
Требования правил к изготовлению сосудов

Эксплуатация сосудов, работающих под давлением, и баллонов с газом регламентируется следующимосновным документом:
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением ПБ 03-576-03, утвержденные Постановлением Госгортехнадзора России от 11 июня 2003 г N91.
Правила устанавливают специальные требования к конструкции и материалам сосудов, к их изготовлению, монтажу, установке, регистрации, техническому освидетельствованию, содержанию и обслуживанию.
К сосудам, на которые распространяются эти правила, относятся:
– сосуды, работающие под давлением свыше 0,07 МПа (0,7 кгс/см2);
– цистерны и бочки для перевозки сжиженных газов, давление паров которых при температуре до 50 °С превышает 0,07 МПа (0,7 кгс/см2);
– сосуды и цистерны для хранения и перевозки сжиженных газов, жидкостей и сыпучих тел без давления, но опорожняемые под давлением газа свыше 0,07 МПа (0,7 кгс/см2);
– баллоны, предназначенные для перевозки и хранения сжатых, сжиженных и растворенных газов с рабочим давлением свыше 0,07 МПа (0,7 кгс/см2).
Правила не распространяются на приборы парового и водяного отопления; сосуды емкостью свыше 25 л, для которых произведение емкости в литрах на рабочее давление в кгс/см2 не превышает 200; части машин, не представляющие собой самостоятельных сосудов (цилиндры двигателей паровых и воздушных машин и компрессоров, неотключаемые промежуточные холодильники и масловодоотделители компрессорных установок, воздушные колпаки насосов и др.); трубчатые печи и некоторые другие виды сосудов.
Все сосуды высокого давления должны отвечать требованиям к конструкции, изготовлению, монтажу, арматуре, контрольно-измерительным приборам, предохранительным устройствам, установке, регистрации, техническому освидетельствованию и. обслуживанию, определяемым «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
Установки воздухосборников, холодильников воздуха и других сосудов, рабочей средой которых является сжатый воздух, должны удовлетворять требованиям «Правил устройства и безопасной эксплуатации воздушных компрессоров и воздухопроводов».
Установки баллонов насосно-аккумуляторных станций должны удовлетворять требованиям инструкций по монтажу и безопасной эксплуатации, разработанных заводами-поставщиками указанных сосудов и оборудования.
Электрическая часть оборудования сосудов должна удовлетворять «Правилам технической эксплуатации электротехнических установок потребителей», «Правилам техники безопасности при эксплуатации электротехнических установок потребителей», утвержденным Госэнергонадзором, и «Правилам устройства электроустановок».
Общие принципы обеспечения безопасности эксплуатации сосудов, работающих под давлением.
Требования безопасности к конструкции СВД:
1) Конструкция сосудов и аппаратов, работающих под давлением, должна быть надежной, обеспечивать безопасность при эксплуатации и предусматривать возможность осмотра, очистки, промывки и ремонта сосудов.
2) Сосуды с внутренним диаметром более 800 мм (за исключением теплообменников) снабжают овальными или круглыми лазами для доступа внутрь аппарата. Размеры лазов овальной формы по наименьшей и наибольшей осям должны быть соответственно не менее 325 и 400 мм, диаметр круглых лазов в свету не менее 400 мм.
3) Сосуды диаметром 800 мм и менее вместо лазов оборудуют круглыми или овальными лючками размером по наименьшей оси 80 мм, через которые можно очищать и осматривать внутренние стенки сосудов.
4) Внутренние устройства в сосудах (мешалки, змеевики, тарелки, перегородки и другие приспособления), препятствующие внутреннему осмотру сосуда, выполняют, как правило, съемными.
5) Сосуды, цистерны, бочки и баллоны, работающие под давлением, изготовляют только на тех предприятиях, которые располагают необходимыми техническими средствами и могут обеспечить качественное изготовление указанных сосудов в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением», ГОСТами, нормалями и техническими условиями.
6) При изготовлении сосудов особое внимание уделяют правильному подбору материалов, качественной сварке и термообработке.
7) После изготовления сосуда все сварные соединения, а также отдельные части и элементы подвергают контролю внешним осмотром, механическим и металлографическим испытаниям, просвечиванию, гидравлическому испытанию.
8) На всех вновь изготовленных сосудах и аппаратах на видном месте заводом – изготовителем крепится металлическая пластинка с нанесенными клеймением со следующими паспортными данными: наименование завода – изготовителя, заводской номер сосуда, год изготовления, рабочее давление, пробное давление, допустимая температура стенок сосуда.
9) На каждый изготовленный сосуд составляются паспорт установленной формы и инструкция по монтажу и безопасной эксплуатации сосуда, которые в дальнейшем передаются заказчику.
10) Установка сосудов и аппаратов должна исключать возможность их опрокидывания, обеспечивать доступ ко всем частям и элементам, а также возможность их осмотра, ремонта и очистки как с внутренней, так и с наружной сторон. Для удобства обслуживания, осмотра и ремонта сосуды оборудуют площадкам и лестницами, причем эти устройства не должны нарушать прочности и устойчивости сосудов.
Организационные требования по безопасному содержанию и обслуживанию СВД:
К основным организационным мерам по безопасному содержанию и обслуживанию сосудов под давлением относятся:
1)Назначение приказом по предприятию из числа наиболее опытных инженерно-технических работников, аттестованных в установленном порядке комиссией и имеющих соответствующее удостоверение:
– лиц, ответственных за исправное содержание и безопасную эксплуатацию сосудов, работающих под давлением;
– лиц, осуществляющих надзор за технически исправным состоянием и безопасной эксплуатацией сосудов.
Количество ответственных лиц для осуществления производственного контроля должно определяться исходя из расчета времени, необходимого для своевременного и качественного выполнения обязанностей, возложенных на указанных лиц должностным положением.
Приказом по организации могут быть назначены специалисты, ответственные за исправное состояние сосудов и ответственные за их безопасную эксплуатацию; назначить необходимое количество лиц обслуживающего персонала, обученного и имеющего удостоверения на право обслуживания сосудов, а также установить такой порядок, чтобы персонал, на который возложены обязанности по обслуживанию сосудов, вел тщательное наблюдение за порученным ему оборудованием путем его осмотра, проверки действия арматуры, КИП, предохранительных и блокировочных устройств и поддержания сосудов в исправном состоянии. Результаты осмотра и проверки должны записываться в сменный журнал;
Переаттестация инженерно-технических работников проводится один раз в 3 года.
На предприятии на основе Правил должны быть разработаны, изданы, доведены под расписку до указанных выше лиц положения об их обязанностях, правах, ответственности.
Эти положения широко доводятся до всех работников, связанных в работе с сосудами.
2) Допуск к обслуживанию сосудов только лиц:
– достигших 18-летнего возраста;
– прошедших по специальной программе теоретическое и практическое обучение;
– аттестованных комиссией, назначенной приказом по предприятию, и имеющих соответствующее удостоверение на право работы;
– прошедших инструктаж на рабочем месте в установленном порядке и получивших инструкцию по режиму работы и безопасному обслуживанию сосудов.
При обучении, аттестации и переаттестации рабочих (проводятся через каждые 12 месяцев) и в ходе производства работающие обязаны четко знать и выполнять:
– правила устройства и безопасной эксплуатации сосудов, работающих под давлением;
– требования к устройству, назначению и особенностям работы всех обслуживаемых сосудов, аппаратов, приборов;
– инструкцию по режиму работы и безопасному обслуживанию сосудов, утвержденную главным инженером предприятия и председателем заводского комитета профсоюза. Инструкцию следует выдавать на руки инструктируемым под расписку и размещать на рабочих местах, доступных для ознакомления.
3) обеспечить проведение технических освидетельствований, диагностики сосудов в установленные сроки;
4) обеспечить порядок и периодичность проверки знаний руководящими работниками и специалистами «Правил»;
5) организовать периодическую проверку знаний персоналом инструкций по режиму работы и безопасному обслуживанию сосудов;
6) обеспечить специалистов Правилами и руководящими указаниями по безопасной эксплуатации сосудов, а персонал – инструкциями;
7) обеспечить выполнение специалистами Правил, а обслуживающим персоналом – инструкций.
8) В организации, эксплуатирующей сосуды, работающие под давлением, должны быть разработаны и утверждены инструкции для ответственного за исправное состояние и безопасную эксплуатацию сосудов и ответственного за осуществление производственного контроля за соблюдением требований промышленной безопасности при эксплуатации сосудов.
9) При эксплуатации сосудов следует руководствоваться нормативными документами, ежегодно утверждаемого Госгортехнадзором России Перечня действующих нормативных документов Госгортехнадзора России.
10) Организацией должна быть разработана и утверждена в установленном порядке инструкция по режиму работы и безопасному обслуживанию сосудов. Для сосудов (автоклавов) с быстросъемными крышками в указанной инструкции должен быть отражен порядок хранения и применения ключа-марки. Инструкция должна находиться на рабочих места: и выдаваться под расписку обслуживающему персоналу.
Требования безопасности при эксплуатации СВД:
Эксплуатация сосудов, работающих под давлением, и баллонов с газом регламентируется следующим основным документом:
Правила устройства и безопасной эксплуатации сосудов, работающих под давлением ПБ 03-576-03, утвержденные Постановлением Госгортехнадзора России от 11 июня 2003г N91.
1) Для обеспечения нормальных и безопасных условий эксплуатации сосуды снабжают:
– приборами для измерения давления и температуры среды (манометрами, термометрами и пирометрами различных конструкций);
– предохранительными устройствами (предохранительными клапанами и мембранами);
-запорной арматурой, устанавливаемой на трубопроводах, подводящих к сосуду или отводящих из него пар, газ или жидкость;
-обратными клапанами, автоматически закрывающимися под давлением из сосуда;
– указателями уровня жидкости в сосуде и др.
2) При эксплуатации сосудов и аппаратов, работающих под давлением, основное условие безопасности заключается в точном соблюдении установленных норм технологического режима, особенно давления и температуры. Если давление или температура поднимается выше допустимого значения, несмотря на соблюдение всех требований, указанных в инструкции по обслуживанию, то сосуд выключают из системы и проверяют его техническое состояние.
3) При эксплуатации сосудов необходимо следить за исправностью предохранительных клапанов, манометров и крепежных деталей крышек и люков; за отсутствием пропусков и потения в сварных швах, болтовых и заклепочных соединениях; за состоянием прокладок, а также за уровнем жидкости, особенно в аппаратах с огневым обогревом и т. д.
4) Схемы включения сосудов должны быть вывешены на рабочих местах.
Сосуд должен быть остановлен в случаях, предусмотренных инструкцией, в частности:
а) при повышении давления в сосуде выше разрешенного, несмотря на соблюдение всех требований, указанных в инструкции;
б) при неисправности предохранительных клапанов;
в) при обнаружении в основных элементах сосуда трещин, выпучин, значительного утончения стенок, пропусков или потения в сварных швах, течи в заклепочных и болтовых соединениях, разрыва прокладок;
г) при возникновении пожара, непосредственно угрожающего сосуду под давлением;
д) при неисправности манометра и невозможности определить давление по другим приборам;
е) при снижении уровня жидкости ниже допустимого в сосудах с огневым обогревом;
ж) при неисправности или неполном количестве крепежных деталей крышек и люков;
з) при неисправности указателя уровня жидкости;
и) при неисправности предохранительных блокировочных устройств;
к) при неисправности (отсутствии) предусмотренных проектом контрольно-измерительных приборов и средств автоматики.
5) Запрещается наполнять газом баллоны, у которых:
а) истек срок периодического освидетельствования;
б) отсутствуют установленные клейма;
в) неисправны вентили;
г) поврежден корпус (трещины, сильная коррозия, заметное изменение формы);
д) окраска и надписи не соответствуют Правилам устройства и безопасной эксплуатации сосудов работающих под давлением.
6) Ремонт баллонов (пересадка башмаков и колец для колпаков) и вентилей должен производиться на заводах-наполнителях. По разрешению местных органов Госгортехнадзора ремонт баллонов и вентилей может быть допущен в специальных мастерских. Вентиль после ремонта, связанного его разборкой, должен быть проверен на плотность при рабочем давлении.
7) Производить насадку башмаков на баллоны разрешается только после выпуска газа, вывертывания вентилей и соответствующей дегазации баллонов.
8) Очистка и окраска наполненных газом баллонов, а также укрепление колец на их горловинах запрещаются.
Источник
Версия для печати
4.1 Общие требования
4.1.1 Конструкция сосудов должна быть технологичной, надежной в течение установленного в технической документации срока службы, обеспечивать безопасность при изготовлении, монтаже и эксплуатации, предусматривать возможность осмотра (в том числе внутренней поверхности), очистки, промывки, продувки и ремонта, контроля технического состояния сосуда при диагностировании, а также контроля за отсутствием давления и отбора среды перед открытием сосуда.
Если конструкция сосуда не позволяет при техническом освидетельствовании проведение осмотра (наружного или внутреннего), гидравлического испытания, то разработчик сосуда должен в технической документации на сосуд указать методику, периодичность и объем контроля сосуда, выполнение которых обеспечит своевременное выявление и устранение дефектов.
4.1.2 Срок службы сосуда устанавливает разработчик сосуда, и он указывается в технической документации.
4.1.3 При проектировании сосудов следует учитывать требования Правил перевозки грузов железнодорожным, водным и автомобильным транспортом.
Сосуды, которые не могут быть транспортированы в собранном виде, должны проектироваться из частей, соответствующих по габаритам требованиям к перевозке транспортными средствами. Деление сосуда на транспортируемые части следует указывать в технической документации.
4.1.4 Расчет на прочность сосудов и их элементов следует проводить в соответствии с ГОСТ Р 52857.1 – ГОСТ Р 52857.11, ГОСТ Р 51273, ГОСТ Р 51274, ГОСТ 30780.
Допускается использование настоящего стандарта совместно с другими международными и национальными стандартами на расчет на прочность при условии, что их требования не ниже требований российских национальных стандартов.
4.1.5 Сосуды, транспортируемые в собранном виде, а также транспортируемые части должны иметь строповые устройства (захватные приспособления) для проведения погрузочно-разгрузочных работ, подъема и установки сосудов в проектное положение.
Допускается использовать технологические штуцера, горловины, уступы, бурты и другие конструктивные элементы сосудов при подтверждении расчетом на прочность.
Конструкция, места расположения строповых устройств и конструктивных элементов для строповки, их количество, схема строповки сосудов и их транспортируемых частей должны быть указаны в технической документации.
4.1.6 Опрокидываемые сосуды должны иметь приспособления, предотвращающие самоопрокидывание.
4.1.7 В зависимости от расчетного давления, температуры стенки и характера рабочей среды сосуды подразделяют на группы. Группу сосуда определяет разработчик, но не ниже, чем указано в таблице 1.
Таблица 1 – Группы сосудов
| Группа | Расчетное давление, МПа | Температура стенки, °С | Характеристика рабочей среды |
|---|---|---|---|
| 1 | Независимо | Независимо | Взрывоопасная, пожароопасная, токсичная 1-го, 2-го, 3-го классов опасности по ГОСТ 12.1.007 |
| 2 | До 2,5 | Выше 400 | Любая, за исключением указанной для 1-й группы сосудов |
| 2,5 до 5,0 | Выше 200 | ||
| 5,0 и более | Независимо | ||
| До 5,0 | Ниже минус 40 | ||
| 3 | До 2,5 | От минус 40 до 400 | |
| От 2,5 до 5,0 | От минус 40 до 200 | ||
| 4 | До 1,6 | От минус 20 до 200 | |
| 5 | От вакуума до 0,07 | Независимо | Взрывобезопасная, пожаробезопасная или 4-го класса опасности по ГОСТ 12.1.007 |
Группу сосуда с полостями, имеющими различные расчетные параметры и среды, допускается определять для каждой полости отдельно.
4.1.8 Базовые диаметры сосудов рекомендуется принимать по ГОСТ 9617.
4.2 Днища, крышки, переходы
4.2.1 В сосудах применяют днища: эллиптические, полусферические, торосферические, сферические неотбортованные, конические отбортованные, конические неотбортованные, плоские отбортованные, плоские неотбортованные, плоские, присоединяемые на болтах.
4.2.2 Заготовки выпуклых днищ допускается изготовлять сварными из частей с расположением сварных швов согласно указанным на рисунке 1.
Рисунок 1 – Расположение сварных швов заготовок выпуклых днищ

Расстояния l и l1 от оси заготовки эллиптических и торосферических днищ до центра сварного шва должны быть не более 1/5 внутреннего диаметра днища. При этом для вариантов в), д), ж), и), к), л) сумма расстояний l + l1 должна быть не менее 1/5 внутреннего диаметра днища.
При изготовлении заготовок с расположением сварных швов согласно рисунку 1 м) количество лепестков не регламентируется.
4.2.3 Выпуклые днища допускается изготовлять из штампованных лепестков и шарового сегмента. Количество лепестков не регламентируется.
Если по центру днища устанавливают штуцер, то шаровой сегмент допускается не изготовлять.
4.2.4 Круговые швы выпуклых днищ, изготовленных из штампованных лепестков и шарового сегмента или заготовок с расположением сварных швов согласно рисунку 1 м, должны быть расположены от центра днища на расстоянии по проекции не более 1/3 внутреннего диаметра днища. Для полусферических днищ расположение круговых швов не регламентируется.
Наименьшее расстояние между меридиональными швами в месте их примыкания к шаровому сегменту или штуцеру, установленному по центру днища вместо шарового сегмента, а также между меридиональными швами и швом на шаровом сегменте, должно быть более трехкратной толщины днища, но не менее 100 мм по осям швов.
4.2.5 Основные размеры эллиптических днищ должны соответствовать ГОСТ 6533. Допускаются другие базовые диаметры эллиптических днищ при условии, что высота выпуклой части не менее 0,25 внутреннего диаметра днища.
4.2.6 Полусферические составные днища (см. рисунок 2) применяют в сосудах при выполнении следующих условий:
– нейтральные оси полушаровой части днища и переходной части обечайки корпуса должны совпадать; совпадение осей должно быть обеспечено соблюдением размеров, указанных в конструкторской документации;
– смещение t нейтральных осей полушаровой части днища и переходной части обечайки корпуса не должно превышать 0,5(S – S1);
– высота h переходной части обечайки корпуса должна быть не менее 3у.
Рисунок 2 – Узел соединения днища с обечайкой
4.2.7 Сферические неотбортованные днища допускается применять в сосудах 5-й группы, за исключением работающих под вакуумом.
Сферические неотбортованные днища в сосудах 1-й, 2-й, 3-й, 4-й групп и в сосудах, работающих под вакуумом, допускается применять только в качестве элемента фланцевых крышек.
Сферические неотбортованные днища (см. рисунок 3) должны:
– иметь радиус сферы R не менее 0,85D и не более D;
– привариваться сварным швом со сплошным проваром.
Рисунок 3 – Сферическое неотбортованное днище
4.2.8 Торосферические днища должны иметь:
– высоту выпуклой части, измеренную по внутренней поверхности, не менее 0,2 внутреннего диаметра днища;
– внутренний радиус отбортовки не менее 0,095 внутреннего диаметра днища;
– внутренний радиус кривизны центральной части не более внутреннего диаметра днища.
4.2.9 Конические неотбортованные днища или переходы допускается применять:
а) для сосудов 1-й, 2-й, 3-й, 4-й групп, если центральный угол при вершине конуса не более 45°. Допускается использование конических днищ и переходов с углом при вершине более 45° при условии дополнительного подтверждения их прочности расчетом по допускаемым напряжениям в соответствии с ГОСТ Р 52857.1, подраздел 8.10;
б) для сосудов, работающих под наружным давлением или вакуумом, если центральный угол при вершине конуса не более 60°.
Части выпуклых днищ в сочетании с коническими днищами или переходами применяют без ограничения угла при вершине конуса.
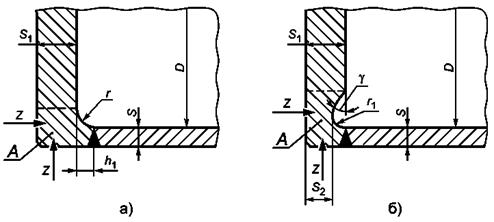
4.2.10 Плоские днища (см. рисунок 4), применяемые в сосудах 1-й, 2-й, 3-й, 4-й групп, следует изготовлять из поковок.
При этом следует выполнять следующие условия:
– расстояние от начала закругления до оси сварного шва не менее (D – внутренний диаметр обечайки, S – толщина обечайки);
– радиус закругления r ≥ 2,5S [см. рисунок 4а)];
– радиус кольцевой выточки r1 ≥ 2,5S, но не менее 8 мм [см. рисунок 4б)];
– наименьшая толщина днища [см. рисунок 4б)] в месте кольцевой выточки S2 ≥ 0,8S1, но не менее толщины обечайки S (S1 – толщина днища);
– длина отбортовки днищ h1 ≥ r;
– угол проточки γ должен составлять от 30° до 90°;
– зона А контролируется в направлениях Z согласно требованиям 5.4.2.
Рисунок 4 – Плоские днища
Допускается изготовление плоского днища (см. рисунок 4) из листа, если отбортовка выполняется штамповкой или обкаткой кромки листа с изгибом на 90°.
4.2.11 Основные размеры плоских днищ, предназначенных для сосудов 5-й группы, должны соответствовать ГОСТ 12622 или ГОСТ 12623.
4.2.12 Длина цилиндрического борта l (l – расстояние от начала закругления отбортованного элемента до окончательно обработанной кромки) в зависимости от толщины стенки S (см. рисунок 5) для отбортованных и переходных элементов сосудов, за исключением штуцеров, компенсаторов и выпуклых днищ, должна быть не менее указанной в таблице 2. Радиус отбортовки R ≥ 2,5S.
Рисунок 5 – Отбортованный и переходный элементы
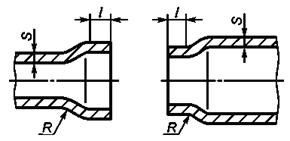
Таблица 2 – Длина цилиндрического борта
| Толщина стенки S, мм | Длина цилиндрического борта l, мм, не менее |
|---|---|
| До 5 включ. | 15 |
| Св. 5 до 10 включ. | 2S + 5 |
| Св. 10 до 20 включ. | S + 15 |
| Св. 20 до 150 включ. | S/2 + 25 |
| Св. 150 | 100 |
4.3 Люки, лючки, бобышки и штуцера
4.3.1 Сосуды должны быть снабжены люками или смотровыми лючками, обеспечивающими осмотр, очистку, безопасность работ по защите от коррозии, монтаж и демонтаж разборных внутренних устройств, ремонт и контроль сосудов. Количество люков и лючков определяет разработчик сосуда. Люки и лючки необходимо располагать в доступных для пользования местах.
4.3.2 Сосуды с внутренним диаметром более 800 мм должны иметь люки.
Внутренний диаметр люка круглой формы у сосудов, устанавливаемых на открытом воздухе, должен быть не менее 450 мм, а у сосудов, располагаемых в помещении, – не менее 400 мм. Размер люков овальной формы по наименьшей и наибольшей осям должен быть не менее 325×400 мм.
Внутренний диаметр люка у сосудов, не имеющих корпусных фланцевых разъемов и подлежащих внутренней антикоррозионной защите неметаллическими материалами, должен быть не менее 800 мм.
Допускается проектировать без люков:
– сосуды, предназначенные для работы с веществами 1-го и 2-го классов опасности по ГОСТ 12.1.007, не вызывающими коррозии и накипи, независимо от их диаметра, при этом следует предусмотреть необходимое количество смотровых лючков;
– сосуды с приварными рубашками и кожухотрубчатые теплообменные аппараты независимо от их диаметра;
– сосуды, имеющие съемные днища или крышки, а также обеспечивающие возможность проведения внутреннего осмотра без демонтажа трубопровода горловины или штуцера.
4.3.3 Сосуды с внутренним диаметром не более 800 мм должны иметь круглый или овальный лючок. Размер лючка по наименьшей оси должен быть не менее 80 мм.
4.3.4 Каждый сосуд должен иметь бобышки или штуцера для наполнения водой и слива, удаления воздуха при гидравлическом испытании. Для этой цели допускается использовать технологические бобышки и штуцера.
Штуцера и бобышки на вертикальных сосудах должны быть расположены с учетом возможности проведения гидравлического испытания как в вертикальном, так и в горизонтальном положениях.
4.3.5 Для крышек люков массой более 20 кг должны быть предусмотрены приспособления для облегчения их открывания и закрывания.
4.3.6 Шарнирно-откидные или вставные болты, закладываемые в прорези, хомуты и другие зажимные приспособления люков, крышек и фланцев должны быть предохранены от сдвига или ослабления.
4.4 Расположение отверстий
4.4.1 Расположение отверстий в эллиптических и полусферических днищах не регламентируется.
Расположение отверстий на торосферических днищах допускается в пределах центрального сферического сегмента. При этом расстояние от наружной кромки отверстия до центра днища, измеряемое по хорде, должно быть не более 0,4 наружного диаметра днища.
4.4.2 Отверстия для люков, лючков и штуцеров в сосудах 1-й, 2-й, 3-й, 4-й групп должны быть расположены, как правило, вне сварных швов.
Расположение отверстий допускается:
– на продольных швах цилиндрических и конических обечаек сосудов, если диаметр отверстий не более 150 мм;
– кольцевых швах цилиндрических и конических обечаек сосудов без ограничения диаметра отверстий;
– швах выпуклых днищ без ограничения диаметра отверстий при условии 100-процентной проверки сварных швов днищ радиографическим или ультразвуковым методом;
– швах плоских днищ.
4.4.3 Отверстия не разрешается располагать в местах пересечения сварных швов сосудов 1-й, 2-й, 3-й, 4-й групп.
Данное требование не распространяется на случай, оговоренный в 4.2.3.
4.4.4 Отверстия для люков, лючков, штуцеров в сосудах 5-й группы разрешается устанавливать на сварных швах без ограничения по диаметру.
4.5 Требования к опорам
4.5.1 Опоры из углеродистых сталей допускается применять для сосудов из коррозионно-стойких сталей при условии, что к сосуду приваривается переходная обечайка опоры из коррозионно-стойкой стали высотой, определяемой расчетом, выполненным разработчиком сосуда.
4.5.2 Для горизонтальных сосудов угол охвата седловой опоры, как правило, должен быть не менее 120°.
4.5.3 При наличии температурных расширений в продольном направлении в горизонтальных сосудах следует выполнять неподвижной лишь одну седловую опору, остальные опоры – подвижными. Указание об этом должно содержаться в технической документации.
4.6 Требования к внутренним и наружным устройствам
4.6.1 Внутренние устройства в сосудах (змеевики, тарелки, перегородки и др.), препятствующие осмотру и ремонту, как правило, должны быть съемными.
При использовании приварных устройств следует выполнять требования 4.1.1.
4.6.2 Внутренние и наружные приварные устройства необходимо конструировать так, чтобы были обеспечены удаление воздуха и полное опорожнение аппарата при гидравлическом испытании в горизонтальном и вертикальном положениях.
4.6.3 Рубашки и змеевики, применяемые для наружного обогрева или охлаждения сосудов, могут быть съемными и приварными.
4.6.4 Все глухие части сборочных единиц и элементов внутренних устройств должны иметь дренажные отверстия для обеспечения полного слива (опорожнения) жидкости в случае остановки сосуда.
<< назад / к содержанию ГОСТа Р 52630-2012 / вперед >>
Источник