чистка) должны применяться безопасные светильники на напряжение не выше 12 В, а при взрывоопасных средах – во взрывобезопасном исполнении. При необходимости должен быть произведен анализ воздушной среды на отсутствие вредных или других веществ, превышающих предельно допустимые концентрации. Работы внутри сосуда должны быть выполнены по наряду-допуску.
330. При отрицательной температуре окружающего воздуха пуск, остановка или испытание на герметичность сосудов, эксплуатируемых на открытом воздухе или в неотапливаемых помещениях, должны осуществляться в соответствии с установленным в производственной инструкции регламентом пуска в зимнее время, разработанным на основании требований руководства (инструкции) по эксплуатации и проектной документации.
С учетом зависимости прочностных характеристик материала, из которого изготовлен сосуд, от температуры, а также минимальной температуры, при которой сталь (или иной материал) и сварные соединения данного сосуда допускаются для работы под давлением, регламент пуска в зимнее время сосуда (группы однотипных по конструкции сосудов, работающих в одинаковых условиях) должен определять:
а) минимальные значения давления рабочей среды и температуры воздуха, при которых возможен пуск сосуда в работу;
б) порядок (график) повышения давления (от минимального давления пуска до рабочего) в сосуде при пуске в работу и снижения – при остановке;
в) допустимую скорость повышения температуры стенки сосуда при пуске в работу и снижения – при остановке.
Источник