
Установка для сварки сосудов

Комплекс для автоматической сварки сосудов
Информация об изделиях
| Диаметр изделия, мм | 1000 – 2500 (3000) |
| Максимальная масса изделия, тонн | до 60 |
| Длина изделия, м | до 10 |
| Толщина изделия, мм | 30-110 |
| Процесс сварки | Плавящимся электродом под флюсом |
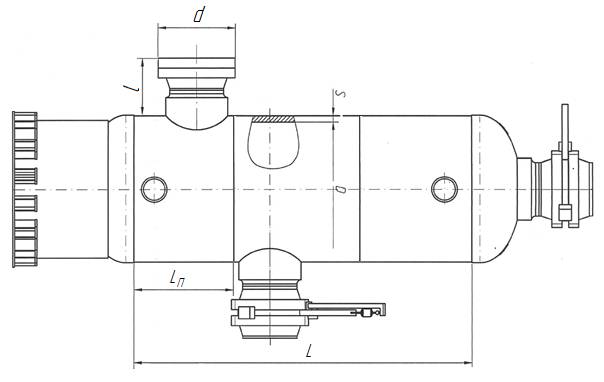 Общий вид изделия | |
Техническое описание оборудования
Модели оборудования, представленные в данном описании, являются предварительными. Окончательный вид оборудования может отличаться от представленного.
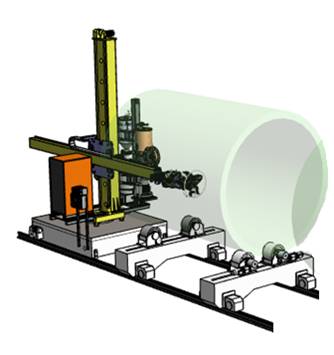
Общий вид сварочной установки
Комплекс оборудования для автоматической сварки внутренних и наружных кольцевых и продольных швов состоит из следующих основных единиц:
• Комплекс дуговой сварки на базе сварочной колонны ИТС КС 4х3 с оборудованием для сварки плавящимся электродом под флюсом;
• Опорный роликовый вращатель ОВРП-60Т (специального исполнения);
• Механический антидрейф (опция).
НПФ «ИТС» оставляет за собой право вносить технические изменения в оборудование, с гарантией обеспечения заявленных функциональных возможностей.
Более подробная информация и состав оборудования в соответствии с нижеследующим описанием.
Комплекс дуговой сварки на базе сварочной колонны ИТС КС 4х3
• Колонна сварочная ИТС КС 4х3
Колонна состоит из вертикальной стойки, горизонтальной балки, блока управления колонной, электрической тележки, электроповорота вертикальной колонны, пневмотормоза, блокировочного устройства.
Высокое качество материала, из которого изготовлено оборудование и точность изготовления гарантируют долгий срок службы.
Подъемное устройство расположено на верхнем конце вертикальной стойки, управляется электродвигателем переменного тока через редуктор с червячной передачей. В крайнем нижнем и верхнем положениях горизонтальной балки включается механический ограничитель, обеспечивающий безопасную работу. Также существует противоскользящее устройство, предотвращающее падение горизонтальной балки.
Перемещение горизонтальной балки, поворот вертикальной стойки осуществляется через пульт дистанционного управления, с помощью которого можно управлять скоростью перемещений, с отображением параметров на дисплее.
Вертикальная стойка установлена на опорно-поворотном подшипниковом узле таким образом, что горизонтальная балка располагается на одной оси с изделием.
| Вертикальная стойка | |
| Рабочий диапазон перемещения по вертикали, м | 4 |
| Макс, высота горизонтальной балки А (с тележкой), мм | 5150 |
| Мин. Высота горизонтальной балки А (с тележкой), мм | 1150 |
| Общая высота D (с тележкой), мм | 6600 |
| Скорость подъема, м/мин. | 0,7 |
| Горизонтальная балка | |
| Рабочий диапазон перемещения по горизонтали, м | 3 |
| Макс. выдвижение G, мм | 3650 |
| Мин. выдвижение G, мм | 650 |
| Максимальная грузоподъемность, кг | 350 |
| Макс нагрузка на конце балки, кг | 200 |
| Скорость горизонтального перемещения, м/мин. | 0,15-2,5 |
| Тележка c электроприводом | |
| Расстояние между рельсами К (от центра до центра), мм | 2070 |
| Длина, ширина, высота L, О, Н, мм | 2550x2500x630 |
| Расстояние между колесами тележки М, мм | 2000 |
| Скорость перемещения, м/мин. | 0,25-2,5 |
• Головка сварочная АДФ-1000 С6/3
Головка дуговой сварки кольцевых и продольных швов включает в себя:
• привод (мотор-редуктор) подачи проволоки;
• правильно-подающее устройство;
• правильное устройство;
• мундштук-токоподвод;
• кассетное устройство, установленное на тормозном устройстве (условно не показано);
• лазерный светоуказатель;
• исполнительные механизмы следящей системы тактильного типа;
• бункер для флюса с устройствами подачи и уборки флюса.
| Технические характеристики | |
| Номинальный сварочный ток (при продолжительности включения ПВ = 100%), А | 1000 |
| Диаметр электродной проволоки, мм | 2…4 |
| Регулирование скорости подачи проволоки | Плавное |
| Минимальный диаметр изделия (при сварке внутри), мм | 1000 |
| В комплект поставки включен сменный мундштук для сварки под флюсом изделий толщиной до 200 мм. Применение зауженной разделки (минимальный наклон 4° на сторону, 8° суммарно) позволяет существенно снизить время сварки и расход сварочных материалов. | 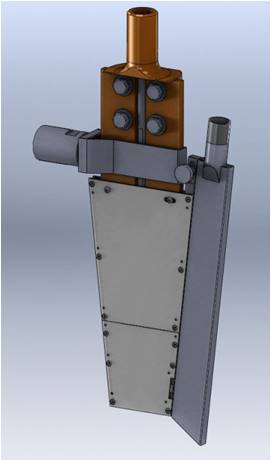 |
• Система слежения по стыку
• Система видеонаблюдения (опция)
• Система подачи и сбора флюса с вакуумным насосом
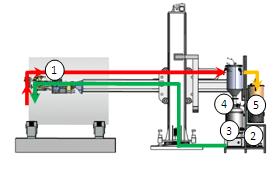
Поставляемое флюсовое оборудование обеспечивает подачу флюса в течение длительного срока работы установки, что обеспечивает непрерывный процесс сварки.
Система подачи и рециркуляции флюса для данного комплекса состоит из: высокопроизводительного вакуумного насоса (ВН), фильтра сепаратора, с промежуточным бункером принудительной подачи флюса на головке и баком питателем на 90 литров.
Флюс засыпается в бак питатель (3). Вместимость бака составляет 90 литров. Флюсовый бак-питатель (3) представляет собой сосуд, работающий под давлением, и служит для хранения, подогрева, а также подачи флюса в бункер (1). В нижней части бака-питателя встроен датчик уровня флюса и расположены два тепло электронагревателя, прикрытые опорой. Тепло электронагреватели (ТЭНы) подогревают флюс, что препятствует его слипанию и способствует беспрепятственной подаче к месту сварки. Диапазон температур нагрева флюса составляет 50…100°С, при этом максимальная температура нагрева ТЭНов составляет 250°С. ТЭНы снабжены тепловой изоляцией и термометрами. Под давлением флюс поступает в промежуточный бункер (1) небольшого объема, который находится на головке. Во время сварки флюс высыпается под собственным весом в зону горения дуги.
Мощный ВН (2) создает разряжение в магистрали сбора флюса, и весь не расплавившийся флюс засасывается через сопло и поступает в сепаратор (4). Когда уровень флюса в баке (3) достигает минимального значения (равное примерно 1 мешку флюса), у блока управления загорается сигнальная лампа. Оператор открывает клапан сепаратора (4) и собранный флюс вновь поступает в бак питатель, где смешивается с новым. Система включает в семя все необходимые шланги, клапана. Воздух, прошедший через систему поступает в пылевой фильтр (5) и выбрасывается в цех.
• Система подготовки (осушки) воздуха. (Опция)
• Источник питания MILLER SubArc DC 1250
• Единый пульт управления
• Обратные сварочные кабели
• Опорный роликовый вращатель ОВРП-60Т (специального исполнения)
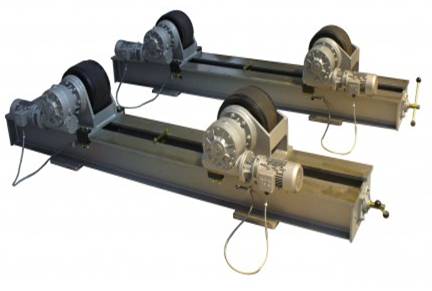
Вращатели сварочные роликовые компании ИТС, предназначены для установки и вращения цилиндрических изделий (нефтяные резервуары, цистерны, котлы) различных диаметров со сварочной скоростью при автоматической, полуавтоматической и ручной электродуговой сварке. Плавная установка расстояния между роликами под требуемый диаметр свариваемого изделия осуществляется вручную, посредством ШВП.
Вращатель состоит из приводная и холостой секции. Максимальная нагрузка на вращатель (одна приводная + одна холостая) – 60 тонн.
Роликовые опоры установлены на рельсовые тележки для возможности быстрого регулирования в зависимости от длины свариваемого изделия
| Технические характеристики | |
| Грузоподъемность (общая), кг | 60 000 |
| Диаметр изделия, мм | 800-3300 |
| Размер роликов (диаметр х ширина), мм | 500 х 250 |
| Скорость вращения, мм/мин | 100-1000 |
• Механический антидрейф (опция)
| Роликовые опоры оснащены устройством фиксации опоры к головке рельса, что обеспечивает надежное крепление опор для предотвращения смещения во время сварки. | 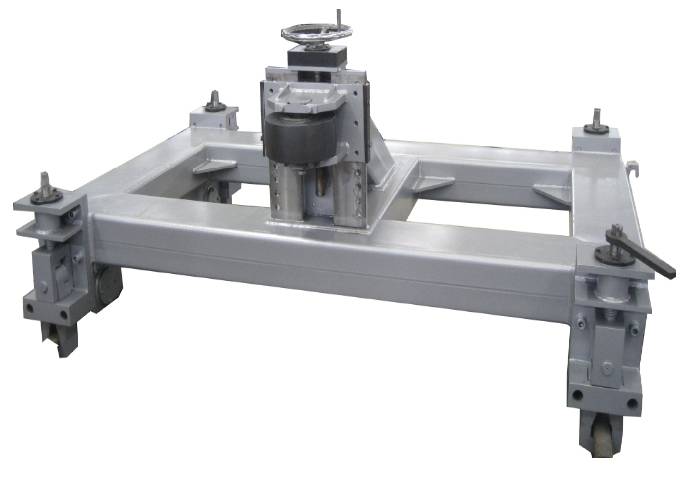 |
Источник
В стоимость оборудования входит:
– пуско-наладка
– отработка техпроцесса (по договоренности)
Гарантия на поризводимое оборудование 1 год.
Применение установки для сварки варочных сосудов :
Автоматическая установка ТОМ-85 предназначена для сварки емкостей объемами от 50 до 350 литров*. Сварка кольцевого шва проходит с применением разжимного подкладного кольца. Кольцо формируется из шести сегментов путём поочередного пневматического развода элементов. За счет пневматического усилия, значительно улучшается сварной стык обеспечивая равномерность горения дуги и глубину провара.
Принцип работы установки:
Данный сварочный вращатель включает в себя устройства, позволяющие полностью синхронизировать порядок включения (отключения) всех составных механизмов. Рабочему требуется только устанавливить заготовку выбрать типоразмер и нажать кнопку «Пуск».
Оператор надевает обечайку на специализированную оправку с пневматическими разжимами;
Оператор нажимает педаль для разжатия пневмоцилиндров и надевает донышко;
Подводит “заднюю бабку” и в ручном режиме настраивает горелку на нулевую отметку шва;
На пульте управления, выбирается автоматический режим и нажимается кнопка “Пуск”;
Начинается процесс сварки кольцевого шва;
После окончания сварки вращение прекращается, оператор отводит “заднюю бабку” и нажимает кнопку “Стоп” для сброса изделия.
Работа на установке позволяет полностью исключить влияние человеческого фактора на качество продукции.
Технические характеристики*:
Тип стационарный
Грузоподъемность, кг 50
Габариты свариваемых узлов, мм:
– диаметр 654…800
– длина 346…892
Частота вращения детали, об/мин: 0,03…0,5
Крепление деталей – специальные оправки и подвижная задняя бабка
Направление вращения шпинделя реверсивное
Токоподвод через вал патрона
Ход горизонтального перемещения задней бабки, мм 900
Регулирование скорости вращения шпинделя плавное
Перемещение задней бабки в ручном режиме
Крепление устройства для сварки специальная стойка со струбциной
Величина вертикального перемещения стойки, мм 450
Величина горизонтального перемещения стойки, мм 250
Напряжение питания, переменное, В 220
Потребляемая мощность, КВт, не более 0,5
Габариты установки, мм, не более:
– длина 3200
– ширина 1200
– высота 2000
Масса установки, кг, не более 690
*Представленные технические характеристики дорабатываются под конкретное техническое задание заказчика, возможны разные степени автоматизации процесса, характеристики сварочного оборудования, соответственно стоимость оборудования варьируется как в большую, так и в меньшую сторону.
Для получения технико-коммерческого предложения требуется составить техническое задание, направить чертеж изделия или связаться с менеджерами нашей организации. Адреса и телефоны указаны на нашем сайте в разделе Контакты.
Похожие прокты:
Источник
Описание
HWR 2502.078 / HWR 3152.108 – промышленная машина для автоматической сварки и наплавки тел вращения, разработанная в соответствии с философией HST CREATIVE. При проектировании этой машины достигнуты идеальная эргономика и обслуживание высоких технологий. Диаметр обечайки до 1500 мм, максимальная длина сварного шва 2500 – 16500 мм.
Машина подходит для работы в промышленности при высоких нагрузках эксплуатации. Общая концепция машины настолько универсальна, что установку можно использовать для любой сварки способом вращения и условной сварки продольных швов (кроме сварки на медной подкладке – для этой цели подходят машины AWL). Установка ориентирована на производство сосудов под давлением и без давления, деталей машин, фитингов труб, сосудов, теплообменников, а также сварку труб из-за отверстия в шпинделе. Машина может использоваться для многопроходной и винтовой сварки, а также для сварки пластин в вертикальном положении. Система управления RCS 06 поддерживает цифровую связь со сварочным аппаратом.
Механическая конструкция высокого качества подходит для высокой нагрузки, несущие балки со встроенным приводом на одной стороне. Между обеими сторонами имеется продольная балка, на которой установлены головки горелки на точных роликовых подшипниках. Кроме того, на машине для отвода сварочного дыма предусмотрен гибкий воздуховод интегрированный непосредственно в конструкцию.
На задней бабке может быть установлен привод, драйверы синхронизированы и не имеют люфта. Шаговый двигатель через планетарный редуктор , приводит в движение с помощью зубчатого ремня. Главный шпиндель и задняя бабка имеют фланцы для крепления универсального патрона 250 мм.
Задняя бабка может поставляться с цифровой управляемой осью Т. Это означает, что угол наклона шпинделя задней бабки в диапазоне 0 – 90° можно запрограммировать. Это концептуальное преимущество может быть использовано при сварке в определенных положениях при сварке вращением с большими возможностями. Давление задней бабки рассчитано как линейное с зажимным сегментом и упорным пневматическим цилиндром Ø125 мм, со стандартным ходом 300 мм (по запросу может быть выше). Корпус блокировки задней бабки может комплектоваться системой охлаждения для двух сварочных горелок (опция).
Головка с горелкой оснащена приводом и имеет цифровое управление по оси X. Поставляется как с одной сварочной горелкой, так же возможно использование двух сварочных горелок одновременно. Головка с горелкой может иметь пневматический привод и три положения регулировки, или электронно-механический привод, с цифровой управляемой осью Z . Механизм головки заканчивается суппортом точного положения горелки с регулировкой по двум осям +/- 20 мм, и возможностью поворота на 90°, с определением положения. Держатель горелки, может быть в версии TIG или MIG.
Машина может быть оборудована устройством подачи холодной проволоки HST CREATIVE CW 08 TWIN. Механизм подачи полностью контролируется системой управления установки и предоставляет широкий спектр возможностей регулировки параметров подачи, включая реверсирование проволоки.
Машина управляется цифровой системой RCS 06, которая обеспечивает понятный пользовательский интерфейс с возможностями программирования и высоким уровнем производства на протяжении всего процесса сварки.
HWR LEADER 2502.078 / 3152.108 – это универсальная установка с возможностью производить сварку кольцевых и продольных сварных швов, с системой контроля положения сварочной горелки по высоте, разработанная для производства TIG/MIG/PLASMA видов сварки, инженеры – конструкторы HST CREATIVE разработали уникальную запатентованную технологию по изготовлению специальной оснастки внутренней защиты газом формирования сварного шва, сосудов диаметром до 1500 мм.
Для одного из предприятий Чувашии по спецпроекту была разработана и построена на базе HWR LEADER 3152.108, установка с системой прижатия внутренней и наружной кромки шва, внутренним/наружным поддувом в место сварки защитным газом деталей котла, с использованием PLASMA сварки.
Преимущества установки HWR LEADER
- Автоматический или ручной режим управления.
- Система управления RCS06 собственной разработки компании HST CREATIVE, оснащенная лучшими функциональными возможностями с логическими функциональными блоками.
- Управление сварочной установкой осуществляется клавишей ВВЕРХ / ВНИЗ.
- Обеспечение синхронизации программ управления сварочной установкой и сварочным автоматом.
- Настройки режимов работы сварочной установки, таких как автоматический запуск и автоматическое заполнение кратера.
Технические характеристики HWR LEADER
| Модель | HWR 2502,078 | HWR 3152,108 |
| Максимальная мощность при статической нагрузке силовых приводов | 2200 кг | 5200 кг |
| Крутящий момент на валу шпинделя для машины версии Mk I | 1066,0 Нм | 1918,0 Нм |
| Крутящий момент на валу шпинделя для машины версии Mk II | 1766,0 Нм | 3198,0 Нм |
| Крутящий момент на валу шпинделя для машин версии Mk.III | 2487,0 Нм | 4477,0 Нм |
| Диапазон скорости для машины версии Mk I | от 0,01 до 5,6 об / мин | от 0,01 до 5,6 об / мин |
| Диапазон скорости для машины версии Mk II | от 0,01 до 3,3 об / мин | от 0,01 до 3,3 об / мин |
| Диапазон скорости для машины версии Mk.III | от 0,01 до 2,4 об / мин | от 0,01 до 2,4 об / мин |
| Высота задней бабки | 0-90 °/ макс 0 кг | 0-90 °/ макс 0 кг |
| Соответствующий универсальный зажимной патрон, диаметр | ø250 мм | ø315 мм |
| Максимальный диаметр изделия – диаметр поворота | ø1000 мм | ø1500 мм |
| Источник питания | 3 x 400 В | 3 x 400 В |
| Габариты, когда расстояние между фланцами 2500 мм, без дополнительных элементов. | 2113 х 1503 х 5300 мм | 2624 х 2127 х 5300 мм |
| Расстояние между фланцами шпинделей – дополнительный элемент | 2500 мм | 2500 мм |
| Вес машины, когда расстояние между фланцами 2500 мм | 2000 кг | 2300 кг |
Конструктивные особенности HWR LEADER
Блок управления RCS 06
RCS 06 является многофункциональной системой управления предназначенной для автоматической сварки тел вращения. Это совершенно структурированная система с самым современным программным обеспечением разработанная собственным департаментом развития. Система может работать в полном автоматическом режиме, так и позволяет осуществлять детальное программирование процесса.
Базовые функции:
- Автоматический режим: рабочий цикл управляет установкой во всех аспектах. Он контролирует не только точное вращение, но также работу периферийных устройств, таких как колебание, наклон и движение сварочной горелки, перемещение по оси X и т.д. Оператор может настроить загрузку заготовок и удаление готового продукта.
- Ручной режим сварки: оператор может непосредственно контролировать все функции установки от контроллера. Режим является оптимальным для позиционеров, а также для сварки деталей требующих установки новых параметров.
- Режим без сварки: позволяет оператору производить проверку программы до сварки (сварочный источник выключен).
Базовая структура
- Технология, оператор вводит основные параметры: диаметр изделия и RCS 06 автоматически установит правильную скорость вращения.
- Вращение шпинделя: покрывает широкий спектр функций, связанных исключительно с вращением шпинделя, важные параметры, такие как: направление вращения, ускорение, замедление, задержка вращения, угол поворота, и т.д. В некоторых случаях , функции управления являются более сложными, чем в робототехнических системах.
- Функции перемещения: этот раздел непосредственно управляет пневматическими и электрическими приводами, такие как позиционирование сварочной горелки или задней бабки(для установок серии EWR, HWR).
- Управление сварочным источником: RCS 06 поддерживает обмен данными с сварочным источником, например вызывает сохраненные программы сварки. Кроме того, блок управления дает команды старта и остановки сварки, позволяет оператору записывать новые программы для различных изделий.
- Колебание горелки: функция колебания имеет точный математический алгоритм движения сварочной горелки вдоль вращающейся траектории. Это идеальное решение для широкого круга задач.
- Ось X: эта функция управляет продольным движением сварочной горелки и синхронизирует с вращением позиционера. Тем самым позволяя оператору производить сварку в различных точках вдоль изделия или производить сварку по спирали.
- Функция поддув газа: предоставляет оператору возможность точно контролировать количество поддувочного газа и обеспечить защиту корня шва.
- Подача проволоки: при использовании TIG или плазменной сварки специальный блок подачи холодной проволоки, разработанный исключительно HST, имеет цифровое управление и отлично синхронизирован с модулем управления, обеспечивающий точную подачу проволоки.
Вспомогательные функции
Этот раздел открыт для настройки пользователем и позволяет контролировать работу периферийных устройств, таких как плазма и др. RCS 06 оснащен широким спектром цифровых решений, таких как свободного программирования функций кнопками, программирование названий кнопками и т.д.
Программирование
RCS 06 работает с ячейками памяти. Каждый этап автоматизированного процесса может быть введен пользователем и хранятся в ячейке памяти. Система может хранить до 99 программ. Каждой программе можно присвоить имя. Это отличная возможность для создании программы в реальном времени. С помощью раздела «последовательность функций» можно ввести ряд программ из памяти и запускать их последовательно с нажатием кнопки, превращая 99 программ в более чем 10 000 полностью автоматизированных решений.
Комплектация установки HWR LEADER
Комплект оборудования установки включает:
- Систему управления RCS 06 собственной разработки компании HST Creative с наилучшим набором режимов и логическими функциональными блоками.
- Синхронизированные двигатели главного шпинделя и шпинделя задней бабки.
- Комплексную систему воздуховодов.
- Прецизионные линейные подшипники.
- Кабель управления к сварочной установке без соединительного разъема.
Оборудование обеспечения прецизионной сварки включает:
- Универсальный зажимный патрон.
- Суппорт механический.
- Суппорт пневматический.
- Оборудование для подключения второго сварочного аппарата.
- Суппорт с одним кронштейном и суппорт с двумя кронштейнами.
- Дублирующую пневматическую систему.
- Держатель сварочной горелки при дуговой сварке в газах плавящимся электродом MIG, или дуговой сварке неплавящимся электродом в среде инертного газа TIG.
- Систему охлаждения 8,5 кВт.
- Цифровой блок подачи холодной проволоки CW 08 TWIN.
- Настройку подачи проволоки.
- Заднюю бабку без наклона.
- Заднюю бабку со сменой угла наклона от 0 – 90°.
- Функциональную настройку приводов с цифровым управлением по оси Х.
- Функциональную настройку приводов с цифровым управлением по оси Z.
- Многофункциональную систему слежения
- Цифровой контроллер или регулятор «Могучий контроллер» (Mighty-Сontroller).
- Настройка подачи поддувочного газа.
0.B Универсальный трехкулачковый патрон 250 мм со специальной регулировкой для сварки, отверстие 78 / 256 / 314 мм. | |
1.0 Доплата за 1 метр длины (базовая длина между фланцами = 2500 мм) | |
2.А Задняя бабка без наклона для версий Mk.I, Mk.II, Mk.III | |
2.B Задняя бабка с моторизованным наклоном – управляемая ось Т | |
3.2 Синхронизированный с главным шпинделем привод задней бабки для версий MkI, Mk.II, MkIII | |
4.A Суппорт для одной сварочной горелки с пневматическим приводом оси Z | |
4.B Суппорт для двух сварочных грелок с пневматическим приводом оси Z | |
4.C Пневматическая система балансировки – всенаправленная | |
5.A Суппорт для одной сварочной горелки с электрическим приводом оси Z | |
5.B Суппорт для двух сварочных горелок с электрическим приводом оси Z | |
6.1 ARM 2 SLIDE – Механическая головка (слайдер) с перемещением +/- 20 мм (оси X / Z) | |
6.2 ARM 2 ROTO SLIDE Механическая головка (крестовина) с перемещением +/- 20 мм (osy X / Z / T / R / J) с возможностью поворота на 90 градусов | |
6.3 ARM 2 TILT TORCH HOLDER – Держатель горелки MIG или TIG с возможностью выбора диаметра | |
6.4 Наклонный держатель ARM 2 + сенсор высоты TIG Держатель горелки TIG с системой контроля высоты сварного изделия | |
6.5 Наклонный Держатель ARM 2 + сенсор высоты МIG Держатель горелки МIG с системой контроля высоты сварного изделия | |
6.6 ARM 2 SLIDE MICRO – Точная система непрерывной подачи холодной проволоки +/- 5 мм (ось X / Z) | |
6.7 ARM 2 GAS COVER – Система газозащиты сварки с помощью сборного башмака | |
7.0 FLOW A1 SET односторонняя подача газа под сварным швом или к месту сварки, контролируемой системой управления | |
8.0 FEEDER CW 08 TWIN Цифровой механизм подачи холодной проволоки полностью интегрирован в подчиненную систему управления | |
9.0 Интегрированная система охлаждения для большего количества устройств | |
10.0 Комплект вытяжки дыма, встроенный в головку горелки | |
11.0 Носитель технологических компонентов (ЖК-камера, технология сварки и др.) | |
12.1 Ручной контроллер HCR02.- Старт/стоп, Лево /Право | |
12.2 MIGHTY CONTROLLER Цифровое программируемое дистанционное управление с отображением параметров | |
12.3 Держатель пульта дистанционного управления Mighty Controller |
Источник