
Запись в паспорте сосуда о освидетельствовании
![]()
Допустимо ли в качестве записи в паспорте сосуда под давлением после НВО использовать напечатанный текст, который вырезается и вклеивается, при этом после сверху ставится печать организации и подпись представителя экспертной организации. Проблема возникла из-за наличия большого числа сосудов на одном объекте и делать запись вручную займет неделю. Кто сталкивался, что бы сказали представители РТН? П.С. в частности объекты принадлежат Казанскому РТН (Татарстан)
![]()
Комментарии:
| Название | Дата загрузки | Кто загрузил |
Ещё 9 веток и
43 комментариев в теме
Последний: 17.03.2016 23:08
![]()
Сергей Владимирович! Вы в пылу полемики совсем забыли, с чего начиналась тема – вопросы задавались не эксплуатционщиком, просившим защиты – представитель экспертной организации жаловался на трудную долю. Он спрашивал как бы при проведении ТО (причем не за бесплатно) уйти от требований по внесению соответствующих записей в паспорта сосудов. Ну и причем здесь тупизм части сотрудников Ростехнадзора? Тебе платят за работу – отрабатывай деньги.
О сертификации на соответствие требованиям ТР ТС 032 и ГОСТ Р 52630 Сертификация и должна производиться, фактически, на соответствие требованиям стандартов приведенным в соответствующем перечне к Регламенту. Согласно ФЗ-184:
“сертификация – форма осуществляемого органом по сертификации подтверждения соответствия объектов требованиям технических регламентов, положениям стандартов, сводов правил или условиям договоров”;
И если сертификационный центр выдал на сосуд С.С, то, наверняка, требования названного ГОСТа были учтены (хотя эти центры тоже могут прежде всего учитывать коммерческую составляющую выполняемой работы).

13.03.2016 13:52
в ответ на #58017
Вы в пылу полемики совсем забыли, с чего начиналась тема – вопросы задавались не эксплуатционщиком, просившим защиты – представитель экспертной организации спрашивал как бы при проведении ТО (причем не за бесплатно) уйти от требований по внесению соответствующих записей в паспорта сосудов.
– согласен, но суть мною изложенного от этого не меняется. То, что я написал, как раз на руку представителю ЭО (но не потому, что я ему подыгрываю, а потому, что так можно). А про тупизм некоторых инспекторов – это уже к другой теме относилось (пусть и на этой ветке).
Изготовление по ГОСТу и подтверждение соответствия этому ГОСТу – не одно и тоже. Если изготовитель не заявлял, что оборудование изготавливается по ГОСТу, то ОС тем не менее, как Вы правильно заметили, имеет право оценить его соответствие этому ГОСТу из перечня, но конечная цель этой процедуры – подтверждение соответствия ТР ТС 032, и, в части документации, если изготовитель соблюдает требования ТР ТС 032 (а их там предостаточно, в отличие от требований к “железу”), то требования ГОСТа в части документации (в данном случае – форма паспорта) могут не соблюдаться, поскольку они избыточные.
Ещё
1 комментариев в теме
Последний: 13.03.2016 14:42
![]()
13.01.2017 17:46
в ответ на #58019
Сергей Владимирович, правильно ли я Вас понимаю, что если у нас в Декларации соответствия ТР ТС 032 не указано ГОСТа, то наш паспорт по форме может не соответствовать ГОСТ Р 52630-2012 Приложение Т? Если да, то есть документ (пункт), который это регламентирует, чтобы на него сослаться в диалоге с заказчиком, который желает, чтобы паспорт был вылизан в соответствии с формой по ГОСТ Р 52630-2012 Приложение Т? В инструкции по заполнению этой формы, которая в целом вроде как сделана на основе ПБ 03-576-03, но в деталях всё-таки отличается, есть много указаний, что ячейки заполняются в соответствии с НД… а вот что под этим подразумевается, найти нигде не можем. Старый вариант заполнения, который использовали лет 10, теперь вдруг не устраивает… Заранее благодарен за ответ!
13.01.2017 17:53
в ответ на #71713
Если сосуд не выпускается по этому ГОСТу (в особенности, если он зарубежного производства), то никто не имеет право требовать составление паспорта согласно приложению Т.
ТР ТС 032, п. 35. “Соответствие оборудования требованиям настоящего технического регламента обеспечивается путем непосредственного выполнения этих требований либо путем выполнения требований стандартов, включенных в перечень стандартов, в результате применения которых на добровольной основе обеспечивается соблюдение требований настоящего технического регламента.”
Так что составляете паспорт в соответствии с требованиями п. 21 ТР ТС 032 и посылаете заказчика с его хотелками куда подальше, за исключением случая, когда он готов оплатить составление паспорта по форме прил. Т.
13.01.2017 19:26
в ответ на #71714
Тут еще вот какой момент – согласно измененным с 22.12.2016 правилам оформления СС и ДС, в поле Дополнительная информация необходимо указывать ГОСТы из перечня к ТР ТС – либо ГОСТы полностью, либо отдельные разделы (пункты, подпункты) из них, “если соблюдение требований ТР ТС может быть обеспечено применением отдельных разделов (пунктов, подпунктов) этого стандарта, а не стандарта в целом“.
Поэтому, в случае, если паспорт оформлен не по форме из ГОСТа, лучше указывать в СС и ДС не ГОСТ полностью (в особенности, если сосуд импортный), а отдельные разделы или пункт из разделов. В частности, не указывать раздел 9 или, хотя бы, пункт 9.2 ГОСТа. Тогда никто не будет требовать паспорт согласно приложению Т.
![]()
14.01.2017 02:28
в ответ на #71715
Ну у нас декларации соответствия годичной давности, так что там никаких ГОСТов нет. Оборудование импортное, указано только, что изготавливается в соответствии с ASME или PED. Паспорт же мы так или иначе выпускали всегда по старому ПБ 03-576-03 (по привычке, ну и чтобы не изобретать велосипед). И тут вот получили претензию, что вот теперь есть чудо приложение Т, которое переработало ПБ и теперь регламентирует форму. Пошли на встречу, переработали все паспорта на поставку, но всё равно получили новые замечания. Причём сложилось впечатление, что кто-то сидел и сравнивал каждую запятую. Мы форму конечно сделали новое, но то, что визуально осталось вроде как без изменений, заполнили по старому… и получили вопросы… Как я написал выше, очень убили пункты, ссылающиеся на некую нормативную документацию. Например в разделах 6 и 7. В разделе 6 – указываются допустимые значения разных отклонений (в соответствии с НД…), в разделе 7 в столбце оценка исследования тем или иным методом контроля просится ссылку на НД… раньше писали “Нет дефектов”, до этого, как в инструкции к ПБ было “соответствует правилам Госгортехнадзора России”… На какое НД тут давать ссылку – ума не приложу, весь этот ГОСТ и ТР ТС заодно перерыл, но ответа для себя не нашёл и зашёл в тупик… Пытался вообще найти какое-нибудь обучение по заполнению Паспортов в интернете, но ничего путного что-то не попалось. Не подскажите где-то можно предметно проконсультироваться на этот счёт?
14.01.2017 03:16
в ответ на #71728
2.8.4 В графе «Диаметр» указываются:
– допускаемое отклонение диаметра согласно требованиям НД; Принимается согласно п. 6.2.4 (для обечаек) и п. 6.3 (для цилиндрических бортов днищ) ГОСТ Р 52630-2012.
2.8.5 В графах «Овальность» и «Отклонение от прямолинейности» указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД; Принимаются согласно п. 6.2.4 (для обечаек) и п. 6.3 (для цилиндрических бортов днищ) ГОСТ Р 52630-2012.
2.8.6 В графе «Смещение кромок сварных стыковых соединений» указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД; Принимаются согласно п. 6.9.9 ГОСТ Р 52630-2012.
2.9.6 В графе «Оценка» указывается оценка результата контроля и ссылка на соответствующий НД. Согласно ГОСТам или РД на соответствующий метод контроля, или п. 6.10.2, 6.10.3 ГОСТ Р 52630. Но наиболее подходящая и универсальная фраза для этой графы (независимо от метода контроля): Без недопустимых дефектов.
P.S. Консультационных центров по заполнению паспортов никогда не было и нет.
![]()
14.01.2017 03:37
в ответ на #71729
Спасибо за развёрнутый ответ! Проблема в том, что у по разделу 6 никто этого не измеряет. У нас французы делают проверку габаритных и основных и размеров и визуальный контроль. Есть AS-Built drawing. И всё. Более того, некоторые аппараты квадратные, так что у них ни диаметра, ни овальности нет… Ну а то, что мы тесты не ГОСТ делаем, это не важно? Всё равно можем ГОСТы указывать в качестве НД?
P.S. А в частном порядке такие консультации можно получить, чтобы сесть рассмотреть всю нашу документацию и вылизать этот паспорт. А ты мы получаемся – самоучки и все документы дорабатываем, вот так, получая замечания. А хочется, чтобы всё было чётко и заказчики могли пользоваться документацией, вспоминая нас добрым словом, а не строча разные замечания…
14.01.2017 04:04
в ответ на #71730
Для сосудов квадратного сечения (как я понимаю, речь о коллекторах АВО) раздел 6 не заполняется (при большом желании можно заполнить только в части смещения кромок стыковых швов).
Для сосудов круглого сечения имеете полное право (и даже нужно) указывать величины допускаемых отклонений и овальности согласно ГОСТ Р 52630-2012.
Раздел 8 «Данные о других испытаниях и исследованиях» можно не заполнять согласно п. 8.10.1 Если проведена производственная аттестация технологии сварки, то разрешается не выполнять механические испытания контрольных сварных соединений.
P.S. Нет, я ни с кем на контакт не выхожу, на то есть много объективных причин.
![]()
16.01.2017 10:28
в ответ на #71731
Спасибо за разъяснения! Речь у нас идёт не о АВО, а о пластинчатых теплообменных аппаратах со сварным пакетом пластин. Они как коробочки.
Ещё 8 веток и
43 комментариев в теме
Последний: 5.04.2016 21:01

Т.е. если ТУ экспл не на ОПО, то по истечении срока службы назначенного изготовителем что делать? Эксплуатировать дальше? Сколько лет?
25.04.2016 15:03
в ответ на #60749
А в каком НД написано, что если ОПО не подлежит регистрации в государственном реестре, то он уже не ОПО, и, как следствие, эксплуатируемые на нем ТУ не подлежат ЭПБ с продлением срока службы?

25.04.2016 15:20
в ответ на #60763
если ТУ экспл не на ОПО, то по истечении срока службы назначенного изготовителем что делать?
ИХМО;Читать/искать ГОСТ -ОСТ, СНиП, РД , МИ с соответствующей процедурой или прописывать в это в ЭД ИЗГОТОВИТЕЛЯ 🙂
если ТУ экспл не на ОПО, то по истечении срока службы назначенного изготовителем что делать?
ИХМО;Читать/искать ГОСТ соответствующей процедурой))
![]()
Добрый день!
Может ли провести и сделать запись в паспорт сосуда НВО главный механик организации или необходим эксперт со стороны?
Спасибо!
![]()
13.09.2016 16:17
в ответ на #66349
Сосуд на учете в РТН? См п 383 и 384 ФНП.
13.09.2016 16:35
в ответ на #66349
Нужны две подписи – кто проводил и кто принял..Если ЕСТЬ соответствующая структура с выполняющая ТД/ТО/с приказом о диллигировании полномочий, то ФОРМАЛЬНО, гл. механик ИМЕЕТ право утверждения данного докуменна о ТО/ТС
ИХМО: Лучше “звучит” подпись гл. инженера.
![]()
Результаты технического освидетельствования с указанием
максимальных разрешенных параметров эксплуатации (давление,
температура), сроков следующего освидетельствования должны быть
записаны в паспорт оборудования под давлением лицами, проводившими
техническое освидетельствование. Срок следующего периодического
технического освидетельствования не должен превышать срока службы
оборудования, установленного изготовителем или заключением экспертизы
промышленной безопасности, оформленным по результатам технического
диагностирования при продлении срока службы оборудования.
![]()
Не ожидал столь быстрого ответа, спасибо… уже не на работе.
З И Н, да на учете в РТН, спасибо, посмотрю завтра.
Султанов Александр В., спасибо, если я правильно понял можно самим!
Речь идет конкретно о НВО, остальное все по срокам еще не скоро.
![]()
Федеральные нормы и правила в области промышленной безопасности
«Правила промышленной безопасности опасных производственных
объектов, на которых используется оборудование, работающее под
избыточным давлением
п. 364

Источник
Версия для печати
1 Общие положения
1.1 Раздел паспорта “Общие сведения”, разделы 1-11 и приложения заполняются изготовителем сосуда, а разделы 12-18 – владельцем сосуда.
Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия требованиям ТР ТС), номер и дата регистрации или выдачи и срок действия заполняются изготовителем или лицом, уполномоченным изготовителем.
1.2 Единицы физических величин следует указывать в системе СИ.
1.3 Опечатки, описки и графические неточности, допущенные в процессе заполнения паспорта, разрешается исправлять. Правомочность исправления следует подтвердить надписью “Исправленному верить”, заверенной печатью.
1.4 Перед отрицательными значениями величин следует писать слово “минус”. Не допускается проставлять математический знак (например: “+”, “-“, “<“, “>”, “=” и др.) без цифры, а также математический знак минус (“-“) перед отрицательным значением величины.
1.5 Все строки и графы разделов (таблиц) должны быть заполнены.
Не допускается ставить кавычки вместо повторяющихся цифр, марок сталей, знаков, математических и химических символов.
Если в строках или графах разделов (таблиц) не требуется указывать цифровые или иные сведения, то в них ставят прочерк.
1.6 В случае изготовления сосуда или его частей из импортных материалов в паспорт сосуда заносятся данные по соответствующим сертификатам на применяемые материалы. Указание российских аналогов не требуется.
1.7 Паспорт сосуда и прилагаемые к нему материалы, включая чертежи и расчеты на прочность, должны полностью соответствовать изготовленному сосуду.
2 Порядок заполнения разделов паспорта
2.1 Раздел “Содержание паспорта”
2.1.1 В графе “Наименование” перечисляются все разделы паспорта, содержащие сведения о данной конструкции, а также прилагаемые к паспорту документы.
2.1.2 В графе “Число листов/страниц” указывается общее число листов/страниц документа данного наименования.
2.1.3 Необходимость приложения дополнительной документации изготовителя, ее состав и объем определяет изготовитель сосуда.
2.2 Раздел “Общие сведения о сосуде”
В строке “Идентификационный (заводской) номер” следует указывать порядковый номер сосуда по системе нумерации изготовителя.
2.3 Раздел 1 “Техническая характеристика и параметры”
2.3.1 В головке таблицы графу “Наименование частей сосуда” следует разделить на число подграф, соответствующее числу наименований герметично разделенных пространств (частей) сосуда: корпус, рубашка, трубное пространство и т.д. То есть, число подграф графы “Наименование частей сосуда” должно соответствовать числу разделенных пространств (частей) сосуда.
2.3.2 В строке “Рабочее давление” указывается рабочее давление, приведенное в конструкторской документации (в сборочном чертеже). Под рабочим давлением следует понимать максимальное внутреннее избыточное или наружное давление, возникающее при нормальном протекании рабочего процесса, без учета гидростатического давления среды и допустимого кратковременного повышения давления во время срабатывания предохранительного клапана или другого предохранительного устройства.
2.3.3 В строке “Расчетное давление” указывается расчетное давление, приведенное в конструкторской документации (в чертеже общего вида или в сборочном чертеже), или номинальное давление для стандартных сосудов.
В случае, когда указывается номинальное давление, необходимо дать сведения о пределах применения сосуда в зависимости от давления и температуры. Под расчетным давлением следует понимать давление, на которое производится расчет на прочность.
2.3.4 В строке “Пробное давление” указывается давление, при котором проводилось гидравлическое (пневматическое) испытание при изготовлении сосуда. При замене гидравлического (пневматического) испытания другим видом испытания в этой строке делается запись (см. раздел 8 паспорта).
2.3.5 В строках “Рабочая температура” и “Расчетная температура стенки” указывается температура, приведенная в конструкторской документации (в сборочном чертеже). Под рабочей температурой следует понимать максимальную рабочую температуру среды, возникающую при нормальном протекании рабочего процесса.
2.3.6 В строке “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” указывается температура в соответствии с 5.1.4 настоящего стандарта.
Для сосудов, устанавливаемых в отапливаемом помещении, строка “Минимально допустимая температура стенки сосуда, находящегося под расчетным давлением” не заполняется.
2.3.7 Строка “Наименование рабочей среды” заполняется в соответствии с конструкторской документацией (сборочным чертежом), а при отсутствии сведений о среде в чертеже данная строка заполняется владельцем сосуда.
2.3.8 В строке “Характеристика рабочей среды” следует указывать класс опасности согласно ГОСТ 12.1.007, взрывоопасность (“Да” или “Нет”), пожароопасность (“Да” или “Нет”) среды.
2.3.9 Строка “Прибавка для компенсации коррозии (эрозии)” заполняется в соответствии с технической характеристикой сборочного чертежа.
2.3.10 В строке “Вместимость” указывается номинальный объем рабочего пространства (частей) сосуда.
2.3.11 В строке “Максимальная масса заливаемой рабочей среды” указываются сведения только для сосудов со сжиженными газами, степень заполнения которых средой устанавливается взвешиванием.
2.3.12 В строке “Назначенный срок службы сосуда” указывается назначенный срок службы сосуда согласно сведениям автора проектной документации.
2.3.13 Таблицу “Техническая характеристика и параметры” допускается дополнить данными, определяющими специфику эксплуатации конкретных типов сосудов.
2.4 Раздел 2 “Сведения об основных частях сосуда”
2.4.1 Графа “Наименование частей сосуда” заполняется в соответствии с данными сборочного чертежа.
В разделе приводятся данные по основным частям сосуда, работающим под давлением (обечайкам корпуса, днищам, коническим переходам, корпусным фланцам, трубным решеткам, теплообменным трубам и др.).
Элементы корпуса одного диаметра, толщины и материального исполнения разрешается не разбивать на отдельные составные части (обечайки и др.).
2.4.2 В графе “Число” указывается общее число одинаковых частей сосуда.
2.4.3 В графе “Размеры” указываются номинальные размеры (диаметр, толщина стенки, длина или высота) частей сосуда после изготовления.
2.4.4 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав металла и технические требования.
2.4.5 В графе “Примечание” указывается способ изготовления сосуда (цельнотянутый, литой и др.).
2.5 Раздел 3 “Данные о штуцерах, фланцах, крышках и крепежных изделиях”
2.5.1 В графе “Наименование” указывается обозначение штуцера и перечисляются все детали, входящие в данный узел (патрубок, фланец, крышка, укрепляющее кольцо, прокладка, крепеж). Разрешается указывать условные обозначения стандартных деталей.
2.5.2 В графе “Число” указывается общее число однотипных деталей.
2.5.3 В графе “Размеры” следует указывать:
– для патрубка – наружный или внутренний диаметр и толщину стенки;
– для фланца – габаритные размеры и внутренний диаметр;
– для крышки – наружный диаметр и толщину;
– для укрепляющего кольца – наружный диаметр и толщину;
– для прокладки – наружный (внутренний) или средний диаметр и толщину;
– для крепежа – номинальный диаметр резьбы.
2.5.4 В графе “Материал” указывается марка материала, номер стандарта (технических условий) на химический состав и технические требования.
2.6 Раздел 4 “Данные о предохранительных устройствах, основной арматуре, контрольно-измерительных приборах, приборах безопасности”
2.6.1 Раздел заполняется изготовителем сосуда только в случае поставки предохранительных устройств, арматуры и приборов вместе с сосудом, в противном случае изготовитель делает запись “В объем поставки не входит”.
2.6.2 В графе “Наименование” указываются:
– для предохранительного клапана – наименование или условное обозначение по паспорту;
– для мембранного предохранительного устройства – наименование или тип по паспорту;
– для запорной и регулирующей арматуры, а также приборов для измерения давления, температуры, указателей уровня жидкости и т.п. – наименование или условное обозначение по нормативной документации.
При установке звуковых, световых или других сигнализаторов и блокировок следует указать подробную их характеристику.
2.6.3 В графе “Число” указывается общее число устройств, арматуры, приборов одного типа.
2.6.4 В графе “Место установки” указывается наименование сборочной единицы, на которой устанавливаются устройство, арматура или приборы.
2.6.5 В графе “Номинальный диаметр” для мембранных предохранительных устройств указывается номинальный диаметр мембраны.
2.6.6 В графе “Номинальное давление” для мембранных предохранительных устройств указываются минимальное и максимальное давления срабатывания.
2.6.7 В графе “Материал корпуса” указываются марка материала, номер стандарта на химический состав и технические требования.
2.7 Раздел 5 “Данные об основных материалах, применяемых при изготовлении сосуда”
2.7.1 В графе “Наименование элемента” указывается наименование элементов, которые находятся под давлением (обечайка, днище, крышка, трубная решетка, рубашка, штуцера, фланцы и т.д.).
2.7.2 В графе “Материал” указываются марка материала, номер стандарта или технических условий на химический состав и технические требования, номер плавки (партии) из сертификата на материал, номер и дата сертификата изготовителя металлопродукции или протокола или, в случае отсутствия сертификата, номер и дата протокола заводских испытаний изготовителя сосуда.
2.7.3 В остальных графах указываются данные из сертификатов изготовителя металлопродукции, а в случае отсутствия сертификатов – данные из протоколов заводских испытаний изготовителя сосуда.
Для деталей, кроме указанных в разделе 2 паспорта, графы, содержащие сведения по механическим испытаниям, химическому составу, а также графа, содержащая дополнительные данные, не заполняются, если соответствующие сертификаты (протоколы заводских испытаний) прилагаются к паспорту.
Заполнение указанных граф для основных элементов сосудов по разделу 2 – обязательно.
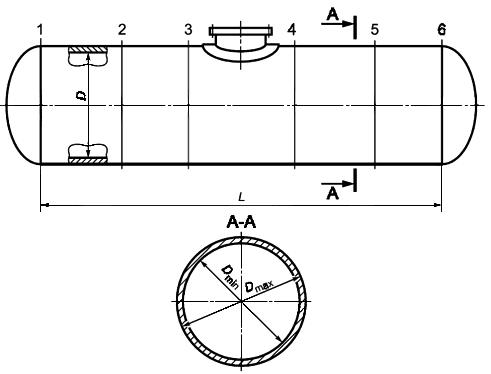
2.8 Раздел 6 “Карта измерений корпуса сосуда”
2.8.1 В графе “Наименование элемента” указываются элементы сосуда, на которых проводятся соответствующие измерения. Этими элементами являются днища, цилиндрические части корпуса одного диаметра и материального исполнения.
2.8.2 В графе “Номер эскиза” указывается соответствующий номер эскиза, прилагаемого изготовителем сосуда к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 1, прилагаемого к инструкции.
2.8.3 В графе “Номер сечения” указывается обозначение сечения элемента согласно прилагаемому эскизу.
Число сечений для каждого элемента, в которых проводятся измерения данных параметров и их расположение, устанавливается ОТК изготовителя в зависимости от конструкции, габаритов, результатов визуального контроля.
2.8.4 В графе “Диаметр” указываются:
– номинальный внутренний или наружный диаметр согласно чертежу общего вида или сборочному чертежу;
– допускаемое отклонение диаметра согласно требованиям НД;
– фактические отклонения диаметра.
Измерение фактического диаметра в каждом сечении проводится при помощи рулетки прямым измерением по длине окружности.
2.8.5 В графах “Овальность” и “Отклонение от прямолинейности” указываются:
– допускаемые величины относительной овальности и отклонения от прямолинейности, регламентированные требованиями настоящего стандарта или НД;
– фактические величины относительной овальности и отклонения от прямолинейности.
Фактическая овальность в каждом сечении определяется путем прямых измерений фактических диаметров в нескольких взаимно перпендикулярных направлениях и определении пары с наибольшей разницей между минимальным и максимальным значениями диаметров для последующего вычисления величины фактической овальности.
2.8.6 В графе “Смещение кромок сварных стыковых соединений” указываются для продольных и кольцевых швов:
– допускаемые величины, регламентируемые требованиями настоящего стандарта или НД;
– фактические результаты измерений.
Данная графа заполняется для каждого элемента сосуда. В графе следует указывать максимальное значение.
2.9 Раздел 7 “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
2.9.1 В графе “Обозначение сварного шва” указывается номер или обозначение сварного шва в соответствии со схемой контроля сварных швов, или эскизом, прилагаемым изготовителем к настоящему разделу паспорта. Эскиз выполняется по примеру эскиза N 2, прилагаемого к инструкции.
Должны быть указаны все сварные швы, работающие под давлением, а также шов приварки опоры к корпусу вертикальных сосудов.
2.9.2 В графах “Способ выполнения соединения (сварка, пайка)”, “Вид сварки (пайки)” и “Электроды, сварочная проволока, припой (тип, марка, стандарт или технические условия)” указываются способ выполнения соединения (сварка или пайка), вид сварки (автоматическая, ручная и т.д.), марка, номер стандарта или технических условий на присадочные материалы.
2.9.3 В графе “Метод неразрушающего контроля” указывается примененный метод неразрушающего контроля (радиографический, ультразвуковой и др.).
2.9.4 В графе “Объем контроля” указывается объем проведенного контроля.
2.9.5 В графе “Номер и дата документа о проведении контроля” указывается номер и дата документа (протокола, отчета или акта) о проведении неразрушающего контроля.
2.9.6 В графе “Оценка” указывается оценка результата контроля и ссылка на соответствующий НД.
2.10 Раздел 8 “Данные о других испытаниях и исследованиях”
В разделе указываются проведенные изготовителем сосуда испытания механических свойств сварных соединений в соответствии с таблицей 17 настоящего стандарта и исследования, не предусмотренные предыдущими разделами настоящего паспорта (испытание на стойкость к межкристаллитной коррозии, стилоскопирование, металлография и др.), но проведение которых требуется согласно НД.
2.11 Раздел 9 “Данные о термообработке”
2.11.1 Данный раздел заполняется для сосуда в сборе или его частей, подвергнутых послесварочной термообработке.
2.11.2 В графе “Наименование элемента” указывается наименование сборочной единицы или элемента, которые подвергались послесварочной термообработке, в том числе и сосуд в сборе.
2.11.3 В графе “Номер и дата документа” указываются номер и дата документа (протокола, акта) о проведении термообработки.
2.11.4 Раздел разрешается заменять диаграммой термообработки, включающей все сведения настоящего раздела.
2.12 Раздел 10 “Данные о гидравлическом (пневматическом) испытании”
2.12.1 Раздел заполняется изготовителем сосуда, если испытание проводилось на предприятии-изготовителе, или организацией, проводившей испытание на месте монтажа (установки).
2.12.2 В графе “Испытываемая часть сосуда” указывается рабочее пространство (корпус, рубашка, трубное пространство и т.п.), подвергаемое испытанию.
2.12.3 В графе “Испытательная среда” указывается наименование жидкости “Вода” или наименование другой используемой жидкости.
2.12.4 В зависимости от положения (горизонтальное или вертикальное) сосуда при испытании в соответствующей графе указать “Да”.
2.13 Раздел 11 “Заключение”
2.13.1 В первом абзаце следует указать номер и наименование стандарта (технических условий), в соответствии с которым изготовлен сосуд.
2.13.2 Подписи главного инженера и начальника ОТК должны быть заверены печатью.
2.14 Разделы 12-18
2.14.1 Разделы 12-18 заполняются владельцем сосуда.
2.14.2 Изготовитель сосуда должен предусмотреть в паспорте для раздела 16 не менее двух страниц, а для раздела 17 – не менее 10 страниц.
ГОСТ Р 52630-2012 Сосуды и аппараты стальные сварные. Общие технические условия (с Изменением N 1)
Эскиз N 1 к разделу 6 – “Карта измерений корпуса сосуда”
Эскиз N 2 к разделу 7 – “Данные о сварке (пайке) и неразрушающем контроле сварных соединений”
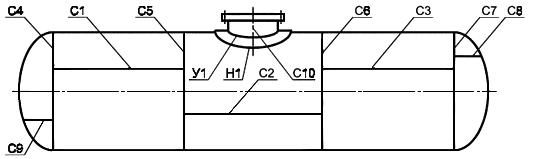
Примечание – Все участки сварных швов, подвергаемых контролю, в том числе места пересечения швов, должны быть обозначены на схеме.
<< назад / к содержанию ГОСТа Р 52630-2012/ вперед >>
Источник